激光再制造汽輪機(jī)轉(zhuǎn)子的力學(xué)性能研究
2014-08-03 07:26:52郭士銳姚建華
動(dòng)力工程學(xué)報(bào) 2014年8期
郭士銳,董 剛,葉 鐘,姚建華
(1.浙江工業(yè)大學(xué)激光加工技術(shù)工程研究中心,杭州310014;2.杭州汽輪機(jī)股份有限公司,杭州310022)
激光熔覆綠色再制造技術(shù)是一種新型的先進(jìn)修復(fù)技術(shù),它不僅能使損傷的零部件恢復(fù)外形尺寸,還能使其性能達(dá)到甚至超過新品的水平[1].該技術(shù)相對(duì)于其他傳統(tǒng)工藝有較多優(yōu)點(diǎn),例如激光作用時(shí)間短,修復(fù)層稀釋率低,修復(fù)區(qū)熱影響區(qū)小,工件變形小;冷卻速度快,可以細(xì)化晶粒,產(chǎn)生亞穩(wěn)相、非晶相和超彌散相等;修復(fù)層與基體冶金結(jié)合,強(qiáng)度高;修復(fù)過程可控性好,便于實(shí)現(xiàn)自動(dòng)化;對(duì)環(huán)境無(wú)污染等[2-4].
由于在加工過程中,鐵屑等雜質(zhì)殘存在潤(rùn)滑油系統(tǒng)中,汽輪機(jī)轉(zhuǎn)子的軸頸特別容易磨損[5].Tabernero等[6-7]對(duì)渦輪機(jī)轉(zhuǎn)子和葉片激光修復(fù)進(jìn)行了研究,發(fā)現(xiàn)修復(fù)后的涂層性能優(yōu)于基體.Richter等[7]提出可將激光熔覆綠色再制造技術(shù)用于轉(zhuǎn)子的修復(fù).然而,目前對(duì)激光再制造的研究一般只涉及其微觀組織和硬度等性能,很少有針對(duì)其機(jī)械力學(xué)性能的研究.
筆者以汽輪機(jī)轉(zhuǎn)子為研究對(duì)象,使用大功率半導(dǎo)體激光器對(duì)28CrMoNiV 基體進(jìn)行激光再制造,在室溫下對(duì)激光再制造層與基體的復(fù)合材料進(jìn)行拉伸、沖擊和彎曲試驗(yàn),研究其抗拉性能、抗沖擊性能和抗彎曲性能,并分析其斷口形貌與強(qiáng)化機(jī)理,為其機(jī)械工業(yè)應(yīng)用提供參考依據(jù).
1 試驗(yàn)材料與方法
1.1 材料
試驗(yàn)基體采用汽輪機(jī)轉(zhuǎn)子28CrMoNiV 材料,其化學(xué)成分見表1.

表1 28CrMoNiV材料的化學(xué)成分Tab.1 Chemical composition of steel 28CrMoNiV %
針對(duì)汽輪機(jī)轉(zhuǎn)子的要求,在保證汽輪機(jī)轉(zhuǎn)子修復(fù)后的綜合跳動(dòng)(TIR)控制在6.35μm 以內(nèi)的前提下,確定選用鐵基粉末進(jìn)行激光再制造試驗(yàn).自行研制的鐵基自熔性合金粉末粒度為45~109μm,其具體的化學(xué)成分見表2.

表2 鐵基合金粉末的化學(xué)成分Tab.2 Chemical composition of the Fe-based alloy powder %
1.2 方法
首先將鐵基粉末加熱到120℃烘干2h,然后將28CrMoNiV 基體表面用丙酮清理干凈再進(jìn)行激光再制造.采用德國(guó)LDF400-2000型大功率半導(dǎo)體柔性光纖耦合激光器,其輸出波長(zhǎng)為900~1 030nm,最高輸出功率為2 000 W;采用自行研制的具有閉環(huán)反饋流量控制的同軸送粉裝置,其輸送范圍為2~50g/min,送粉載氣為氬氣;運(yùn)動(dòng)裝置采用IRB2400/16型6自由度機(jī)器人.試驗(yàn)的主要工藝參數(shù)見表3.
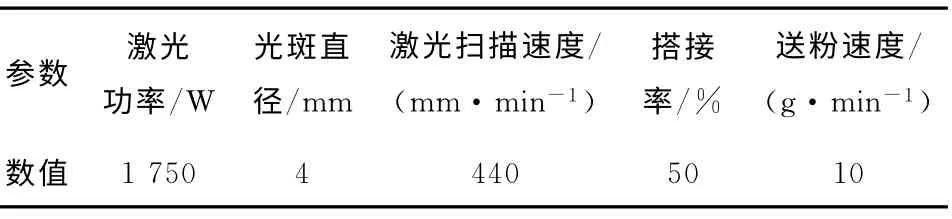
表3 激光再制造的工藝參數(shù)Tab.3 Process parameters of the laser cladding technology
試驗(yàn)完成后,首先利用磨床對(duì)激光再制造表面的熔覆材料進(jìn)行磨削,去除氧化皮,然后采用電火花線切割機(jī)分別對(duì)激光再制造制備所得鐵基材料與基體的復(fù)合材料切取一定數(shù)量的拉伸試樣、V 形缺口的沖擊試樣和彎曲試樣,試樣的熔覆再制造層厚度均為0.5mm.
2 結(jié)果與討論
2.1 拉伸試驗(yàn)
拉伸試驗(yàn)設(shè)備為WEW-100B 微機(jī)液壓萬(wàn)能試驗(yàn)機(jī),按照GB/T 228.1—2010《金屬材料拉伸試驗(yàn)第1部分:室溫試驗(yàn)方法》的要求進(jìn)行測(cè)試.激光再制造層與基體復(fù)合材料的試件數(shù)量為6,對(duì)其分別編號(hào).拉伸試樣的再制造層厚度為0.5mm,其尺寸示意圖見圖1.
由拉伸試驗(yàn)得到的抗拉強(qiáng)度見表4.根據(jù)JB/T 7022—2002《工業(yè)汽輪機(jī)轉(zhuǎn)子體鍛件技術(shù)條件》,基體28CrMoNiV 鍛件經(jīng)過熱處理后的抗拉強(qiáng)度為700~850 MPa,綜合所得測(cè)試數(shù)據(jù),激光再制造層與基體復(fù)合材料的平均抗拉強(qiáng)度為862.5 MPa,較基體的平均抗拉強(qiáng)度775 MPa提高11.29%.
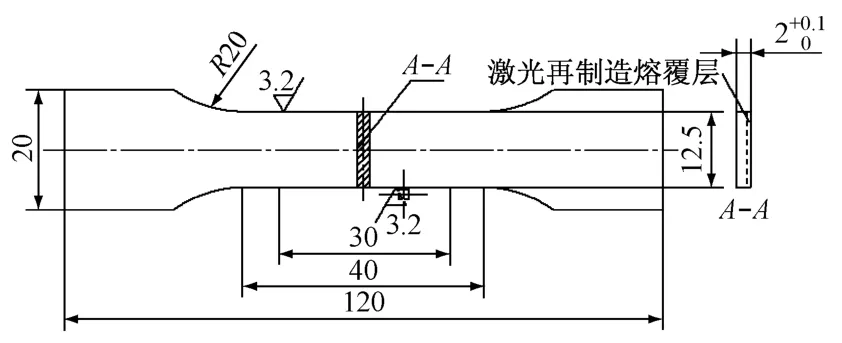
圖1 拉伸試樣示意圖(單位:mm)Fig.1 Specimen for the tensile test(unit:mm)
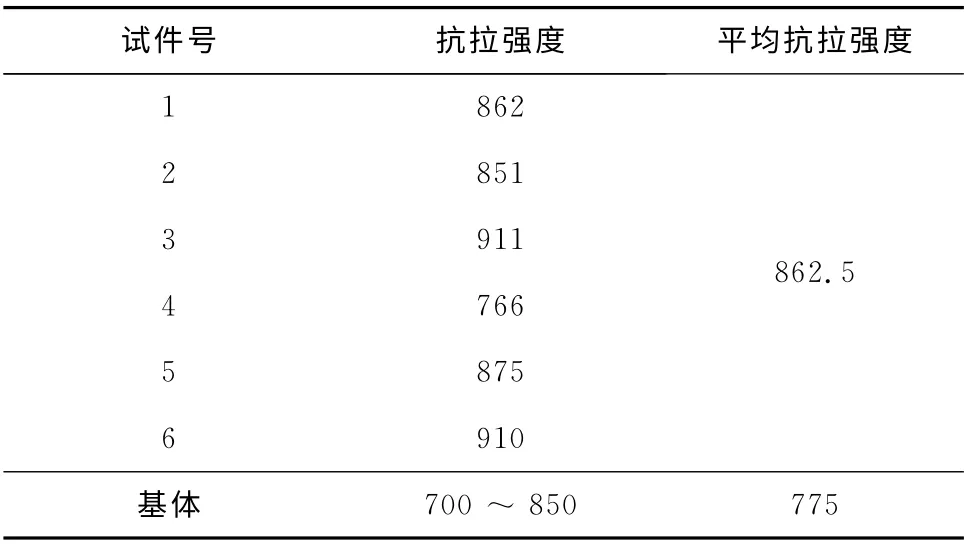
表4 拉伸試驗(yàn)數(shù)據(jù)Tab.4 Results of the tensile test MPa
2.2 沖擊試驗(yàn)
沖擊試驗(yàn)設(shè)備為JB-300B 型擺錘式?jīng)_擊試驗(yàn)機(jī),最大沖擊能量為300J,擺錘預(yù)揚(yáng)角為150°,沖擊速度為5.2m/s,擺軸中心至打擊中心的距離為750 mm.沖擊試樣缺口位于再制造層相背方向,其中再制造層厚度為0.5mm,具體尺寸如圖2所示.
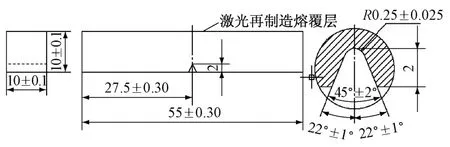
圖2 沖擊試樣示意圖(單位:mm)Fig.2 Specimen for the impact test(unit:mm)
沖擊試驗(yàn)時(shí),激光再制造層與基體復(fù)合材料的沖擊吸收功可由試驗(yàn)機(jī)讀出.
根據(jù)JB/T 7022—2002《工業(yè)汽輪機(jī)轉(zhuǎn)子體鍛件技術(shù)條件》,基體28CrMoNiV 鍛件經(jīng)過熱處理后的沖擊吸收功≥24J.綜合測(cè)試結(jié)果(見表5)可知,激光再制造層與基體復(fù)合材料的沖擊吸收功較大.
2.3 彎曲試驗(yàn)
彎曲試驗(yàn)設(shè)備為WDW-20型微機(jī)控制電子萬(wàn)能試驗(yàn)機(jī),額定載荷為20kN,按照YB/T 5349—2006《金屬?gòu)澢W(xué)性能試驗(yàn)方法》的要求進(jìn)行三點(diǎn)彎曲測(cè)試,其加載力速率為36N/s.復(fù)合材料數(shù)量為6,基體材料數(shù)量為3,對(duì)其分別編號(hào),其中再制造層厚度為0.5mm,彎曲試樣示意圖見圖3.
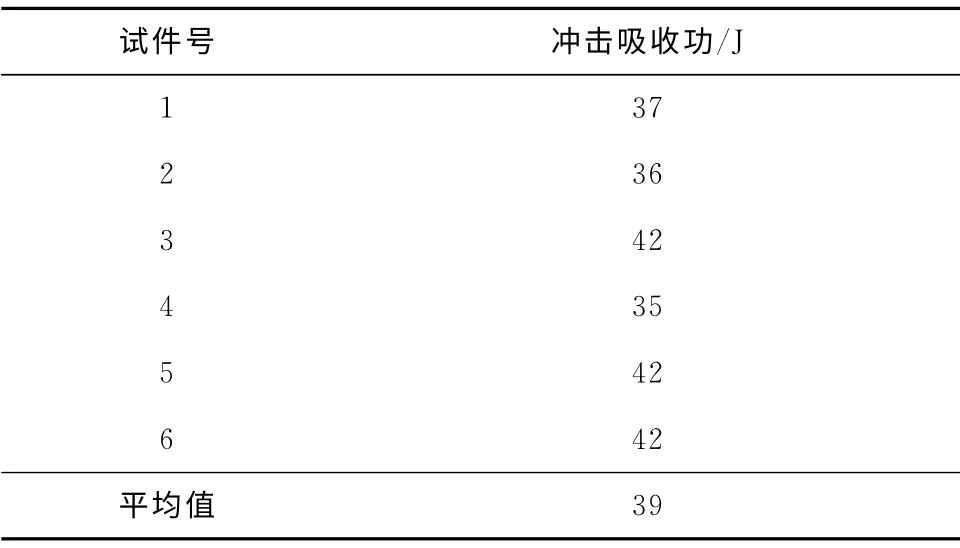
表5 沖擊試驗(yàn)數(shù)據(jù)Tab.5 Results of the impact test
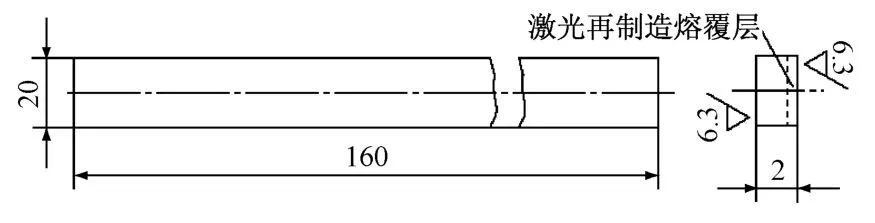
圖3 彎曲試樣示意圖(單位:mm)Fig.3 Specimen for the bending test(unit:mm)
彎曲試驗(yàn)的最大彎曲力Fbb可由試驗(yàn)機(jī)讀出,抗彎強(qiáng)度σbb的計(jì)算公式為

式中:σbb為抗彎強(qiáng)度,N;Fbb為最大彎曲力,N;Ls為跨距,mm;W為試樣截面系數(shù),mm3.
2組試件彎曲試驗(yàn)所得的抗彎強(qiáng)度見表6.綜合測(cè)試結(jié)果可知,激光熔覆再制造層與基體復(fù)合材料的平均抗彎強(qiáng)度較基材材料提高約24.11%.
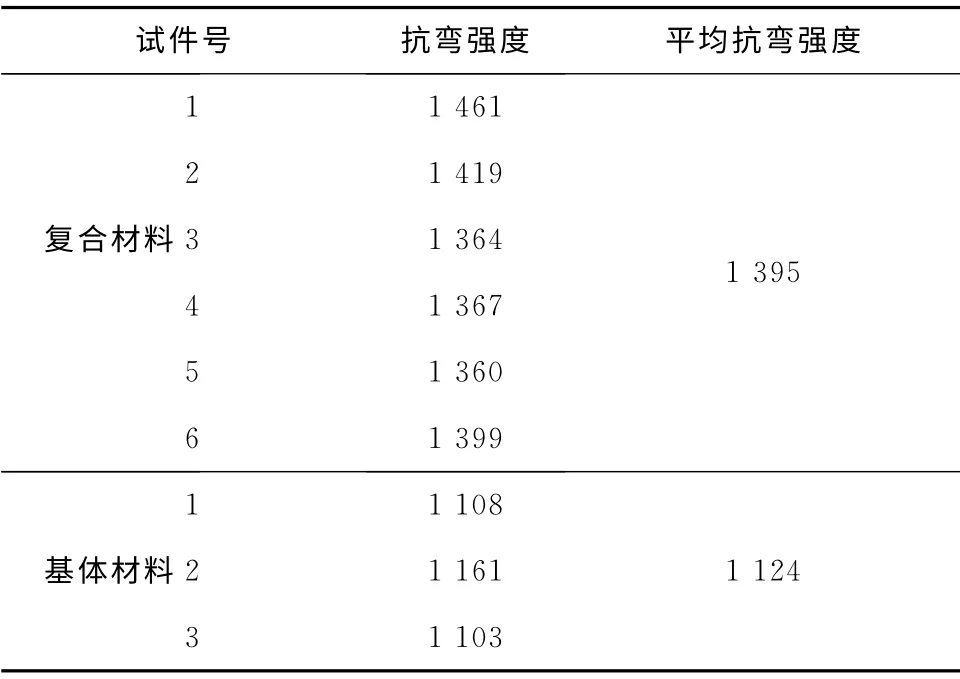
表6 彎曲試驗(yàn)數(shù)據(jù)Tab.6 Results of the bending test N
2.4 抗拉強(qiáng)度、沖擊韌度與抗彎強(qiáng)度的分析
激光熔覆再制造層與基體復(fù)合材料的力學(xué)性能滿足并聯(lián)模型的混合律,可以根據(jù)單向復(fù)合材料性能的體積分?jǐn)?shù)混合律進(jìn)行計(jì)算.并聯(lián)力學(xué)性能模型的混合律如下[8]

式中:α為復(fù)合材料的力學(xué)性能;αf為基體材料的力學(xué)性能;αm為增強(qiáng)材料的力學(xué)性能;φf為基體材料的體積分?jǐn)?shù);φm為增強(qiáng)材料的體積分?jǐn)?shù).
由于激光熔覆的鐵基合金粉末物理參數(shù)未知,不能定量表達(dá)復(fù)合材料的力學(xué)性能與基體和增強(qiáng)體之間的精確關(guān)系,但通過試驗(yàn)可定性分析.試驗(yàn)中拉伸試件、沖擊試件和彎曲試件的熔覆再制造層厚度均為0.5mm,其中拉伸試件、沖擊試件和彎曲試件基體層厚度分別為1.5mm、9.5mm 和1.5mm.由式(3)可知,激光熔覆再制造層與基體復(fù)合材料的平均力學(xué)性能與組元材料的體積分?jǐn)?shù)呈線性關(guān)系,復(fù)合材料力學(xué)性能的提高主要是由于激光再制造層力學(xué)性能較優(yōu)引起的.激光熔覆再制造層中的夾渣和氣孔等缺陷是影響零件力學(xué)性能的重要因素,而試驗(yàn)中再制造粉末中的合金元素經(jīng)過多次選配調(diào)整,再經(jīng)過激光熔覆后其組織細(xì)密,無(wú)氣孔與裂紋等缺陷.另外,由于激光再制造過程中金屬粉末瞬間熔化凝固并冷卻,使激光再制造層具有快速凝固特性,涂層晶粒細(xì)小,結(jié)構(gòu)致密,從而其機(jī)械性能提高.
通過掃描電鏡對(duì)拉伸試樣的斷口進(jìn)行分析,發(fā)現(xiàn)基體的斷面較為平坦,有晶粒形狀的凸起和凹陷,具有明顯的低塑性解理斷裂特征,屬脆性斷裂,如圖4(a)所示.這主要是因?yàn)?8CrMoNiV 基體的晶格結(jié)構(gòu)為體心立方,在室溫下屬于低溫脆性材料.而圖4(b)中激光再制造層的斷面起伏不平,可以清晰地看到晶粒的輪廓和晶粒的截面,具有明顯的沿晶斷裂特征.復(fù)合材料拉伸強(qiáng)度提高的主要原因是激光再制造層中一次晶軸與二次晶軸的數(shù)量遠(yuǎn)大于基體材料,極小又細(xì)密的晶粒在合金材料塑性變形時(shí),高密度的位錯(cuò)阻礙了其滑移,從而提高了再制造層強(qiáng)度,即提高了復(fù)合材料的強(qiáng)度.
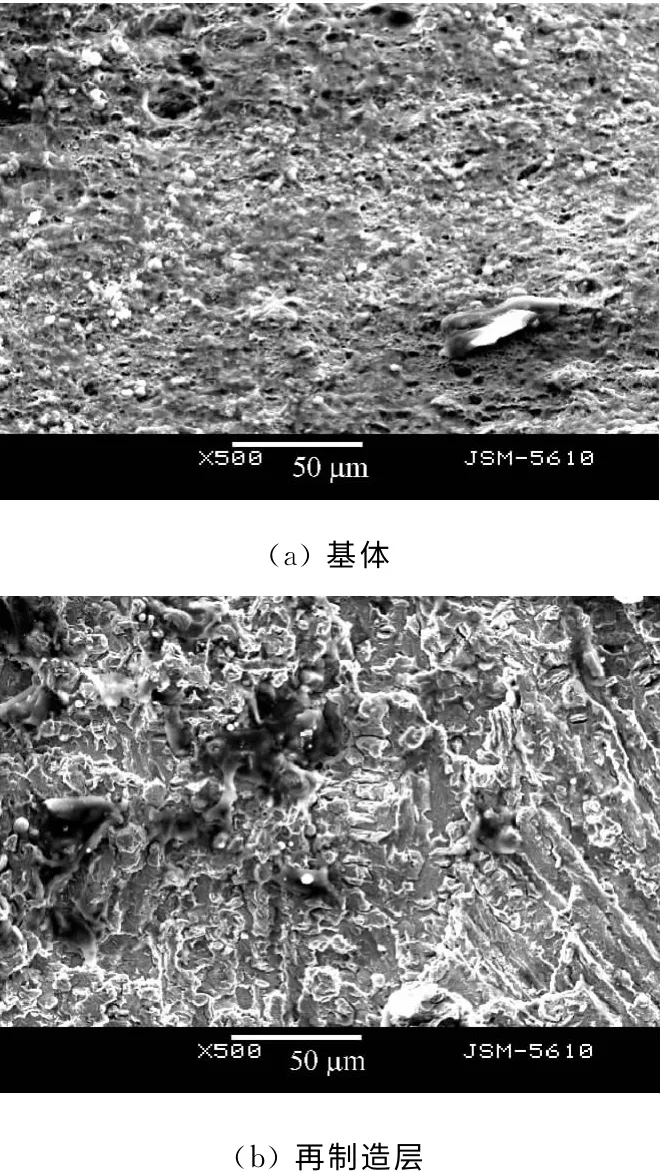
圖4 拉伸試樣的斷口形貌Fig.4 Fracture appearance of the tensile specimen
對(duì)沖擊試樣的斷口進(jìn)行掃描電鏡分析,發(fā)現(xiàn)基體的斷面主要在晶面上呈河流花樣的白色條狀紋,另外在白色條紋帶上的細(xì)枝中有少而淺的韌窩,局部有較深的韌窩,如圖5(a)所示,這說明基體材料的斷裂形式主要為脆性斷裂.由圖5(b)可以明顯看出,激光再制造層的斷面有晶粒輪廓的特征,斷口由許多小的晶面組成,在圖5(b)的右下方有柱狀樹枝晶的截面,由于激光再制造層內(nèi)部主要為交叉的樹枝晶,裂紋撕裂晶界,并沿其擴(kuò)展,因此其斷裂形式為脆性沿晶斷裂.由于激光再制造層晶粒相對(duì)基體材料小而密集,因此其裂紋擴(kuò)展路徑曲折,需要消耗更大的能量,裂紋萌生功提高,從而提高了其韌性.
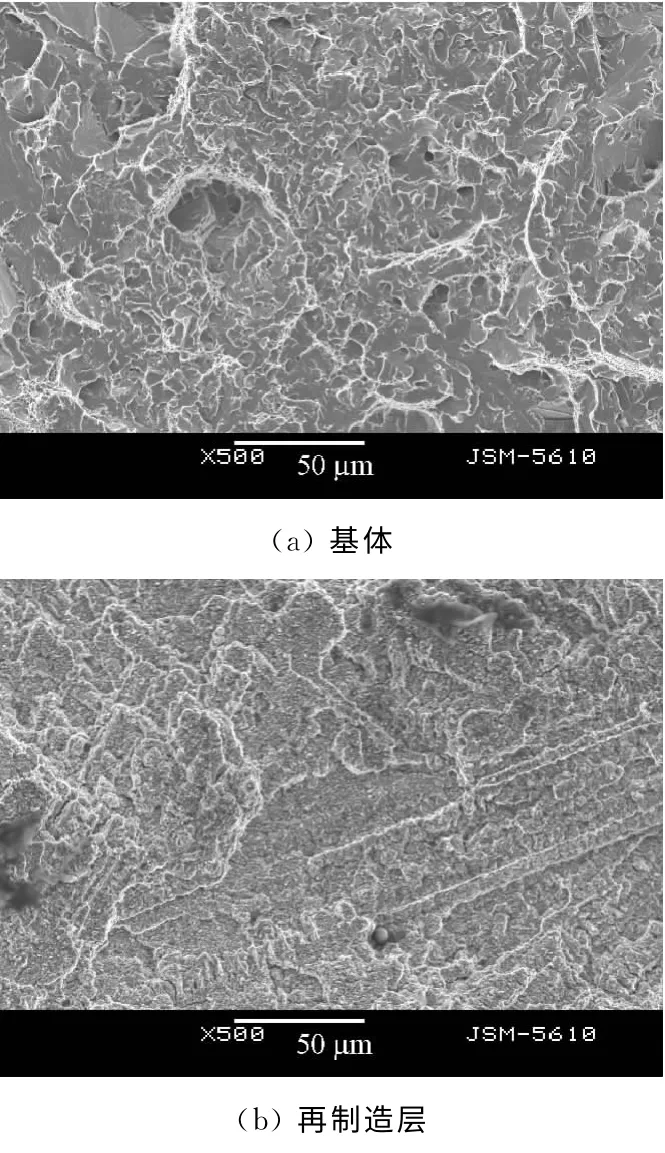
圖5 沖擊試樣的斷口形貌Fig.5 Fracture appearance of the impact specimen
2.5 轉(zhuǎn)子實(shí)物再制造
通過基體的力學(xué)性能分析,最后采用鐵基粉末按照表3中的工藝參數(shù)對(duì)汽輪機(jī)轉(zhuǎn)子軸實(shí)物進(jìn)行激光再制造,如圖6所示.通過綜合跳動(dòng)檢測(cè),發(fā)現(xiàn)汽輪機(jī)轉(zhuǎn)子實(shí)物的激光再制造層在0.5mm 厚度時(shí)的表面綜合跳動(dòng)值為2.5μm,遠(yuǎn)小于6.35μm,符合美國(guó)石油協(xié)會(huì)API 612—2005《石油、石化和天然氣工業(yè)用特種用途汽輪機(jī)》標(biāo)準(zhǔn)的規(guī)定.
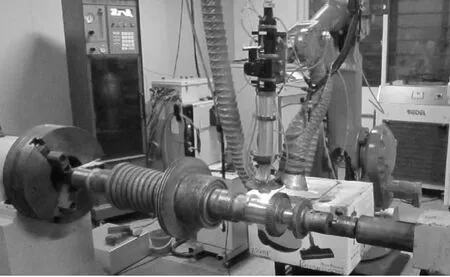
圖6 激光再制造汽輪機(jī)轉(zhuǎn)子Fig.6 Photo of the turbine rotor remanufactured by laser cladding
3 結(jié) 論
(1)激光再制造層與基體復(fù)合材料的抗拉強(qiáng)度較基體材料28CrMoNiV 的平均抗拉強(qiáng)度提高11.29%,激光再制造層與基體復(fù)合材料的平均沖擊吸收功為39J,激光再制造層與基體復(fù)合材料的抗彎強(qiáng)度較基體的平均抗彎強(qiáng)度提高24.11%.
(2)根據(jù)并聯(lián)力學(xué)性能模型的混合律,激光熔覆再制造層與基體復(fù)合材料的力學(xué)性能與組元材料的體積分?jǐn)?shù)呈線性關(guān)系,復(fù)合材料力學(xué)性能的提高主要是由于激光再制造層的力學(xué)性能優(yōu)于基體材料28CrMoNiV.
(3)通過對(duì)拉伸與沖擊試樣斷口的微觀分析,得出基體主要為解理脆性斷裂,激光再制造層為沿晶脆性斷裂.復(fù)合材料拉伸強(qiáng)度的提高主要是因?yàn)榧す庠僦圃鞂又幸淮尉лS與二次晶軸的數(shù)量遠(yuǎn)大于基體材料,高密度的位錯(cuò)阻礙了滑移,從而提高了強(qiáng)度.復(fù)合材料沖擊韌性的提高主要是由于激光再制造層晶粒相對(duì)基體材料小而密集,使得裂紋擴(kuò)展路徑曲折,需要消耗更大的能量,裂紋萌生功提高,從而提高了韌性.
[1]姚建華,李傳康.激光表面強(qiáng)化和再制造技術(shù)的研究與應(yīng)用進(jìn)展[J].電焊機(jī),2012,42(5):15-19.
YAO Jianhua,LI Chuankang.Research and application of laser surface strengthening and remanufacturing technology[J].Electric Welding Machine,2012,42(5):15-19.
[2]徐濱士,董世運(yùn),朱勝,等.再制造成形技術(shù)發(fā)展及展望[J].機(jī)械工程學(xué)報(bào),2012,48(8):96-105.
XU Binshi,DONG Shiyun,ZHU Sheng,etal.Research and application of laser surface strengthening and remanufacturing technology[J].Journal of Mechanical Engineering,2012,48(8):96-105.
[3]楊洗陳,李會(huì)山,王云山,等.用于重大裝備修復(fù)的激光再制造技術(shù)[J].激光與光電子學(xué)進(jìn)展,2003,40(10):53-57.
YANG Xichen,LI Huishan,WANG Yunshan,etal.Laser refabricating technology for repairing expensive and important equipments[J].Laser &Optoelectronics Progress,2003,40(10):53-57.
[4]葉詩(shī)豪,姚建華,胡曉冬,等.激光固溶17-4PH 的機(jī)理與性能研究[J].動(dòng)力工程學(xué)報(bào),2011,31(5):391-396.
YE Shihao,YAO Jianhua,HU Xiaodong,etal.Mechanism of laser solid solution for 17-4PH and properties of the treated material[J].Journal of Chinese Society of Power Engineering,2011,31(5):391-396.
[5]MIAO Hongbin,ZHAO Wenqiang.Research of fiber laser cladding technology on shaft-parts[J].Applied Mechanics and Materials,2012,217/218/219:2238-2241.
[6]TABERNERO I,LAMIKIZ A,MARTíNEZ S,etal.Evaluation of the mechanical properties of Inconel 718 components built by laser cladding[J].International Journal of Machine Tools and Manufacture,2011,51(6):465-470.
[7]RICHTER K H,ORBAN S,NOWOTNY S.Laser cladding of the titanium alloy TI6242to restore damaged blades[C]//23rd International Congress on Applications of Laser and Electro-Optics 2004.San Francisco,America:Laser Institute of America,2004.
[8]任建華,付學(xué)中,付宇明,等.激光熔覆45鋼復(fù)合材料力學(xué)性能實(shí)驗(yàn)[J].塑性工程學(xué)報(bào),2012,19(4):99-102.
REN Jianhua,F(xiàn)U Xuezhong,F(xiàn)U Yuming,etal.Experimental research on performance of composite material by laser cladding on 45steel substrate[J].Journal of Plasticity Engineering,2012,19(4):99-102.
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
能源工程(2020年5期)2021-01-04 01:29:00
山東冶金(2019年3期)2019-07-10 00:54:00
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
電子測(cè)試(2017年11期)2017-12-15 08:57:13
廣西電力(2016年4期)2016-07-10 10:23:38
工業(yè)設(shè)計(jì)(2016年4期)2016-05-04 04:00:23
焊接(2015年9期)2015-07-18 11:03:53
應(yīng)用化工(2014年10期)2014-08-16 13:11:29
無(wú)機(jī)化學(xué)學(xué)報(bào)(2014年4期)2014-02-28 17:31:11
