重載鐵路75 kg/m鋼軌移動閃光焊焊接施工技術
2014-07-30 02:12:36賈晉中程建平
鐵道建筑 2014年7期
賈晉中,程建平
(1.朔黃鐵路發展有限責任公司,河北肅寧 062350;2.朔黃鐵路發展有限責任公司原平分公司,山西原平 034100)
1 既有焊接接頭傷損分析
按75 kg/m鋼軌焊接接頭傷損發生在廠焊接頭、氣壓焊接頭、鋁熱焊接頭位置進行統計,從原平分公司管內近年來焊接接頭重傷統計結果來看,氣壓焊的傷損比例最高,可達1.71%;其次為鋁熱焊,傷損比例為1.07%;廠焊的傷損比例最小,為0.07%。氣壓焊的傷損比例為廠焊的24.4倍,鋁熱焊的傷損比例為廠焊的15.3倍[1]。由此可見,工地焊接接頭的傷損比例遠高于廠焊接頭。
鋼軌焊接接頭平直度明顯增大,現場實測個別鋁熱焊焊接接頭最大凹陷達0.9 mm,已超出《鐵路線路修理規程》的要求(焊縫凹陷不能超過0.5 mm)。從焊接接頭傷損比例以及平直度兩方面來看,目前采用的鋁熱焊和氣壓焊已無法滿足重載鐵路運輸的要求。
移動閃光焊焊接性能穩定、焊接質量高[2],與氣壓焊、鋁熱焊相比,具有明顯的優勢。但目前我國重載鐵路尚無成熟的移動閃光焊焊接設備和焊接技術,為此朔黃鐵路公司聯合鐵科院、南車戚墅堰研究所進行了重載鐵路75 kg/m鋼軌移動閃光焊焊接技術的研發,并在朔黃鐵路正線進行了焊接試驗,效果良好。
2 移動閃光焊焊接設備選型與改進
2.1 設備選型
選用由南車戚墅堰機車車輛工藝研究所有限公司生產的LR1200型鋼軌閃光焊機。主要技術參數和基本性能如下[3]:①額定電壓。電網380×(1±10%)V,50 Hz;發電機組400 V,50 Hz;額定初級電流(50%負載)540 A;額定功率210 kW;額定頂鍛力1 200 kN;額定夾持力2 900 kN;可焊接鋼軌的最大橫截面積10 000 mm2(75 kg/m鋼軌斷面面積為9 520 mm2)。②焊機頭內增設獨立的推瘤油缸,在拉伸情況下可焊接特長鋼軌。③機頭配有自動推凸裝置,焊后在熱態下立即完成推瘤工作。④夾緊時沿軌頭和斷面自動對中。
由于目前國內外75 kg/m鋼軌采用移動閃光焊尚屬空白,基于LR1200型鋼軌閃光焊機平臺研制了與75 kg/m鋼軌相配套的鉗口、推瘤刀和刀座,見圖1。
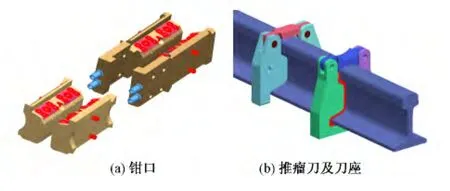
圖1 鉗口、推瘤刀及刀座
2.2 焊接工藝參數試驗
目前朔黃重載鐵路主要采用75 kg/m U78CrV鋼軌,通過對U78CrV鋼軌化學成分及力學性能的分析,以脈動閃光焊工藝為主體,前期加熱采用預熱閃光焊工藝,二者相結合作為本次參數調試的基準。
結合國內目前既有移動閃光焊焊接技術,在廠內對150余對75 kg/m鋼軌進行了試焊,對各種焊接參數下的焊接接頭進行了落錘試驗,根據落錘試驗結果以及斷口形貌,對焊接參數進行優化,進而提出合理的75 kg/m U78CrV鋼軌移動閃光焊焊接參數。
考慮到75 kg/m鋼軌截面較60 kg/m鋼軌大,前期采用較大的加熱量,選取較大的加熱時間。階段電壓可根據脈動閃光焊工藝,采用程控調壓,俗稱馬鞍式。階段時間與階段電壓的配合旨在獲得較好的加熱溫度及合適的溫度場,為后期的頂鍛做好充分準備。
在焊接技術參數調試時,對不同頂鍛量下的焊接質量進行了試驗。調試時75 kg/m的U78CrV鋼軌控制頂鍛量初設為11 mm,考慮接頭焊接前期的加熱程度,實際頂鍛量為13 mm左右,焊接管理程序設置實際頂鍛量不應超過16 mm,否則焊接判斷為不合格。圖2為不同頂鍛量下的斷口形貌。
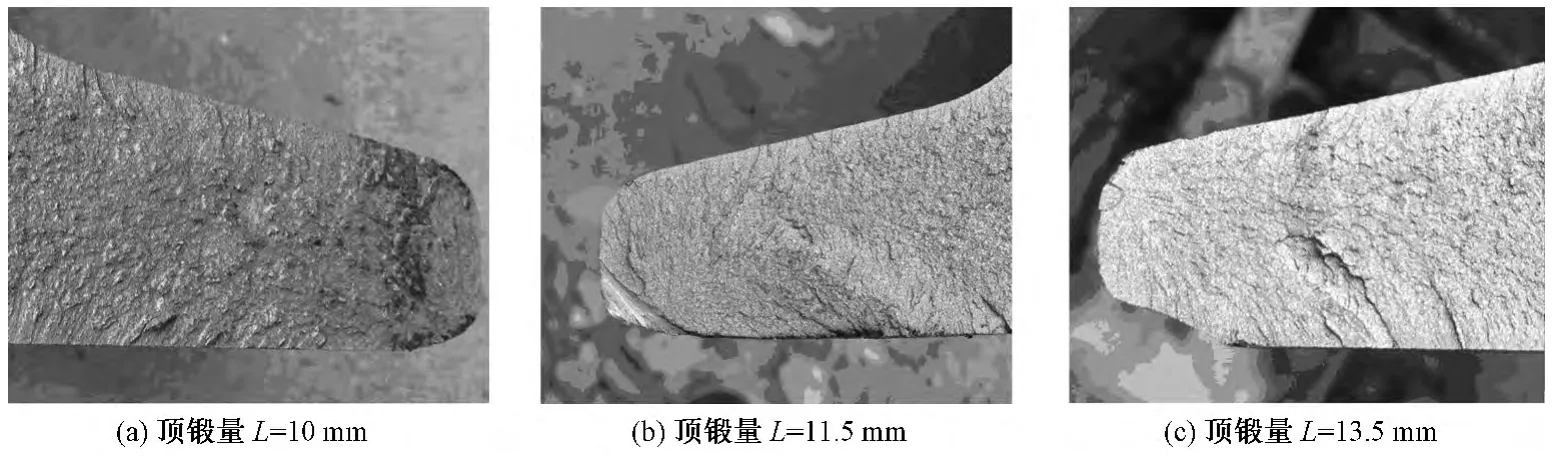
圖2 不同頂鍛量下的斷口形貌
2.3 型式試驗結果
采用LR1200型鋼軌閃光焊機,根據提出的焊接工藝參數,進行了鋼軌接頭的焊接,并委托鐵道部產品質量監督檢驗中心進行了檢驗。共進行了落錘、靜彎、疲勞、硬度、拉伸性能、沖擊吸收能量和顯微組織7項試驗,除拉伸性能目前無重載鐵路的相關標準外,其他性能均符合原鐵道部的相關標準。焊接接頭硬度試驗結果見表1。
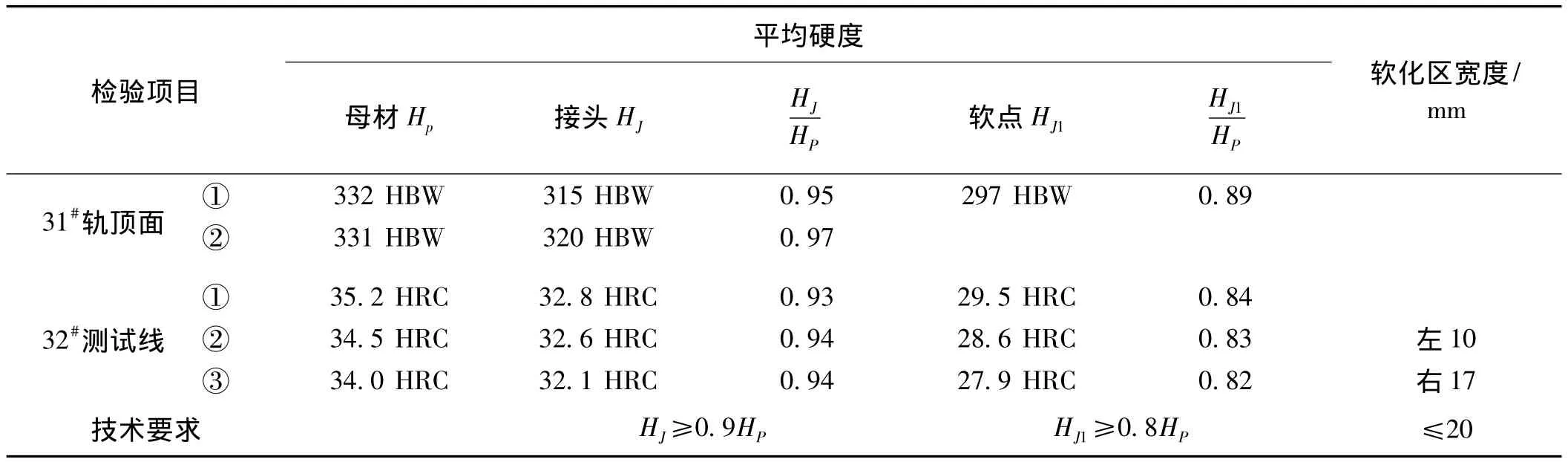
表1 焊接接頭硬度試驗結果
3 現場焊接施工
為驗證75 kg/m鋼軌焊接技術,結合2013年朔黃鐵路原平分公司換軌計劃,選擇一條曲線進行焊接試驗,鋼軌為25 m長U78CrV無孔新軌,整條曲線以及兩端一定長度的直線采用移動閃光焊焊接成無縫線路。共焊接了50個接頭,其中線下焊接接頭48個,線上焊接接頭2個。焊接完成后,對所有焊接接頭進行了探傷檢查,全部滿足規定要求。
試驗段為一半徑600 m曲線,曲線參數見表2。
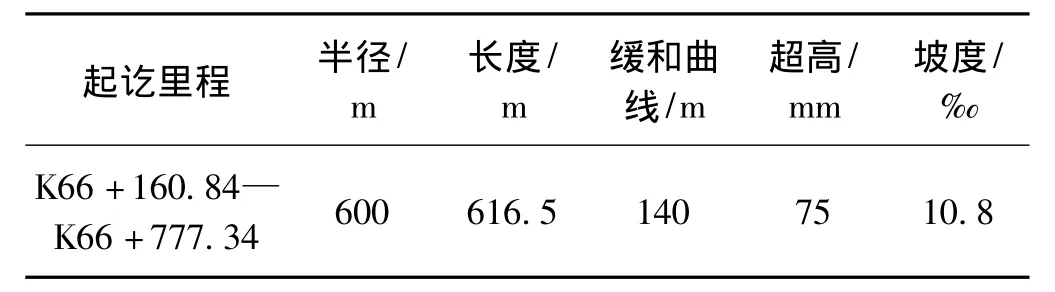
表2 焊接接頭試驗段曲線
焊接施工方案采用25 m軌線下焊接與線上鎖定焊接方案。
線下焊接:將25 m鋼軌在線下焊接成長軌條。將25 m鋼軌預先放置在砟肩,然后逐個焊接。在一個天窗(4 h)內可焊接8~10個接頭,鋼軌的熱處理、精磨在下一個天窗內完成,共用7個天窗。在整個長軌條焊接完成后,開始進行線上鎖定焊接。
線上鎖定焊接:在天窗點換鋪長軌條,并將長軌條焊聯入無縫線路,在長軌條的始終端與已鋪相鄰單元軌條直接焊連,線上鎖定焊接需2個天窗。
整個焊接施工需9個天窗。
3.1 線下焊接
利用天窗時間將25 m鋼軌在線下焊接成長軌條,共焊接約48個接頭。線下焊接、正火與精磨采用流水作業,在一個天窗點內進行焊接,同時對上一天窗內的焊接接頭進行正火處理和精磨作業。工地線下焊接施工組織及作業要求如下。
1)線下焊接施工工藝流程(圖3)。
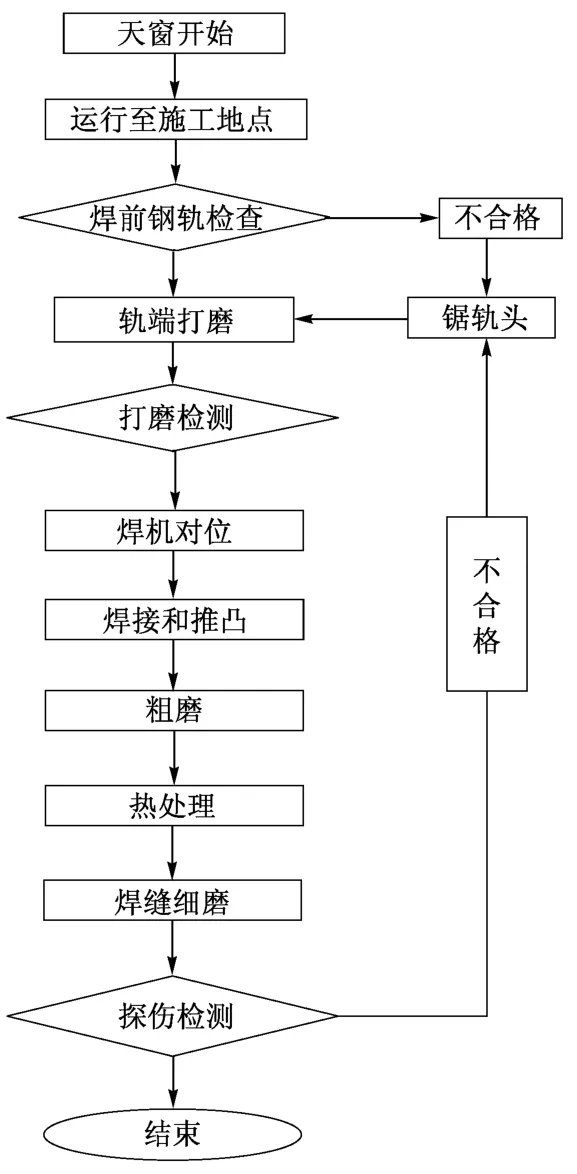
圖3 線下鋼軌移動閃光焊工藝流程
2)施工列車編組
非自行式移動式接觸焊軌機、熱處理機組采用軌道車組連掛方式進入現場,施工列車編組順序(自原平方向)為:軌道車+材料車+非自行式焊軌車+非自行式熱處理車+軌道車。
到達施工現場后軌道車組分解為焊軌、熱處理兩個作業車組。焊軌車組順施工方向編組順序為:軌道車+材料車+非自行式焊軌車;熱處理車組順施工方向編組順序為:非自行式熱處理車+軌道車。
3)線下鋼軌焊接、熱處理、打磨,不再詳述。
3.2 工地鎖定焊接
線下將25 m鋼軌焊接成長軌條后,利用天窗時間進行無縫線路長軌條的鋪設,并將新鋪單元軌條的始終端與已鋪相鄰單元軌條始端或終端直接焊連。利用下一個天窗進行焊接接頭的正火處理與精磨。
工地焊接鎖定時,軌溫應在鎖定軌溫范圍內,并與兩相鄰單元軌條的鎖定軌溫差不超過5℃。原平分公司管內無縫線路鎖定軌溫為(28±5)℃,在進行焊接鎖定時,在軌溫適宜時方可進行鎖定焊接,工地鎖定焊接2個接頭,始端采用移動閃光焊焊接,受施工天窗的限制,終端采用鋁熱焊焊接。工地鎖定焊軌作業步驟與要求同線下焊接。工地焊接鎖定施工流程見圖4。線上焊接如圖5所示。

圖4 工地焊接鎖定施工流程

圖5 移動閃光焊線上焊接現場
4 焊接工藝要求
1)鋼軌焊前檢查與處理
焊接前必須對鋼軌進行檢查和必要的處理:①檢查鋼軌主要幾何尺寸,包括鋼軌高度、軌頭寬度、軌底寬度、斷面是否對稱、軌冠飽滿度、斷面斜度(垂直及水平方向)、端部扭曲、端部和軌身平直度;②檢查鋼軌表面質量,條件許可時對軌底進行鏡面檢查;③對于無法矯直的鋼軌端部彎曲,應將其端部鋸切。
2)焊前除銹
①待焊鋼軌端部及鋼軌與閃光焊機電極接觸部位應除銹。②鋼軌除銹面待焊時間超過24 h以上或斷面后有水、油、污垢污染時,應重新除銹處理。③如果鋼軌軌腰與電極接觸,應將接觸部位凸出的軋制標識打磨至與母材平齊。
3)焊接與推凸
①焊接前軌溫不宜低于10℃。②應自動完成推凸過程,推凸過程不應損傷接頭和母材,推凸后的表面應無肉眼可見的裂紋或焊渣擠入。接頭各部位允許的最大推凸余量(推凸后的焊筋高度):軌頭2 mm,軌頭下顎2.5 mm,軌腰2 mm,軌底1.5 mm。③推凸后、未經打磨處理情況下,應使用1 m檢測直尺檢查接頭錯邊,在焊縫中心線兩側各15~25 mm的位置測量并計算接頭錯邊量。對于接頭錯邊量超過最大允許值的焊接接頭,應切掉接頭重焊,鋸切位置與焊縫距離應不小于50 mm,重新焊接前,鋼軌端部應處于常溫。④線上鎖定焊接時應使用保壓推凸,當焊接接頭溫度達到300℃以下時,方可去除保壓壓力。⑤應對每個焊接接頭進行標識,標識應位于焊接長鋼軌的同一側軌腰(線路外側)、距焊縫2~3 m位置。標識應清晰、端正,至少5年內可以識別。
4)焊筋整形(粗磨)
①可以采用磨削的方式進行焊筋整形,焊筋整形不應損傷鋼軌母材。②焊筋整形后,應保證焊接接頭的表面粗糙度滿足探傷掃查的需要。③鋼軌應按縱向打磨,不應橫向打磨,鋼軌表面不應出現打磨灼傷。④焊接接頭非工作邊的垂直、水平方向錯邊應平順過渡。⑤鋼軌閃光焊軌底下表面焊筋高度不應>0.5 mm,軌底焊筋邊緣棱角應平順過渡。
5)外形精整及平直度要求
①應使用仿形打磨機對焊接接頭的軌頂面及軌頭工作邊進行外形精整,外形精整后軌頭應與母材保持一致的輪廓形狀。②外形精整的長度不應超過焊縫中心線兩側各400 mm范圍。外形精整不應使焊接接頭或鋼軌產生任何熱損傷。不應使用外形精整的方法糾正超標的平直度偏差或超標的接頭錯邊。③應采用矯直的方法糾正焊接接頭平直度偏差,宜在焊接接頭處于常溫時進行矯直作業。④鋼軌焊接接頭平直度應符合表3的要求。應在鋼軌焊接接頭溫度低于50℃時測量平直度。測量長度1 m,焊縫居中。
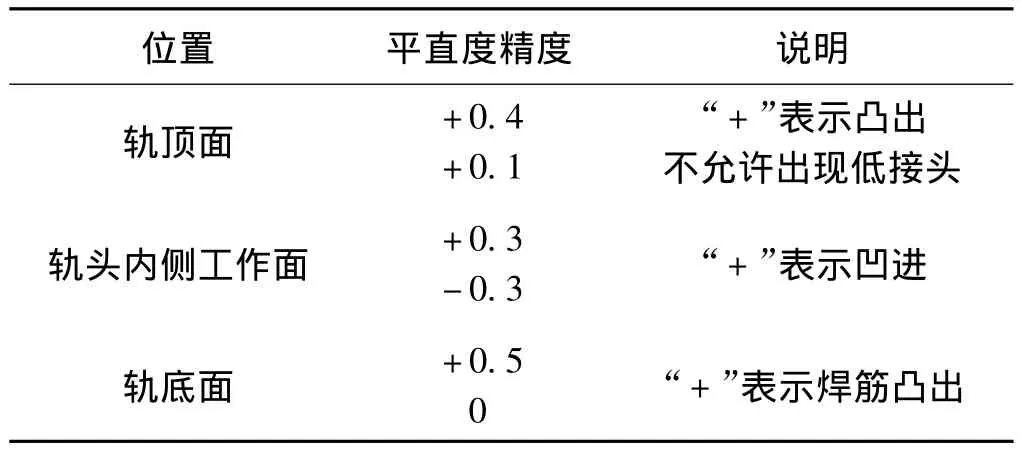
表3 鋼軌焊接接頭平直度 mm/m
5 結論與建議
1)針對朔黃鐵路主要采用的75 kg/m的U78CrV鋼軌,在60 kg/m鋼軌移動閃光焊焊接工藝參數基礎上,結合目前國外重載鐵路的發展現狀,研究提出重載鐵路移動閃光焊焊接工藝參數,并結合試驗段的實際情況,提出了工地鎖定焊接施工技術方案和技術要求。現場焊接試驗表明,焊接工藝參數以及焊接施工方案能滿足鋼軌焊接施工要求。
2)結合國內LR1200型鋼軌閃光焊機,對焊接設備進行了升級改造,研制了與75 kg/m鋼軌相匹配的鉗口,提高了推瘤刀及刀座強度,能適用于75 kg/m鋼軌的焊接。
3)結合75 kg/m鋼軌的材質和斷面特點,對焊接參數進行了優化調整,提出了焊接參數中合理的階段位移、時間、電壓、電流、速度、頂鍛量,減小了斷面灰斑產生幾率,提高了焊接質量。
4)根據試驗段的實際情況和工地焊接技術方案,依次進行無縫線路換鋪、始端接頭焊接、長鋼軌拉伸鎖定及焊接接頭熱處理等,并給出各階段的控制指標。該方案簡便可行,能滿足無縫線路鎖定焊接的技術要求。
建議將焊機吊臂長度延長,這樣可在同時封鎖上下行區間時進行鄰線焊接。其優點一是克服了焊機只能本線焊接的缺點,二是解決了因墊支塊存在的安全隱患問題,三是不干擾本線正常的換軌進度。
[1]中國鐵道科學研究院.朔黃鐵路軌道結構調研報告[R].北京:中國鐵道科學研究院,2012.
[2]廣鐘巖,高慧安.鐵路無縫線路[M].3版.北京:中國鐵道出版社,2001.
[3]中國鐵道科學研究院.朔黃鐵路75 kg/m鋼軌移動閃光焊焊接技術研究報告[R].北京:中國鐵道科學研究院,2013.
猜你喜歡
天天愛科學·科學啟蒙(2025年3期)2025-03-27 00:00:00
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
云南畫報(2021年12期)2021-03-08 00:50:54
鐵道通信信號(2018年7期)2018-08-29 01:17:04
通信電源技術(2016年4期)2016-04-04 02:58:04
中國房地產業(2016年2期)2016-03-01 01:25:48
工程建設與設計(2016年3期)2016-02-27 10:50:46
河南電力(2016年5期)2016-02-06 02:11:34
