常減壓裝置加熱爐復(fù)合管泄漏分析
2014-07-21 07:50:46陳龍
全面腐蝕控制 2014年5期
陳 龍
(海南煉油化工有限公司,海南 洋浦經(jīng)濟開發(fā)區(qū) 578101)
0 前言
奧氏體不銹鋼相對于碳鋼等具有優(yōu)良的耐腐蝕性,但奧氏體不銹鋼含有大量的鎳、鉻。中國是一個貧鎳、鉻國家,為節(jié)省貴重金屬、降低材料費用,很多過程設(shè)備或管道都采用內(nèi)襯不銹鋼復(fù)合材料進行制作。但是,由于我國不銹鋼復(fù)合板的加工水平不高,復(fù)合板的基層和復(fù)層之間存在一定空間,如果在施工焊接中處置不當,往往會造成設(shè)備或管道快速腐蝕失效。
某煉油廠800×104t/a常減壓裝置常壓爐有8路進料,爐管材質(zhì)為P5,爐出口擴徑前轉(zhuǎn)油線材質(zhì)為1Cr5Mo,擴徑后的轉(zhuǎn)油線采用20R+00Cr19Ni10不銹鋼復(fù)合管(復(fù)合層3mm),工作壓力在0.08~0.2MPa之間,工作溫度在340~360℃之間,管內(nèi)介質(zhì)為閃蒸塔底油。在管道投用運行7年后,復(fù)合管的一些焊縫開始發(fā)生腐蝕泄漏,影響了裝置的安全平穩(wěn)運行。
1 轉(zhuǎn)油線焊縫泄漏分析
通過對轉(zhuǎn)油線泄漏的部分進行剖開檢查,發(fā)現(xiàn)復(fù)合管泄漏部位的復(fù)層完好,說明管道選材不存在問題;但復(fù)合管開口處未封焊、基層未堆焊,沒有復(fù)層保護的基層焊縫沖刷腐蝕較嚴重,說明轉(zhuǎn)油線的實際焊接過程出了問題,如圖1所示。為此,對轉(zhuǎn)油線重新做了焊接工藝評定,發(fā)現(xiàn)管道實際施工與焊接評定工藝相差甚遠,完全不能滿足實際生產(chǎn)要求。

圖1 1Cr5Mo支管與不銹鋼復(fù)合主管實際焊接情況
1.1 復(fù)合管焊接工藝評定
由于不銹鋼復(fù)合管的復(fù)層導(dǎo)熱系數(shù)小、線膨脹系數(shù),又由于不銹鋼復(fù)合管的復(fù)層和基層之間存在空隙,若不采取措施而直接施焊,將會使焊接難度大大增加,并使焊接合格率顯著降低。因此,對于不銹鋼復(fù)合管,應(yīng)在加工坡口時采用氧氣乙炔火焰將基層從復(fù)層上剝開一段兒,然后使用棒式砂輪機打磨除去復(fù)層上的氧化層,然后對復(fù)層和基層結(jié)合處進行封焊處理,并做滲透檢查焊接質(zhì)量,使得在焊縫附近的基層與復(fù)層形成冶金結(jié)合[1]。
根據(jù)GB/T 13148-2008“不銹鋼復(fù)合鋼板焊接技術(shù)要求”[2],確定復(fù)合管的焊接工序是先焊復(fù)材,再焊過渡層,最后焊基材,而基材的焊材必須用與過渡層焊接相同的奧氏體焊條或焊絲。根據(jù)SH/T 3526-2004“石油化工異種鋼焊接規(guī)程”[3]和SH/T 3527-2009“石油化工不銹鋼復(fù)合鋼焊接規(guī)程”[4],確定選用A302焊條對以上焊接工序進行焊接。在整個轉(zhuǎn)油線的施工中存在1Cr5Mo管與不銹鋼復(fù)合管對焊、1Cr5Mo支管與不銹鋼復(fù)合主管焊接、不銹鋼復(fù)合管與不銹鋼復(fù)合管對焊以及不銹鋼復(fù)合支管與不銹鋼復(fù)合主管接焊四種形式,焊接工藝評定如下:
1.1.1 1Cr5Mo管與不銹鋼復(fù)合管對焊
1Cr5Mo管與不銹鋼復(fù)合管對焊有四道焊接工序,分別是1-00Cr19Ni10與20R焊接(封焊)、2-1Cr5Mo與00Cr19Ni10焊接(打底焊)、3-1Cr5Mo與20R焊接(填充焊)、4-1Cr5Mo與20R焊接(蓋面焊)。每道工序完成后應(yīng)進行滲透檢查,合格后方可進行下一步工序。焊接工藝評定要求的焊接工序、接頭形式和各項參數(shù)見圖2和表1。

圖2 1Cr5Mo管與不銹鋼復(fù)合管對焊示意圖
1.1.2 1Cr5Mo支管與不銹鋼復(fù)合主管焊接
由于1Cr5Mo支管與不銹鋼復(fù)合主管成45°角連接,在焊接時,主管的部分基材就無法施焊,需要對主管的基材進行不銹鋼堆焊處理,堆焊層應(yīng)焊接兩遍,以增強基材的耐蝕性。在1Cr5Mo支管與不銹鋼復(fù)合主管焊接中有四道焊接工序,分別是1-復(fù)層00Cr19Ni10與基層20R焊接(封焊)、2-主管基層坡口20R堆焊、3-1Cr5Mo與基層20R焊接(填充焊)、4-1Cr5Mo與基層20R焊接(蓋面焊)。每道工序完成后應(yīng)進行滲透檢查,合格后方可進行下一步工序。焊接工藝評定要求的焊接工序、接頭形式和各項參數(shù)見表1和圖3。

圖3 1Cr5Mo支管與不銹鋼復(fù)合主管焊接示意圖

表1 焊接參數(shù)表
1.1.3 不銹鋼復(fù)合管與不銹鋼復(fù)合管對焊
不銹鋼復(fù)合管與不銹鋼復(fù)合管對焊有四道焊接工序,分別是1-復(fù)層00Cr19Ni10與基層20R焊接(封焊),2-復(fù)層00Cr19Ni10與復(fù)層00Cr19Ni10焊接(打底焊)、3-基層20R與基層20R焊接(填充焊)、4-基層20R與基層20R焊接(蓋面焊)。每道工序完成后應(yīng)進行滲透檢查,合格后方可進行下一步工序。焊接工藝評定要求的焊接工序、接頭形式和各項參數(shù)見圖4和表2。
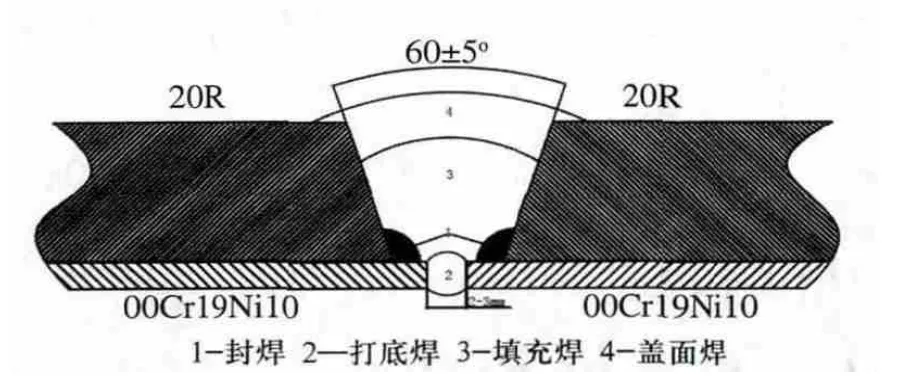
圖4 不銹鋼復(fù)合管與不銹鋼復(fù)合管對焊示意圖
1.1.4 不銹鋼復(fù)合支管與不銹鋼復(fù)合主管焊接
由于不銹鋼復(fù)合支管與不銹鋼復(fù)合主管成45°角連接,在焊接時,支管和主管的部分基材就無法施焊,需要對支管和主管的基材進行不銹鋼堆焊處理,以增強支管和主管基材的耐蝕性。在不銹鋼復(fù)合支管與不銹鋼復(fù)合主管焊接中有三道焊接工序:分別是1-復(fù)層00Cr19Ni10與基層20R焊接(封焊);2-主管基層坡口20R堆焊;3-支管基層20R與主管基層20R焊接(填充焊)。每道工序完成后應(yīng)進行滲透檢查,合格后方可進行下一步工序。焊接工藝評定要求的焊接工序、接頭形式和各項參數(shù)見表1和圖5。

圖5 不銹鋼復(fù)合支管與不銹鋼復(fù)合主管焊接示意圖
1.2 轉(zhuǎn)油線實際施工焊接問題
1.2.1 1Cr5Mo支管與不銹鋼復(fù)合主管焊接問題
在1Cr5Mo支管與不銹鋼復(fù)合主管實際焊接中,不銹鋼復(fù)合主管的復(fù)層和基層剝離處未進行封焊,主管的基材未進行堆焊,施工人員僅用J427焊條將1Cr5Mo支管與復(fù)合管的基層(20R)進行了焊接,示意圖如圖6所示。在這種情況下,正常運行時不銹鋼復(fù)合管的基層(20R)直接與腐蝕介質(zhì)接觸,在高溫硫腐蝕和高溫環(huán)烷酸腐蝕的共同作用下發(fā)生了腐蝕泄漏。化學(xué)反應(yīng)如下:
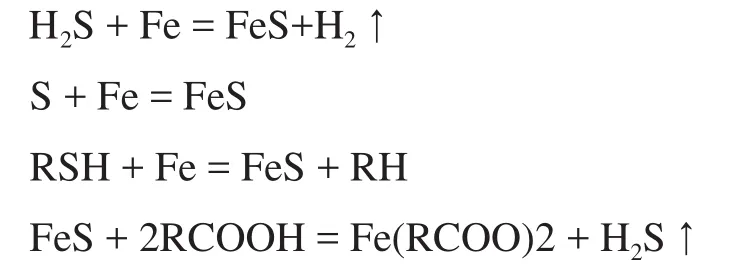
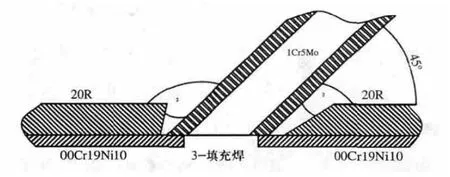
圖6 1Cr5Mo支管與不銹鋼復(fù)合主管實際焊接示意圖
1.2.2 不銹鋼復(fù)合支管與不銹鋼復(fù)合主管焊接問題
在不銹鋼復(fù)合支管與不銹鋼復(fù)合主管實際焊接中,施工方未對不銹鋼復(fù)合管的復(fù)層和基層剝離處進行封焊,未對復(fù)合管剝離的基層進行堆焊,僅用J427焊條將支管基層(20R)與主管的基層(20R)進行了焊接,示意圖如圖7所示。在這種情況下,正常運行時不銹鋼復(fù)合管的基層(20R)直接與腐蝕介質(zhì)接觸,在高溫硫腐蝕和高溫環(huán)烷酸腐蝕的共同作用下發(fā)生了腐蝕泄漏。
2 結(jié)束語

表2 焊接參數(shù)表
不銹鋼復(fù)合材料以其高耐蝕性和低成本特點廣泛應(yīng)用于石油石化行業(yè),但是其焊接工藝復(fù)雜,焊接質(zhì)量不易保證,并且這些管道主要使用在腐蝕性介質(zhì)環(huán)境中,一旦施工質(zhì)量出現(xiàn)問題,后續(xù)的滲透檢查、試壓等檢驗手段也很難發(fā)現(xiàn)內(nèi)部缺陷。當裝置正常運行時,暴露在腐蝕性介質(zhì)中的基層將很快腐蝕穿透,給工廠的安全運行帶來威脅,因此對于不銹鋼復(fù)合管道要嚴格控制施工質(zhì)量。要對施工人員進行技術(shù)交底,讓其掌握施工要求和質(zhì)量標準;對施工中的開口加工、復(fù)層的封焊、基層的堆焊等進行嚴格檢驗,每道焊口、每道工序均要由第三方監(jiān)理人員檢查確認,合格后方可進行下道工序,確保整個施工質(zhì)量達到要求,這樣才能充分發(fā)揮復(fù)合管道的優(yōu)勢,保障設(shè)備的長周期安全平穩(wěn)運行。
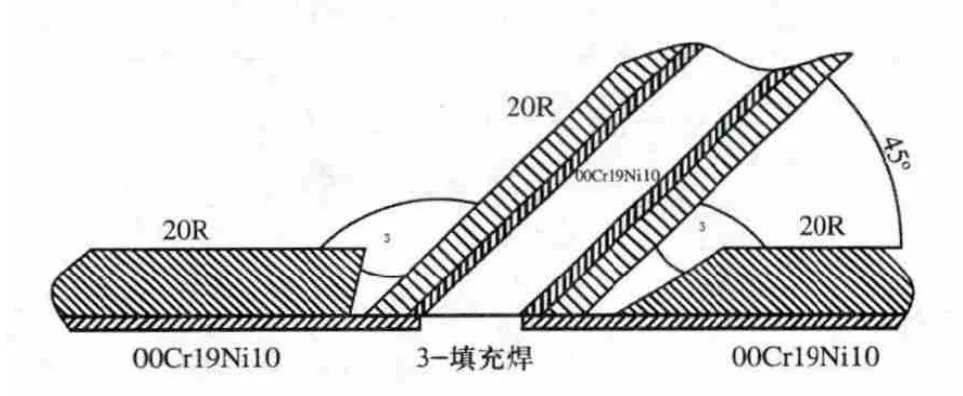
圖7 不銹鋼復(fù)合支管與不銹鋼復(fù)合主管實際焊接示意圖
[1]仇俊岳. 提高不銹鋼復(fù)合管道施工質(zhì)量探討[J]. 石油化工建設(shè),2011.01:58.
[2]GB/T 13148-2008. 不銹鋼復(fù)合鋼板焊接技術(shù)要求[S].
[3]SH/T 3526-2004. 石油化工異種鋼焊接規(guī)程[S].
[4]SH/T 3527-2009. 石油化工不銹鋼復(fù)合鋼焊接規(guī)程[S].
猜你喜歡
當代陜西(2022年6期)2022-04-19 12:12:20
當代陜西(2021年8期)2021-07-21 08:31:42
人大建設(shè)(2020年2期)2020-07-27 02:47:54
當代陜西(2019年6期)2019-11-17 04:27:38
當代陜西(2019年13期)2019-08-20 03:54:10
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(2017年2期)2017-05-17 05:19:50
大眾攝影(2016年4期)2016-05-25 13:19:48
