PTA氧化干燥機M302出料箱漏水原因分析及檢修
2014-07-10 11:48:58武春陽侯洪波
河南化工 2014年12期
譚 帥,武春陽,侯洪波
(中國石油化工股份有限公司洛陽分公司,河南洛陽 471012)
PTA氧化干燥機M302出料箱漏水原因分析及檢修
譚 帥,武春陽,侯洪波
(中國石油化工股份有限公司洛陽分公司,河南洛陽 471012)
對洛陽石化精對苯二甲酸(簡稱PTA)裝置氧化單元干燥機M302出料箱漏水原因進行全面分析探討,并采取相應措施檢修,試運轉效果良好。
PTA;干燥機;出料箱;漏水
中石化洛陽分公司精對苯二甲酸(PTA)裝置原設計產能為22.5萬t/a,2003年6月底,裝置進行了擴能改造,產能增加至32.5萬t/a。氧化干燥機是生產PTA半成品的重要設備,經過氧化反應的漿料,再通過過濾進入干燥機進行干燥,形成粉末狀的粗對苯二甲酸(CTA),由旋轉閥及風送系統輸送至半成品料倉。
1 結構原理
PTA裝置中的干燥機為密閉型間接加熱式蒸汽管回轉干燥機,干燥機筒體在托輪和滾圈的支撐下與水平面略呈2∶100的傾斜度,并以一定轉速向某固定方向旋轉。與常規回轉干燥機的區別在于,進出料兩端裝有特殊的密封結構,且筒內設置了蒸汽加熱管,加熱管貫穿整個干燥機身,以同心圓方式排成若干圈,物料經螺旋輸送機送至回轉圓筒,在圓筒中被蒸汽加熱管間接加熱,并在筒體的轉動下向前運動,最后被出料抄板抄起,通過出料箱輸出。載氣從出料系統進入,與物料形成逆流,目的是攜帶出干燥過程中產生的濕組分。蒸汽從旋轉接頭進入蒸汽分配器,經分配器分配給每根加熱管進行換熱,換熱完畢后,凝液從旋轉接頭中心套管排出[1]。
2 主要問題
因長時期使用,導料管Ⅰ處(見圖1)產生疲勞裂紋,導致小部分蒸汽從此處泄漏,進入出料箱。

圖1 干燥機出口端結構示意
通過對現場實際情況的研究,可以看到Ⅰ處表面有大量的裂紋產生于外壁,并向內擴展。裂紋的形貌及擴展路徑屬于典型的應力腐蝕開裂。
3 原因分析
針對干燥機出料箱漏水情況進行了認真分析總結,認為主要有以下幾方面原因:
3.1 結構因素
除了受到介質壓力作用之外,過程設備往往還承受通過接管或其他附件傳遞來的局部載荷,特別是在材料或結構不連續處。由于這種結構上的不連續,在連接處附近的局部區域就會出現衰減很快的應力增大現象,從而影響設備的壽命。根據現場的實地觀察,大量裂紋都是產生于結構過渡或突變的焊縫處,并由此而擴展、惡化。
3.2 材料因素
從鋼種的組織來看,常規的Cr-Ni奧氏體不銹鋼較易發生應力腐蝕開裂。316L不銹鋼為Cr-Ni奧氏體不銹鋼。該材料對應力腐蝕破壞比較敏感,通常是以穿晶解理脆性斷裂形式出現[2]。316 L不銹鋼含Mn量≤2.0%,且S≤0.03%,在表面會容易形成MnS夾雜。由于干燥機是處于含溴醋酸環境中,溴離子是活潑的陰離子,能強烈吸附在鋼表面,侵蝕性很強,首先把鋼表面MnS夾雜蝕去,這樣沿晶界形成一個個蝕孔,蝕孔內溴離子進一步濃縮,點蝕向深處發展,從而對設備形成強烈的腐蝕[3]。
3.3 環境因素
PTA裝置擴能后,干燥機內的含溴醋酸中的溴離子濃度由最初的500×10-6~600×10-6增加至650×10-6~750×10-6[3]。高濃度的溴離子是304 L、316 L等低碳奧氏體不銹鋼產生應力腐蝕的主要原因,在很大程度上增大縫隙腐蝕的速率,對設備呈現更加強烈的腐蝕。
干燥機經常有不同程度的結壁現象,為了清除結壁,通常需要停車堿洗。由于堿洗使用的NaOH溶液中總含有微量氯離子,干燥機的堿洗周期更是從先前的3~4個月一次變為2~3個月一次,極易對不銹鋼帶來點腐蝕和應力腐蝕的隱患。
材料易發生應力腐蝕的溫度是70~250℃,一般在50℃以下、300℃以上很少發生鹵離子的應力腐蝕[2]。而M302出料環境溫度控制在125~150℃,正好處在易發生應力腐蝕的溫度范圍內。
3.1 應力因素
由于設備及內部物料的質量加上筒體在不停地旋轉,加熱管承受著交變載荷,從而使得加熱管管壁不斷承受拉應力和壓應力,為應力破壞提供了先天性的條件。而且,溫度的變化也會引起彈性熱應力。M302內通有1.0MPa、230~270℃的飽和蒸汽,會對加熱管管壁產生一定的拉應力。
4 檢修方案
①從圖1所示a、b處切斷機身內進氣管彎頭三件(等離子切割),以及載氣腔三件連接筋板(電焊條大電流熔融切割)。②抽取導料器至機身內部固定,用角磨機將法蘭與筒節焊接處磨開(盡量不要選擇熱切割),然后將支撐板和其他如圖2中表明的地方割斷,將導料管和中心管一起抽出。

圖2 切割位置情況示意圖
③將連接筋板以及凝液管切割處焊渣打磨光滑。④充分檢查(著色探傷)載氣腔外管壁裂紋,裂紋處進行清根補焊,焊后將表面打磨光滑,并校正此管同心度(使用反變形焊接的方法進行校正)。⑤如圖3所示,增加4~6條固定拉筋以保證同心度。

圖3 固定拉筋位置示意圖
⑥安裝新的導料管(圖1中1),再安裝凝液管(圖1中12),最后安裝新制作的中心管及螺旋葉片,在導料管兩段對接時,如圖4所示,a.焊接接管Ⅱ;b.中心管Ⅰ和中心管Ⅱ組對焊接;c.焊接盲板Ⅰ;d.導料管Ⅰ和導料管Ⅱ組對焊接并焊接盲板Ⅱ;⑦對所有對接接頭做100RT,Ⅱ級合格;所有角焊縫100%PT,Ⅰ級合格不得有裂紋和分層存在。⑧焊接機身內部進氣彎管。⑨恢復機身內部導料器。⑩拆除圖2中所示的拉筋。?檢查中心管(圖1中9)以及導料頭部同心度,并做好記錄。?按照反向變形的原理焊接校正同心度。?恢復其他管線機部件安裝,試車。

圖4 焊接位置情況示意圖
在拆卸導料管過程中會損壞某些零部件,預先準備的部件明細如表1所示:
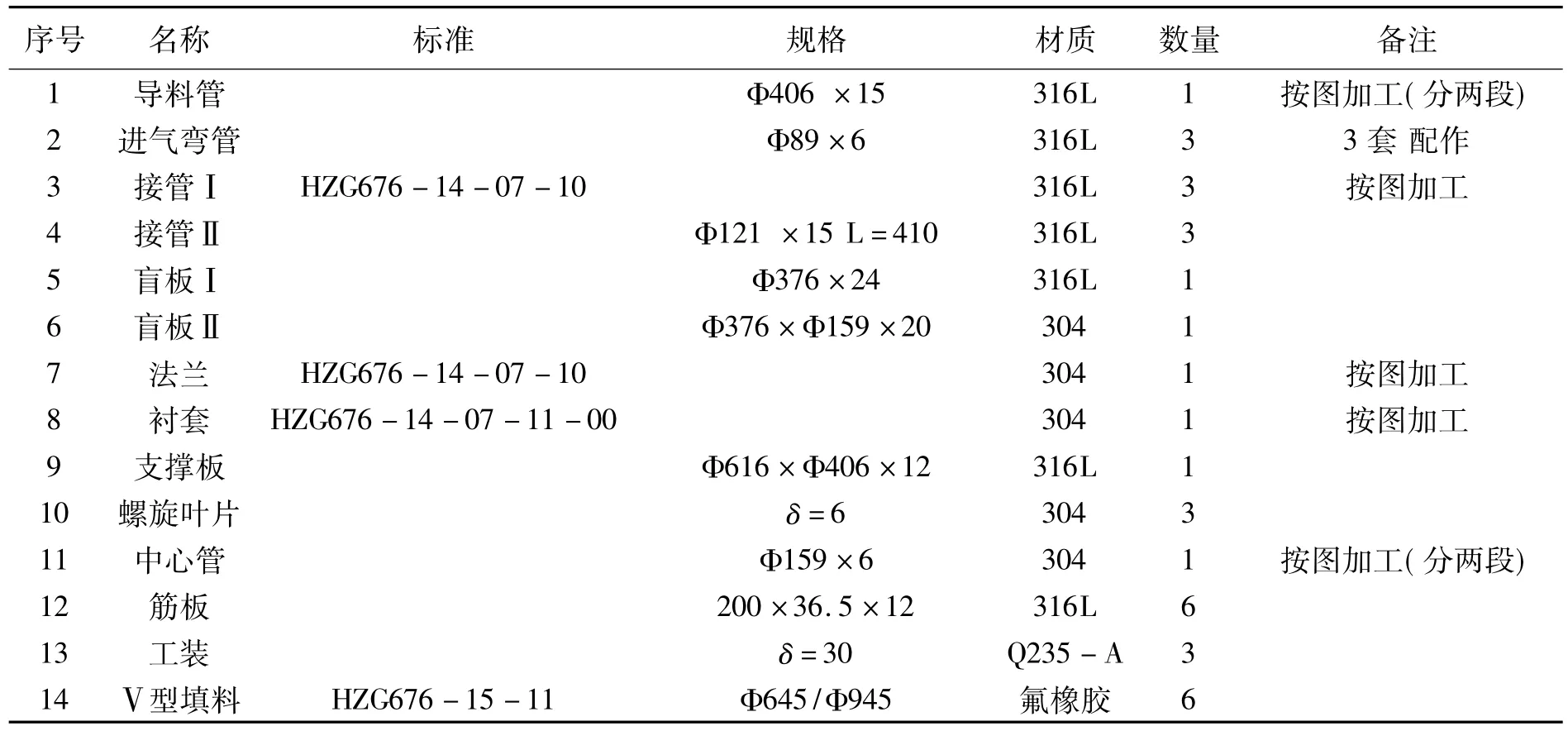
表1 材料準備清單
5 實施效果
①設備檢修完畢后,進行運轉試車,檢修單位配合,運行無故障;②出料箱及根導料管連接的部件沒有水漏出;③設備運行平穩,無異常振動和雜音;④。
[1] 劉 潔.PTA精制干燥機滾圈表面損壞原因分析及對策[J].合成技術及應用,2010,25(2):56-60.
[2] 蔣維宏,程文軍.PTA精制干燥機加熱管破裂失效分析[J].化工機械,2012,39(5):650-652.
[3] 任中亮.干燥機BM302殼體腐蝕原因分析及對策[J].河南化工,2013,30( 7) : 51 - 52.
TQ050.7
B
1003-3467(2014)12-0045-03
2014-09-25
譚 帥(1990-),男,助理工程師,從事設備管理工作,電話:13525958656。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
艦船科學技術(2022年13期)2022-08-11 09:29:16
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年1期)2019-03-30 01:35:32
電子制作(2018年11期)2018-08-04 03:26:08
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
工業設計(2016年12期)2016-04-16 02:52:00
制造技術與機床(2015年10期)2015-04-09 07:06:00
消費者報道(2014年7期)2014-07-31 11:23:57