42CrMo鑄坯環(huán)件熱輾擴(kuò)有限元模擬與分析
2014-07-01 09:30:52丁雙鳳付建華郭一娜齊會萍
鍛壓裝備與制造技術(shù) 2014年6期
丁雙鳳,付建華,郭一娜,齊會萍
(1.太原科技大學(xué) 材料科學(xué)與工程學(xué)院,山西 太原030024;2.材料成形理論與技術(shù)山西省重點實驗室,山西 太原030024)
0 前言
環(huán)件熱輾擴(kuò)工藝是在高溫下借助輾環(huán)機(jī)使環(huán)件產(chǎn)生連續(xù)局部塑性變形,進(jìn)而實現(xiàn)壁厚減小、直徑擴(kuò)大、截面輪廓成形的塑性加工工藝。利用環(huán)形鑄坯直接輾擴(kuò)工藝流程與傳統(tǒng)工藝流程相比,減少了生產(chǎn)工序和加熱次數(shù),能夠降低能耗,提高生產(chǎn)效率和經(jīng)濟(jì)效益,具有大的發(fā)展?jié)摿蛷V闊的應(yīng)用前景[1-4]。
在熱輾擴(kuò)過程中,鑄坯與成形輥和環(huán)境之間存在明顯的熱量傳遞和交換,同時伴有塑性變形和摩擦產(chǎn)生的熱效應(yīng),鑄坯內(nèi)的等效應(yīng)變分布和溫度分布相互影響,最終影響到鑄件變形后內(nèi)部微觀組織和綜合力學(xué)性能。因此,獲得準(zhǔn)確的等效應(yīng)變分布和溫度場分布,是研究環(huán)件內(nèi)部微觀組織演變規(guī)律機(jī)理和預(yù)測環(huán)件內(nèi)部質(zhì)量的重要前提,最終為預(yù)測和控制環(huán)件微觀組織分布和性能提供合理的工藝參數(shù)。
國內(nèi)外學(xué)者采用理論分析、實驗和數(shù)值模擬的方法對環(huán)件輾擴(kuò)工藝的變形控制及優(yōu)化方面開展了大量的研究。對于鑄坯大型環(huán)件熱輾擴(kuò)過程中,等效應(yīng)變場和溫度場的整體分布規(guī)律研究報道較少,而鑄坯熱輾擴(kuò)過程更是一個三維非線性、非對稱、非穩(wěn)態(tài)、非均勻連續(xù)局部塑性回轉(zhuǎn)成形過程,成形過程中伴隨著變形、傳熱、微觀組織演變等的耦合作用,因此,基于ABAQUS 軟件建立環(huán)形鑄坯熱輾擴(kuò)過程,有利于研究分析環(huán)形鑄坯輾擴(kuò)過程中等效應(yīng)變分布和溫度分布規(guī)律,分析不同初始輾擴(kuò)溫度對輾擴(kuò)力的影響,為分析材料內(nèi)部微觀組織演變規(guī)律機(jī)理和質(zhì)量控制提供依據(jù)。
1 坯尺寸確定
環(huán)件鑄坯尺寸確定是采用“一種環(huán)件鑄輾復(fù)合成形毛坯尺寸的確定方法”來確定的[5]。鍛件外徑D、內(nèi)徑d、壁厚B、軸向高度H 可以確定輾擴(kuò)比K、鑄坯內(nèi)徑d0、外徑D0和軸向高度H0。選定D=1248mm,d=1045mm,B=101.5mm,H=234mm,可計算輾擴(kuò)比K:

把d=1045mm 代入上式,得K=2.0。
鑄坯內(nèi)徑d0:

把d=1045mm 代入上式,得d0=530mm。
在輾擴(kuò)前后高度沒有變化,根據(jù)體積不變原理得:
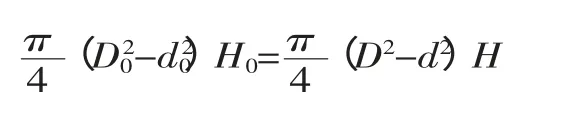
可計算出D0=864mm。
再根據(jù)幾何關(guān)系,D0=d0+2B0可得出鑄坯壁厚B0=167mm。
故環(huán)件鑄坯尺寸如表1 所示。
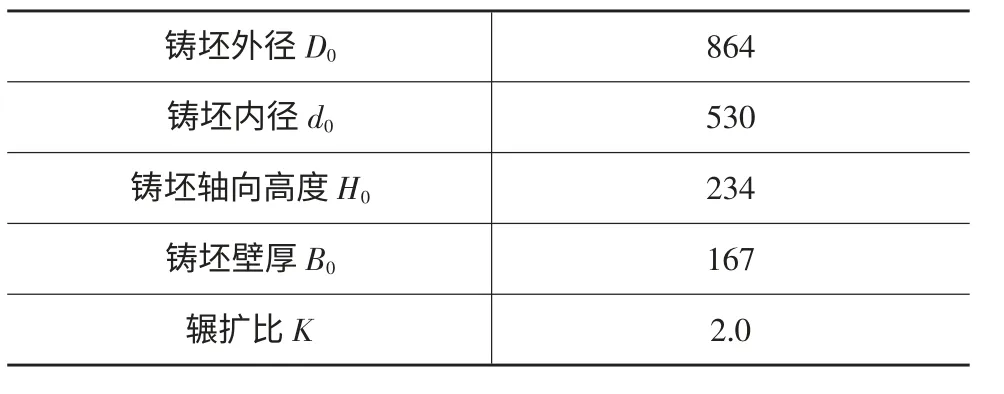
表1 環(huán)件鑄坯尺寸/mm
2 環(huán)形鑄坯熱輾擴(kuò)有限元模型及模擬條件
2.1 模型建立
建立合理的42CrMo環(huán)形鑄坯熱輾擴(kuò)模型是實現(xiàn)三維模擬過程的關(guān)鍵因素,基于ABAQUS軟件平臺,建立鑄坯大型環(huán)件熱輾擴(kuò)三維有限元模型。如圖1 所示。
模型由主動輥驅(qū)動輥、芯輥、兩個導(dǎo)向輥和鑄坯組成。驅(qū)動輥、芯輥和導(dǎo)向輥變形可忽略,故設(shè)定為等溫解析剛體,并將其中心設(shè)置為參考點來代替其運(yùn)動。鑄坯為變形體,并設(shè)定與Y 軸垂直的平面對稱,并施加約束。模擬過程中,鑄坯采用三維8節(jié)點線性縮減即C3D8R 單元類型進(jìn)行網(wǎng)格劃分,單元大小為120mm,網(wǎng)格數(shù)為4320,考慮到變形過程中存在的彎曲效應(yīng)以及大變形引起單元畸變,對網(wǎng)格單元采用沙漏控制并采用自適應(yīng)網(wǎng)格技術(shù),為提高計算效率,應(yīng)用了質(zhì)量縮放,且縮放系數(shù)為300。
2.1.1 模型可靠性
根據(jù)有限元建模過程中能量平衡法則,如果建立模型內(nèi)能與動能曲線在大部分模擬過程中保持光滑,且動能與內(nèi)能的比不超過5%~10%,那么該有限元模型認(rèn)為是可靠的[6]。據(jù)此建立圖2 所示的有限元模型,在整個輾擴(kuò)過程中動能與內(nèi)能曲線保持平衡,且動能與內(nèi)能的比值不超過5%,因此,建立的環(huán)形鑄坯熱力耦合有限元模型是可靠的[7,10-14]。
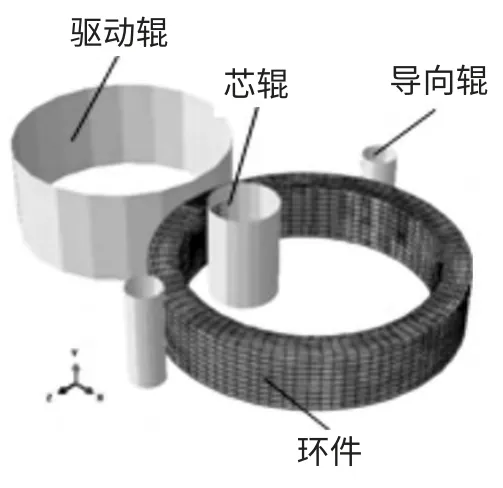
圖1 環(huán)形鑄坯熱輾擴(kuò)三維熱力耦合有限元模型
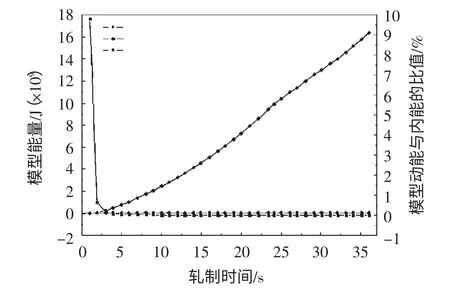
圖2 模型動能和內(nèi)能歷史曲線
2.1.2 導(dǎo)向輥運(yùn)動軌跡控制
為了保證成形過程的穩(wěn)定性和鑄坯的圓度,兩個導(dǎo)向輥始終向著鑄坯變大的方向運(yùn)動且與鑄坯接觸,給鑄坯施加適當(dāng)?shù)膽?yīng)力,導(dǎo)向輥的運(yùn)動通過控制其瞬時平動速度來保證它的運(yùn)動,導(dǎo)向輥沿坐標(biāo)軸1和3 方向(見圖3)的平動速度隨著環(huán)件的直徑長大而時刻變化,即,

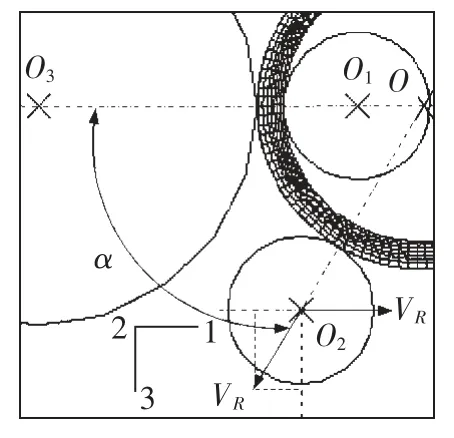
圖3 導(dǎo)向輥位置示意圖
其中,vR為環(huán)件外半徑長大速度;k 為修正系數(shù),其值介于0 到1 之間;本文取α=60°,此時導(dǎo)向輥的位置最佳[7]。
圖4 為通過以上方法控制導(dǎo)向輥運(yùn)動,進(jìn)而通過有限元模擬得到的輾擴(kuò)過程中導(dǎo)向輥的運(yùn)動軌跡。
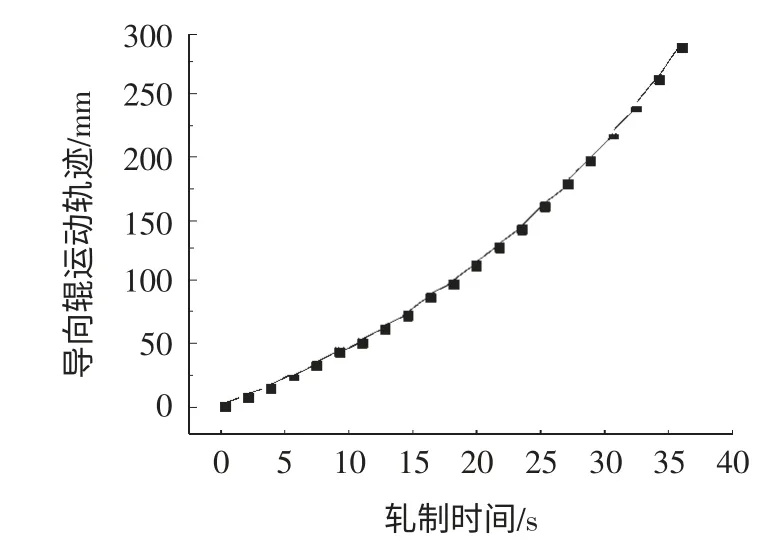
圖4 導(dǎo)向輥運(yùn)動軌跡
2.2 模擬條件
驅(qū)動輥、芯輥和導(dǎo)向輥半徑分別為900mm、280 mm、140mm,高度都為400mm;驅(qū)動輥轉(zhuǎn)速為29.2r/min,芯輥進(jìn)給速度為2mm/s,輾擴(kuò)時間為36s;接觸熱系數(shù)11W/(s·mm·℃),換熱系數(shù)為0.02W/(s·mm·℃),熱輻射系數(shù)為0.8W/(s·mm·℃),成形輥的初始溫度為250℃,環(huán)境溫度為20℃。
鑄坯熱輾擴(kuò)溫度按照鑄件材料的鍛造溫度確定,材料為42CrMo,其鍛造溫度為850~1200℃[6,7],為了研究鑄坯初始輾擴(kuò)溫度對輾擴(kuò)力的影響,本文選用了初始輾擴(kuò)溫度為850℃、950℃、1100℃和1200℃來研究溫度對輾擴(kuò)力的影響。
材料性能參數(shù)采用文獻(xiàn)[8,9]中用Gleeble-1500熱模擬試驗機(jī)對鑄態(tài)42CrMo 材料在不同溫度和不同應(yīng)變速率進(jìn)行熱壓縮模擬實驗得到的多組真應(yīng)力-應(yīng)變曲線,材料的一些熱物理性能參數(shù)通過JMatPro 軟件獲得,如表2 所示。

表2 材料熱物理性能參數(shù)
3 模擬結(jié)果與分析
環(huán)形鑄坯熱輾擴(kuò)是一個變形和溫度非常不均勻的高能耗過程,應(yīng)變場、溫度場大小和分布影響著環(huán)件微觀組織分布與性能,決定環(huán)件的質(zhì)量,故采用上述建立的熱輾擴(kuò)有限元仿真模型,對鑄坯熱輾擴(kuò)過程進(jìn)行模擬分析,獲得輾擴(kuò)過程中溫度場和應(yīng)變場的分布規(guī)律,同時分析得出不同鑄坯初始輾擴(kuò)溫度下,輾擴(kuò)力變化情況。
3.1 等效應(yīng)變分布規(guī)律
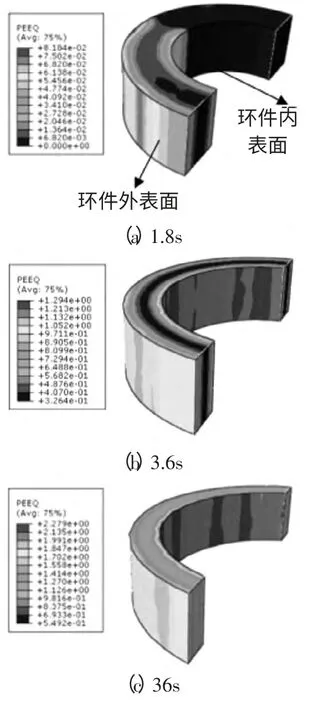
圖5 環(huán)件輾擴(kuò)過程中不同時刻平均等效應(yīng)變圖
圖5 為初始輾擴(kuò)溫度為1200℃時,鑄坯熱輾擴(kuò)過程中平均等效塑性應(yīng)變分布云圖。從圖中可看出,在熱輾擴(kuò)初始階段,環(huán)件只有與成形輥接觸區(qū)域發(fā)生了比較大的塑性變形,而隨著輾擴(kuò)的進(jìn)行,變形區(qū)域逐漸擴(kuò)大且成環(huán)帶狀分布,且塑性變形區(qū)域由外層和內(nèi)層向中間層移動。在輾擴(kuò)最終階段,鑄坯環(huán)件塑性變形繼續(xù)增大,變形區(qū)域擴(kuò)展到整個環(huán)件且分布比較均勻,直至將鑄件鍛透。
從圖5 中還可看出,在熱輾擴(kuò)不穩(wěn)定階段,較大的塑性應(yīng)變發(fā)生在環(huán)件外表面圖5a,隨著輾擴(kuò)的進(jìn)行到達(dá)穩(wěn)定成形階段時,環(huán)件內(nèi)表面平均塑性應(yīng)變大于環(huán)件外表面的應(yīng)變圖5b、c。
為了更好地反映整個輾擴(kuò)過程中鑄坯等效應(yīng)變的變化趨勢,在鑄坯內(nèi)、外表面、中間層選取跟蹤點(圖6),同時還比較了在整個輾擴(kuò)過程中內(nèi)、外表面的平均等效應(yīng)變(圖7)。
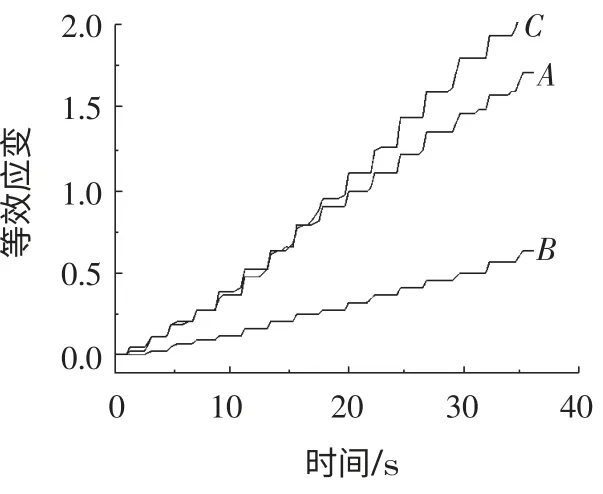
圖6 不同點處等效應(yīng)變與時間的關(guān)系
圖6 為初始輾擴(kuò)溫度為1200℃時,鑄坯外表面點A、內(nèi)表面點C 和中層點B 處的等效應(yīng)變變化曲線,可知鑄坯內(nèi)表面和外表面的應(yīng)變要大于中層處的應(yīng)變,并且隨著輾擴(kuò)的進(jìn)行等效應(yīng)變呈現(xiàn)階梯上升,這是由于鑄坯變形區(qū)連續(xù)旋轉(zhuǎn)的緣故;同時得出在初始輾擴(kuò)階段,外表面應(yīng)變和內(nèi)表面應(yīng)變相差不是很大,但是隨著輾擴(kuò)的進(jìn)行,外表面應(yīng)變大于內(nèi)表面應(yīng)變。
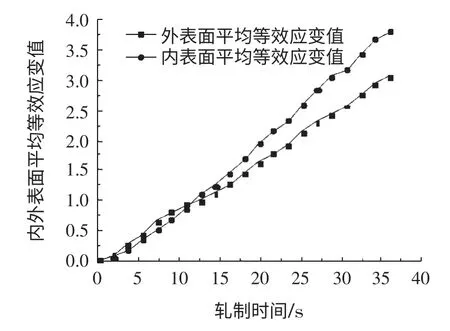
圖7 環(huán)件內(nèi)外表面平均等效應(yīng)變值
圖7 為初始輾擴(kuò)溫度為1200℃時,鑄坯內(nèi)表面和外表面平均等效應(yīng)變值,從圖中可看出,在不穩(wěn)定成形階段,環(huán)件外表面的平均等效應(yīng)變大于內(nèi)表面的等效應(yīng)變;而在穩(wěn)定成形階段,環(huán)件內(nèi)表面的大于其外表面的平均等效應(yīng)變值。這是因為鑄坯在輾擴(kuò)過程中,驅(qū)動輥與芯輥直徑相差懸殊,導(dǎo)致兩輥對環(huán)件內(nèi)外表面進(jìn)給量不同且用r 來表示環(huán)件內(nèi)外進(jìn)給量之比:

其中,△h1、△h2分別是環(huán)件外表面和內(nèi)表面進(jìn)給量,R1是驅(qū)動輥半徑,R2是芯輥半徑,R 和r 分別是環(huán)件在軋制過程中的瞬時外半徑和內(nèi)半徑。
式中:T——輾擴(kuò)時間。
隨著輾擴(kuò)的進(jìn)行,r是一個隨著輾擴(kuò)時間變化的值,從圖8 中可看出,在輾擴(kuò)成形過程中,r隨著時間逐漸減小,具體來說,在不穩(wěn)定成形階段,環(huán)件有一個相對比較大的r,故環(huán)件外表面平均等效應(yīng)變大于環(huán)件內(nèi)表面;而在穩(wěn)定成形階段,環(huán)件有一個較小的(=0.97),進(jìn)而導(dǎo)致環(huán)件內(nèi)表面平均等效應(yīng)變大于外表面平均等效應(yīng)變,與文獻(xiàn)[6]結(jié)果趨勢吻合。
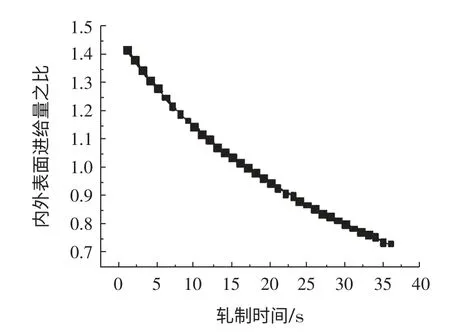
圖8 輾擴(kuò)過程中內(nèi)外表面進(jìn)給量之比
3.2 溫度場分布規(guī)律
圖9 為初始輾擴(kuò)溫度為1200℃時,鑄坯熱輾擴(kuò)過程中溫度場的分布云圖。可見,在變形初始階段9a,鑄坯與成形輥接觸處溫度最低,在變形區(qū)以外溫度變化不是很大,這是由于在初始輾擴(kuò)階段,鑄坯與成形輥溫度相差比較大,同時由于塑性變形和摩擦的熱效應(yīng)很小即傳熱大于生熱的原因,而在變形區(qū)以外,主要是受到輻射和對流的影響,輾擴(kuò)時間很短,故變化不是很明顯;隨著輾擴(kuò)的進(jìn)行,鑄坯與成形輥接觸面積不斷轉(zhuǎn)移,導(dǎo)致環(huán)件溫度下降,而且在輾擴(kuò)過程中還伴隨著環(huán)件表面與周圍環(huán)境之間的熱對流與熱輻射,也導(dǎo)致環(huán)件溫度下降。從圖中還可以看出,輾擴(kuò)完成后,環(huán)件各個部分的溫度分布很不均勻,環(huán)件從中間層到表面溫度呈現(xiàn)遞減的趨勢,環(huán)件芯部溫度最高,邊緣溫度最低。
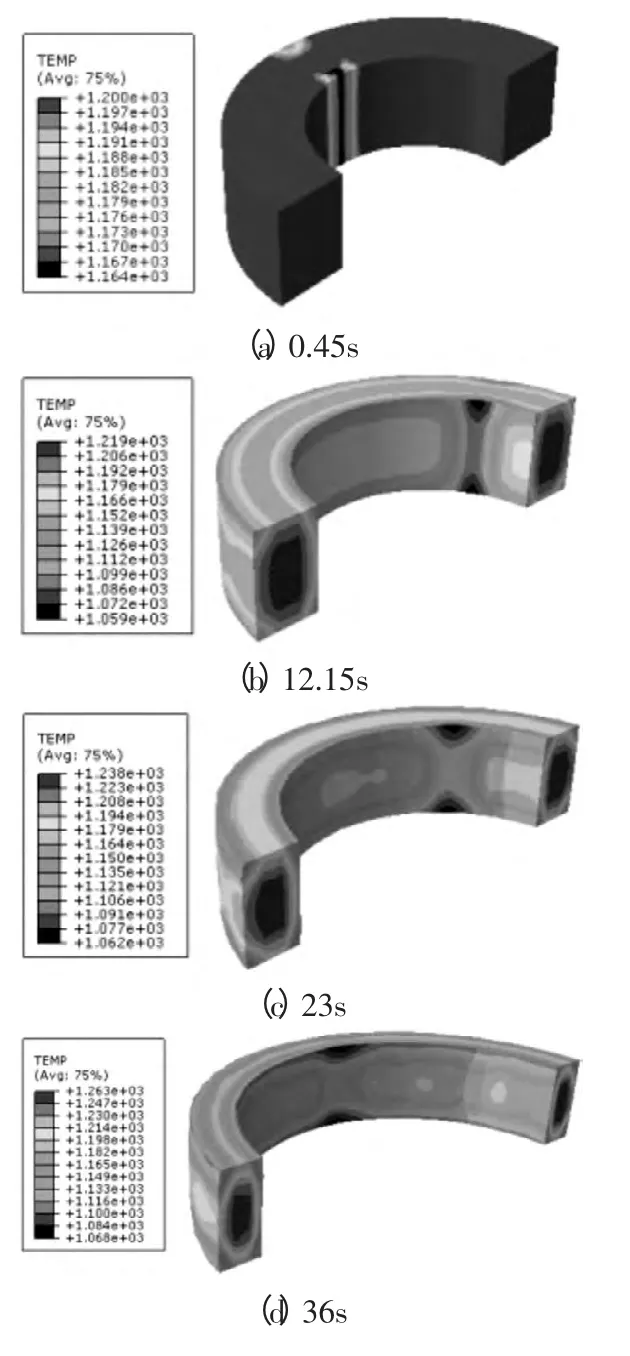
圖9 軋制過程中環(huán)件截面溫度分布云圖
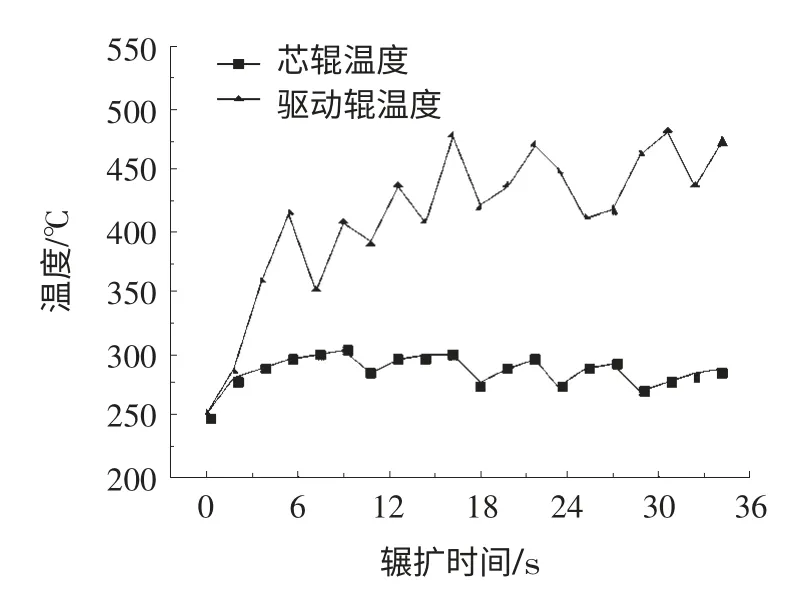
圖10 軋制過程中芯輥與驅(qū)動輥溫度變化圖
圖10 為輾擴(kuò)過程中驅(qū)動輥與芯輥的溫度變化曲線圖,兩者初始溫度為250℃,輾擴(kuò)完成后溫度升高到472.6℃、286.6℃,進(jìn)一步說明了云圖9a 中鑄坯與成形輥接觸處溫度減低的原因。
3.3 輾擴(kuò)力
環(huán)形鑄坯熱輾擴(kuò)過程中載荷-行程曲線不僅反映了在輾擴(kuò)過程中所需的輾擴(kuò)力,同時也是材料內(nèi)部組織性能變化宏觀力學(xué)性能的一種表現(xiàn),可以作為輾擴(kuò)設(shè)備的選取依據(jù)。
圖11 為不同初始鑄坯輾擴(kuò)溫度下的載荷-行程圖,從圖中可以看出,輾擴(kuò)力隨時間變化保持一致,剛開始咬入階段輾擴(kuò)力快速增大,而后進(jìn)入穩(wěn)定階段,輾擴(kuò)力趨于穩(wěn)定。然而輾擴(kuò)過程中的非穩(wěn)態(tài)性和復(fù)雜性導(dǎo)致了輾擴(kuò)力出現(xiàn)上下波動的現(xiàn)象。
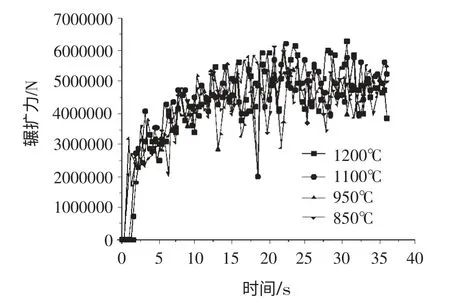
圖11 不同初始鑄坯輾擴(kuò)溫度下載荷-行程曲線
圖12 為不同初始鑄坯輾擴(kuò)溫度下輾擴(kuò)力平均值曲線圖,可以看出,隨著輾擴(kuò)溫度的升高,輾擴(kuò)力平均值有所下降,這是由于在其他輾擴(kuò)條件不變的情況下,隨著溫度的升高,變形抗力減小的原因,這與實際輾擴(kuò)過程是相吻合的。
4 結(jié)論
基于ABAQUS 軟件平臺,建立了大型環(huán)形鑄坯熱輾擴(kuò)三維熱力耦合有限元模型,模擬了大型鑄坯熱輾擴(kuò)過程中應(yīng)變場和溫度場,研究了初始輾擴(kuò)溫度對輾擴(kuò)力的影響規(guī)律。模擬結(jié)果表明在鑄坯輾擴(kuò)過程中:
(1)鑄坯等效應(yīng)變呈階梯狀上升,且內(nèi)外表面的應(yīng)變較大,中間層應(yīng)變最小;然而在穩(wěn)定成形階段,沿環(huán)件徑向方向,由于驅(qū)向輥與芯輥直徑的差異,引起環(huán)件內(nèi)外層進(jìn)給量的不同,導(dǎo)致環(huán)件最大平均等效應(yīng)變可能出現(xiàn)在環(huán)件內(nèi)表面也可能出現(xiàn)在環(huán)件外表面,最小平均等效應(yīng)變出現(xiàn)在環(huán)件中間層。
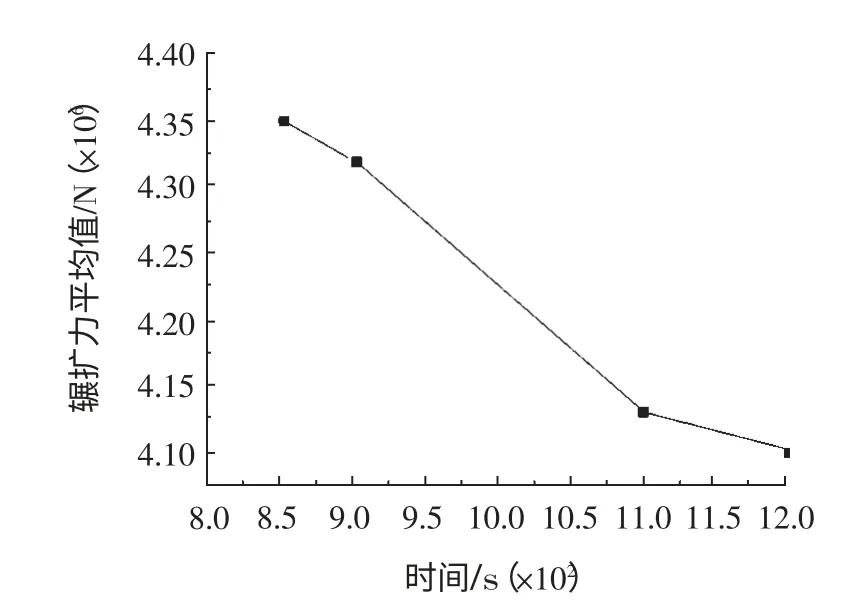
圖12 不同初始鑄坯輾擴(kuò)溫度下輾擴(kuò)力平均值
(2)初始階段,變形區(qū)與成形輥接觸處溫度降低比較快,非變形區(qū)溫度變化不是很明顯;隨著輾擴(kuò)的進(jìn)行,中層溫度逐漸上升,導(dǎo)致邊緣溫度低,芯部溫度大,溫度分布很不均勻。
(3)隨著鑄坯初始輾擴(kuò)溫度升高,輾擴(kuò)力明顯下降,但輾擴(kuò)力隨時間變化趨勢保持一致,開始階段,快速升高;穩(wěn)定成形階段趨于平穩(wěn)。
[1]QI Huiping,LI Yongtang.Metadynamic Recrystallization of the Ascast 42CrMo Steel after Normalizing and Tempering during Hot Compression [J].Chinese Journal of Mechanical Engineering,2012,25(5):853-859.
[2]李永堂,齊會萍,李秋書,等.基于鑄輾復(fù)合成形的42CrMo 鋼環(huán)坯鑄造工藝與試驗研究[J].機(jī)械工程學(xué)報,2013,49(7):148-153.
[3]李永堂,齊會萍,劉志奇,等.一種利用鑄坯輾擴(kuò)成形大型環(huán)件的方法:中國,ZL201010132491.7[P].2010-09-08.
[4]李永堂,齊會萍,杜詩文,等.一種金屬環(huán)件短流程鑄輾復(fù)合成形的方法:中國,ZL201010132486.6[P].2010-09-01.
[5]李永堂,秦芳誠,齊會萍.一種環(huán)件鑄輾復(fù)合成形毛坯尺寸的確定方法:中國,ZL201210316034.2[P].2012-08-31.
[6]M.Wang,H.Yang,Z.C.Sun,L.G.Guo Analysis of coupled mechanical and thermal behaviors in hot rolling of large rings of titanium alloy using 3D dynamic explicit FEM.[J]Journal of Materials Processing Technology,209(2009):3384-3395.
[7]潘利波,華 林,錢東升,等.環(huán)件輾擴(kuò)過程的導(dǎo)向輥控制工藝及設(shè)備的研究[J].機(jī)械設(shè)計與制造,2007,(1).
[8]張 峰,李永堂,齊會萍,等.環(huán)形鑄坯熱輾擴(kuò)成形微觀組織演變規(guī)律研究[J].鍛壓裝備與制造技術(shù),2011,46(2):96-99.
[9]張 峰,李永堂,齊會萍,等.基于鑄坯的環(huán)件熱輾擴(kuò)過程微觀組織演變研究[J].鍛壓裝備與制造技術(shù),2011,46(5):98-101.
[10]歐新哲.金屬環(huán)件熱輾擴(kuò)宏微觀變形三維熱力耦合有限元分析[D].西安:西北工業(yè)大學(xué),2007.
[11]華 林,潘利波,李 超.環(huán)件徑軸向軋制的咬入條件分析[J].塑性工程學(xué)報,2007,(1):102-105.
[12]藺永誠,陳明松,鐘 掘.42CrMo 鋼的熱壓縮流變應(yīng)力行為[J].中南大學(xué)學(xué)報(自然科學(xué)版),2008,39:549-553.
[13]華 林,黃興高,朱春東.環(huán)件軋制理論和技術(shù)[M].北京:機(jī)械工業(yè)出版社,2001.
[14]華 林,阮 維,張 金.基于Matlab 的環(huán)件軋制進(jìn)給控制系統(tǒng)的仿真[J].武漢理工大學(xué)學(xué)報,2008,(6):94-97.
猜你喜歡
核科學(xué)與工程(2021年4期)2022-01-12 06:30:26
今日農(nóng)業(yè)(2020年19期)2020-12-14 14:16:52
中華詩詞(2020年1期)2020-09-21 09:24:52
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
中學(xué)物理·高中(2016年12期)2017-04-22 11:53:03
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18