直齒圓錐齒輪精密鍛造工藝及模具設計
2014-07-01 09:30:40張琳
鍛壓裝備與制造技術 2014年6期
張 琳
(西安航空職業技術學院,陜西 西安710089)
精密鍛造(以下簡稱精鍛)齒輪的強度、耐磨性等都比切削加工的齒輪優越[1],國內外越來越多采用精密鍛造技術來成形齒輪。齒輪精鍛成形的主要問題是[2]解決齒形的充滿與成形力過大之間的矛盾,分流法[3-4]能在較低的工作壓力下,使齒形完全充滿,是齒輪精鍛較為有效的方法。齒輪中心分流工藝是在分流法的基礎上發展起來的,其原理是:預鍛成形時,利用模具上的凸臺在坯料端面的中心部位鍛出凹坑,終鍛時利用凹坑實現材料的分流。
本文將中心分流法應用到直齒圓錐齒輪(圖1)的精鍛成形,根據齒輪的尺寸形狀特點和成形難點[5]制定合理的工藝方案,以工藝方案和數值模擬結果為依據,設計了預鍛分流區-分流終鍛的兩套模具。

圖1 直齒圓錐齒輪零件圖
1 直齒圓錐齒輪精鍛成形工藝方案的制定
1.1 中心分流精鍛成形工藝路線
本文所研究的直齒圓錐齒輪的參數如表1 所示,加工材料為18CrMnTi,該材料是塑性良好的滲碳鋼,具有良好的綜合力學性能,但變形抗力比較大。生產實踐發現,精鍛錐齒輪時常會出現齒形充不滿現象和成形力過大導致模具損傷等問題。為此,該齒輪采用中心分流法鍛造,通過預鍛和終鍛兩個工步完成,其精鍛工藝路線為:精密下料→車削或磨削外圓、除去表面缺陷層→少無氧化加熱→預鍛→精(終)鍛→冷切邊→熱處理→后續切削加工。
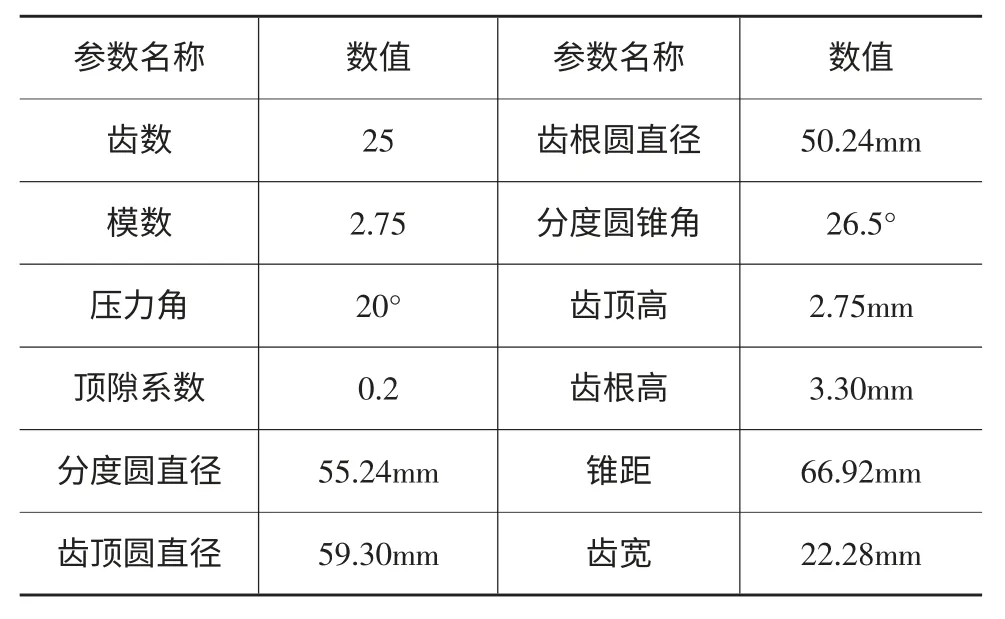
表1 直齒圓錐齒輪基本參數
1.2 中心分流精鍛成形工藝設計[6-7]
1.2.1 直齒圓錐齒輪鍛件圖設計
鍛件圖是模具設計的基礎,設計鍛件圖時主要考慮如下幾方面:①將分模面選擇在鍛件最大直徑處,能鍛出全部齒形和順利脫模;②齒輪的精鍛齒形和小端面不需機械加工,不留加工余量。齒輪大端為安裝基準面,精鍛時不能達到精度要求,應預留加工余量;③當零件上的孔徑大于25mm 時,孔應鍛出,應留有連皮;④收縮率可參考生產經驗數據,依據“見尺寸就放”原則;⑤合理設計預鍛件形狀,以保證后續終鍛工步鍛件齒形完全充滿。具體要求有:預鍛件形狀應盡可能接近終鍛件形狀,從而使終鍛時只需要較小的的變形量即可獲得完整形狀的鍛件;預鍛件和終鍛件各部位的體積應相當,避免因某些部位尺寸落差過大而產生回流,造成折疊等缺陷;預鍛件高度方向上的尺寸應稍大于終鍛件2mm~5mm,水平方向的尺寸應稍小于終鍛件約1mm~2mm,以使終鍛時的金屬以鐓粗流動為主;為了便于金屬流動,預鍛件圓角應比終鍛件相應部位的圓角大。
在以上原則的基礎上,考慮到降低預鍛齒形模的加工難度和制造成本,本文將預鍛件齒形簡化為梯形齒廓,齒高略大于終鍛件1/2齒高,預鍛件與終鍛件齒廓形狀如圖2所示,直齒圓錐齒輪鍛件圖如圖3 所示。
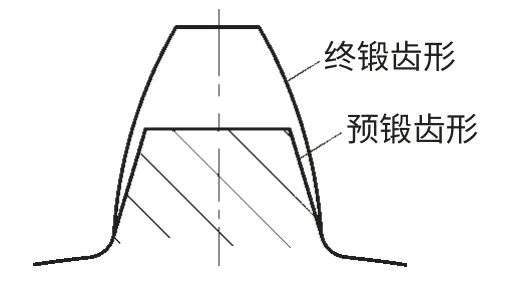
圖2 鍛件齒形
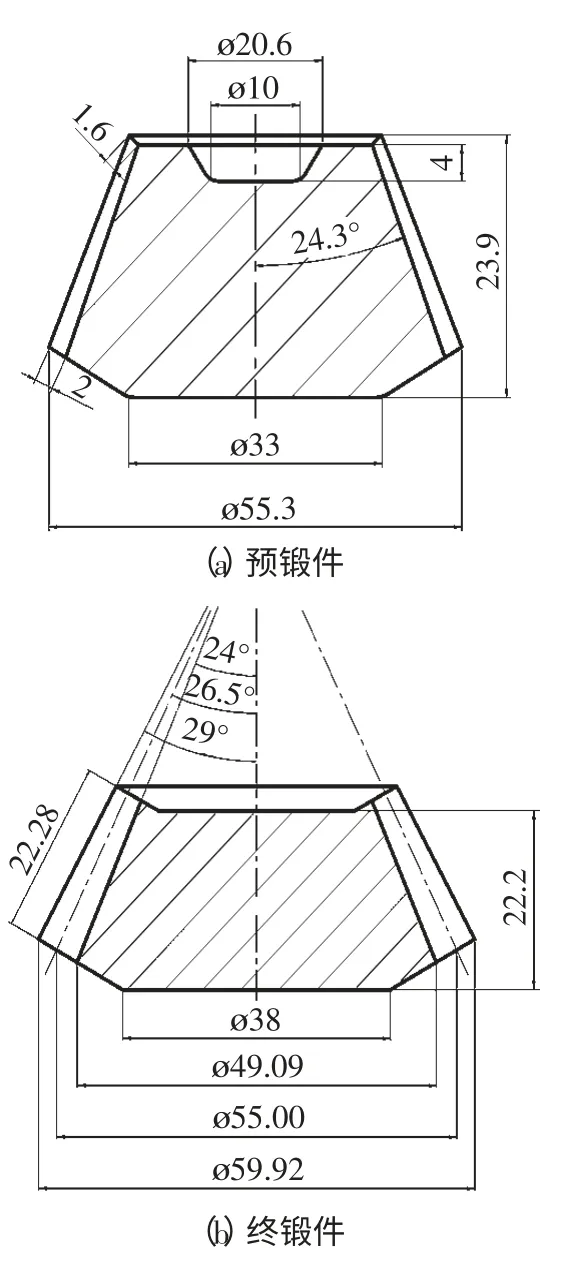
圖3 直齒圓錐齒輪的鍛件圖
1.2.2 坯料的準備
精鍛齒輪時,對于節錐角在28°~62°左右,且水平方向與高度方向的最大輪廓尺寸相差不大的圓錐齒輪,通常用圓柱形坯料直接放置于模膛中預鍛。此時坯料的直徑應符合下式關系,且節錐角較小時,d0取小值。

式中:d0——圓柱形坯料直徑;
df、da——分別為錐齒輪小端的齒根圓直徑和齒頂圓直徑。
其次考慮坯料要易于定位,坯料的直徑應盡量接近小端齒根圓直徑。由體積不變定律可知,直齒圓錐齒輪的坯料體積應等于終鍛件的體積,且應滿足坯料的高徑比/的值小于2.5,最終確定坯料的尺寸為d0=30mm,h=52mm,坯料形狀和尺寸如圖4 所示。
1.2.3 設備類型及噸位

圖4 坯料形狀和尺寸
通常用于精密鍛造的設備有螺旋壓力機、熱模鍛曲柄壓力機和液壓機。通過分析對比三種設備的特點,經計算本文所研究的直齒圓錐齒輪所需的變形力P=2785kN,質量m=0.3kg,所以選取公稱壓力為3000kN 的摩擦式螺旋壓力機。
2 中心分流精鍛模具設計[8]
由于螺旋壓力機的螺桿和飛輪之間為剛性連接,螺桿與往復直線運動的滑塊之間為非剛性連接,所以承受偏載能力差,一般只進行單模膛鍛造,所以需要設計預鍛和終鍛兩套模具。
2.1 模具模膛設計
模膛形狀的設計依據是鍛件圖,終鍛模膛的形狀與終鍛件的相同,預鍛模膛的形狀與預鍛件的相同,關鍵是確定模膛和凸模的尺寸。對于精度要求較高的精密模鍛件,應考慮各種因素的影響。模膛外徑A 按式(2)計算,凸模直徑B 按式(3)計算。

式中:A——模膛外徑,mm;
A1——鍛件相應外徑的公稱尺寸,mm;
a——坯料的線膨脹系數,1/℃;
t——終鍛時鍛件的溫度,℃;
a1——模具材料的線膨脹系數,1/℃;
t1——模具工作溫度,℃;
△A——模鍛時模膛外徑A 的彈性變形絕對值,mm;
B——凸模(模膛沖孔凸臺)直徑,mm;
B1——鍛件孔的公稱直徑,mm;
△B——模鍛時凸模直徑B 的彈性變形值(當直徑B 變大時,△B 為負值,當直徑B減小時,△B 為正值),mm。
由上式可看出,精鍛模具模膛及凸模尺寸確定,除了要考慮鍛件材料的線膨脹系數和終鍛時鍛件的溫度外,還要考慮模具材料的線膨脹系數和模具的工作溫度,同時也不能忽略模鍛時模膛和凸模的彈性變形。
根據以上要點,利用UG 軟件設計的模具成形零件的三維實體造型如圖5 所示。將模具和坯料模型分別導入DEFORM-3D 系統中進行數值模擬,模擬結果表明[9]:預鍛時形成的凹坑在終鍛時起到了很好的分流作用,使成形載荷減小,且所獲得的鍛件齒形完整良好。數值模擬明確了中心分流精鍛工藝成形直齒圓錐齒輪的可行性和模膛結構的合理性,該結果為模具設計提供了理論依據。
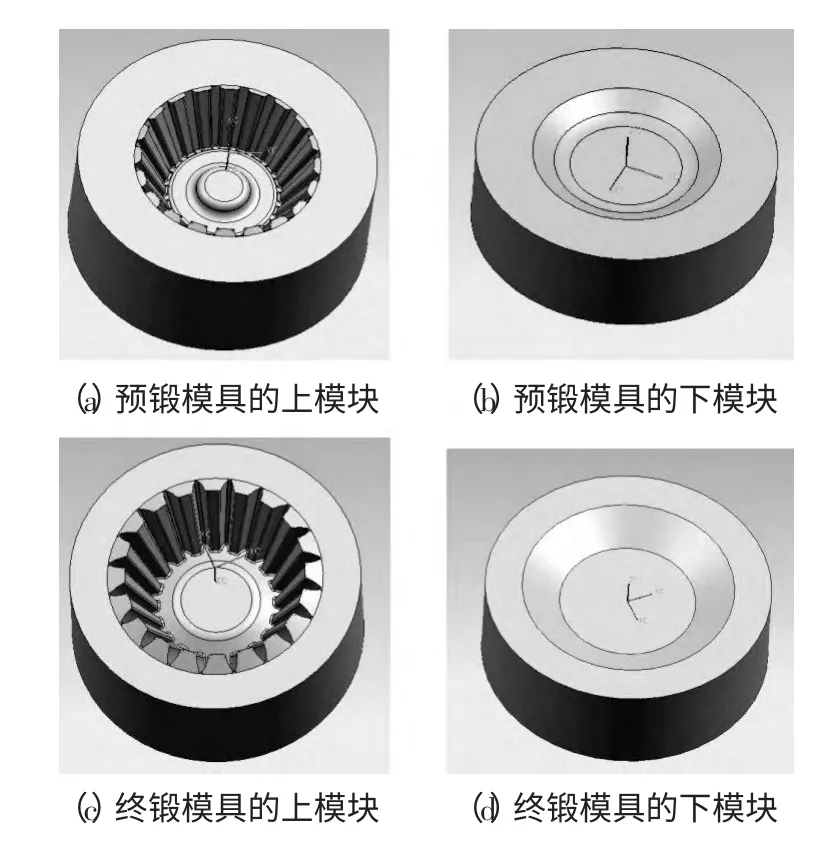
圖5 模具成型零件的三維實體造型
2.2 模具結構設計要點
依據鍛件的結構特點和設備特點,模具采用整體鑲塊組合模結構,設計要點如下:
2.2.1 預應力組合凹模結構[10-11]
齒形凹模(簡稱齒形模)是模具的核心部件,其精度決定鍛件的精度,且形狀最復雜,加工制造要求最高,齒形模的壽命對模具壽命影響很大。為了保護齒形模,防止成形過程中承壓過大而造成模具撐裂,模具結構形式可采用組合凹模結構,即在凹模的外側再加上模套,如圖6 所示。凹模與模套之間為過盈配合,即將凹模壓入模套內或將模套熱裝在凹模上,這樣模套會對凹模產生預緊力,因此,模套也可叫做預應力圈。在鍛壓時,模套會將凹模內的切向拉應力部分或全部抵消掉,這樣凹模的承載能力就可以大大提高。預應力組合凹模既可以提高凹模的強度,又可以節省模具鋼材料,同時使得凹模的熱處理容易進行,是一種非常理想的結構方案。預應力組合凹模通常有雙層(1 個模套)和三層(2 個模套)之分,當模膛所承受的應力小于1500MPa 時,可采用雙層結構,反之采用三層結構。
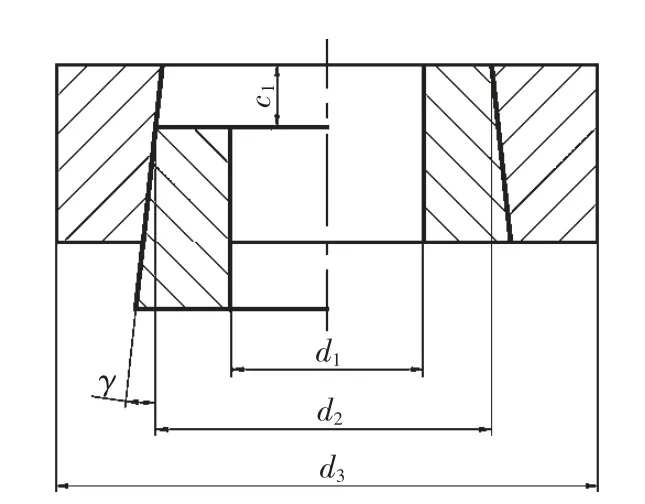
圖6 雙層組合凹模
由數值模擬結果[9]可知中心分流預鍛和終鍛時模膛所承受的鍛件給予的反作用應力最大約為500MPa,小于1500MPa,所以采用雙層組合凹模結構。
2.2.2 齒形模的位置布置
齒形模設在上模有利于成形和清理氧化皮等殘渣,但為了便于安放毛坯和頂出工件,也可將齒形模設在下模。直齒圓錐齒輪預鍛時圓柱形坯料容易定位安放,主要考慮減少齒形模與坯料的接觸時間,防止高溫對齒形模壽命的影響,所以預鍛模具中的齒形模布置在上模。終鍛時主要考慮齒輪預鍛件要容易定位安放,并且終鍛的鍛造溫度較低,溫度對齒形模的影響不大,所以終鍛模具的齒形模布置在下模。
2.2.3 模架、模塊及導向裝置
根據直齒圓錐齒輪的結構特點,其預鍛、終鍛模具的模塊均選用圓形模塊,模塊的緊固形式為壓板固定。摩擦壓力機上精鍛模的模架一般由上、下模座、墊板、導向裝置、頂出裝置和其他零件組成。考慮直齒圓錐齒輪預鍛成形時,坯料的變形量大,滑塊行程大、導向精度要求高,終鍛成形時坯料的變形量小,滑塊行程小,所以預鍛模具選用導柱導向的組合式鍛模模架,終鍛模具選用鎖扣導向的組合式鍛模模架。
2.3 模具結構示意圖[12-14]及工作原理
中心分流法成形直齒圓錐齒輪的預鍛模具如圖7 所示。鍛造成形時,上模下行,導柱先進入導套起導向作用,帶凸臺的上凸模19 接觸到坯料時會被迫往上運動,在上模墊塊16 的約束下處于上極限位置對坯料小端施加成形作用力鍛出凹坑分流區,彈簧處于壓縮狀態。模具完全閉合后預鍛成形結束,獲得了小端帶凹坑的預鍛件。模具打開時,鍛壓的成形力消失,彈簧的伸展作用迫使上頂桿13 和下頂桿17推動上凸模19 回至初始位置,在上凸模的直接作用下鍛件完成脫模。
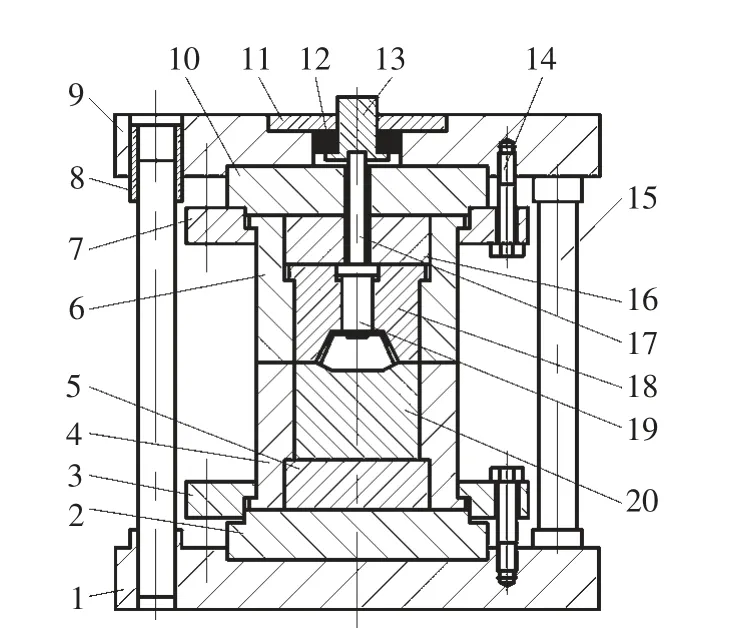
圖7 直齒圓錐齒輪預鍛模具結構示意圖
中心分流法成形直齒圓錐齒輪的終鍛模具如圖8 所示。終鍛成形時,齒形模模套11 通過背錐模模套8 上的鎖扣實現導向。下凸模17 成形齒輪小端面最終的形狀,在它的作用下預鍛件小端的金屬實現了向內徑向分流,下凸模內的小型芯14 既參與齒輪端面成形,又起到頂桿的作用。模具完全閉合時,成形結束。模具打開時,成形力消失,鍛件會留在齒形模10 內,在壓力機下頂料機構的頂桿15 以及小型芯14 的共同作用下將鍛件由下向上頂出。
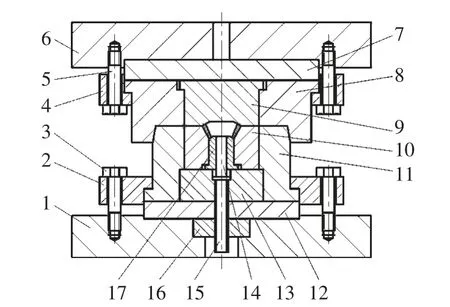
圖8 直齒圓錐齒輪終鍛模具結構示意圖
3 結論
針對直齒圓錐齒輪鍛造成形中齒形充填不滿及成形力過大導致模具損傷等問題,制定了中心分流精鍛工藝方案,進而設計了中心分流預鍛和終鍛兩套模具。模具設計要以合理的鍛造工藝方案為依據,并且基于三維設計和數值模擬能及早發現方案的缺點和問題,快速驗證工藝方案的合理性,從而為模具設計提供可靠的理論依據。齒輪精鍛模具設計比普通鍛模考慮的問題要多,其設計要點是齒形模、凸模的形狀和尺寸,齒形模的位置布置,凹模的結構形式以及模具的導向形式等。
[1]夏巨諶.精密塑性成形工藝[M].北京:機械工業出版社,1999.
[2]譚險峰,劉 霞,周 慶.直齒輪沖擠—鐓擠成形過程數值模擬分析[J].鍛壓裝備與制造技術,2009,44(4):59-61.
[3]K Kondo,K Ohga.Precision cold die forging of a ring gear by divided flow method [J].International Journal of Machine Tools and Manufacture,1995,35(8):1105-1113.
[4]J C Choi,Y Choi.Precision forging of spur gears with inside relief[J].International Journal of Machine Tools and Manufacture,1999,39(10):1575-1588.
[5]Y.K.Lee,S.R.Lee,C.H.Lee,D.Y.Yang.Process modification of bevel gear forging using three -dimensinal finite element analysis [J].Journal of Material Processing Technology,2001,113:59-63.
[6]馬修金,肖伯濤,齊衛東.鍛造工藝與模具設計[M].北京:北京理工大學出版社,2007.
[7]姚澤坤.鍛造工藝學與模具設計[M].西安:西北工業大學出版社,2001.
[8]郝濱海.鍛造模具簡明設計手冊[M].北京:化學工業出版社,2006.
[9]張 琳.直齒圓錐齒輪精鍛成形工藝的數值模擬[J].熱加工工藝,2013,42(21):139-142.
[10]田福祥,靳會洲.高強度螺栓冷擠鐓成形工藝及模具設計[J].鍛壓裝備與制造術,2011,46(1):67-69.
[11]侯天鵬,池成忠,聶慧慧.基于凹模強度的圓柱直齒輪溫精鍛工藝分析[J].鍛壓裝備與制造技術,2012,(2):57-60.
[12]張艷娥.直齒錐齒輪精密鍛造工藝與模具設計方法研究[D].濟南:山東大學,2007.
[13]鄭 紅,吳國銳.基于浮動凹模的航空斜齒輪鍛造模具設計[J].熱加工工藝,2013,42(11):156-158.
[14]劉華偉,田福祥.直齒圓錐齒輪精鍛工藝及模具設計[J].模具制造,2010,(4):59-61.