四工位雙軸數控高速鉆削組合機床設計
2014-06-29 10:25:10潘家珍
組合機床與自動化加工技術 2014年9期
關鍵詞:系統
潘家珍
(上海電氣機床成套工程有限公司,上海 200041)
0 引言
目前,國內汽車零部件制造業的門鉸鏈車身件的加工,均是采用加工中心+單孔加工專機形式。該種生產方式不僅設備需要多,占地面積大,而且生產效率低。隨著汽車零部件制造業競爭的白熱化,如何提高生產效率,降低設備成本和勞動力成本,實現進口設備國產化,成為汽車零部件制造商關注的焦點。隨著汽車行業迅猛發展和產能的大幅提升,不少汽車零部件制造商為低成本擴充產能,滿足市場需求,對部分汽車零部件制造的自動化呼聲越來越強,希望能開發設計滿足門鉸鏈車身件專用生產設備。
本項目開發的目的是為了降低勞動強度、提高生產效率和質量,提供一臺為汽車model 系列門鉸鏈車身件,加工螺紋底孔及倒角、銷軸孔和背孔螺紋底孔的四工位雙軸數控高速鉆削組合機床。
被加工工件示意圖如圖1 所示。
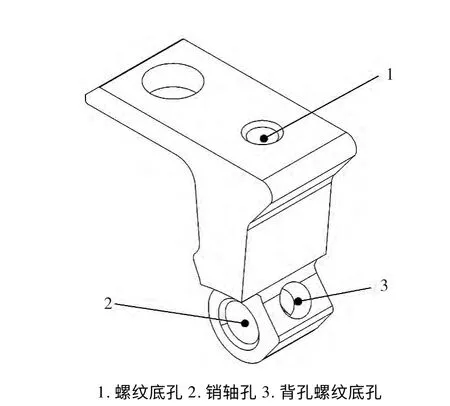
圖1 被加工工件圖
1 總體布局和工作原理
1.1 總體說明
機床采用四等分數控轉臺交換夾具、精密內冷高速旋轉主軸和伺服驅動進給,從三個不同方向同時對門鉸鏈進行螺紋底孔及倒角加工、銷軸孔加工和背孔螺紋底孔及倒角加工。通過對夾具的快速更換,可以加工不同型號的門鉸鏈車身件零件。左右件一次裝夾同時加工。加工節拍為12s/兩件。除人工上下料外,實現全自動加工過程。
機床的主要規格如表1 所示。
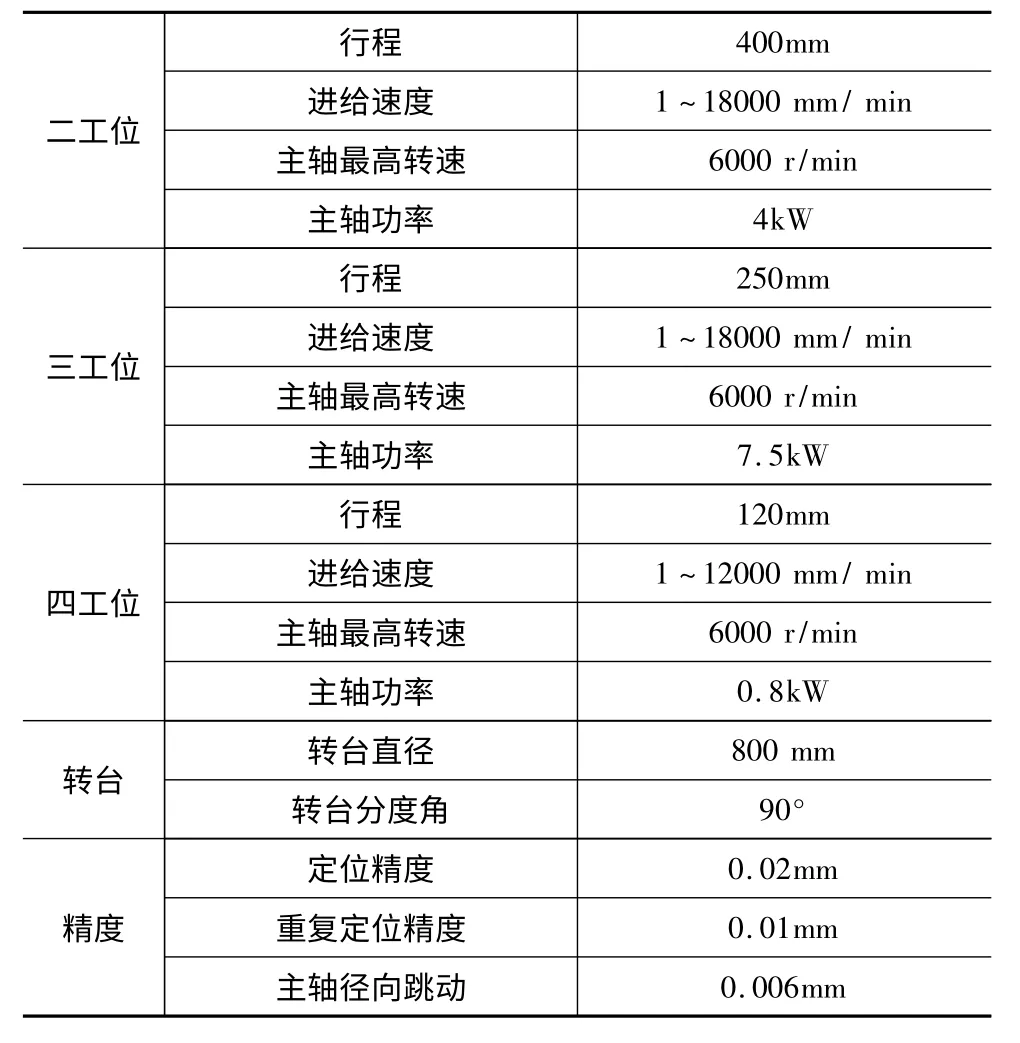
表1 機床的主要規格
機床電氣控制系統由SIMENES S7-300 PLC、SINAMIC S120 伺服驅動器與1FK7 同步伺服電機由PROFIBUS 總線連接,實現進給控制。并可以通過OP屏按照不同加工要求,進行各工位進給位置、速度、主軸轉速等參數編程。由自動加工程序控制機床自動加工循環。
機床自動加工循環描述:
手動上、下料—雙手啟動按鈕—防錯識別與輔助定位—工件夾緊—回轉工作臺旋轉90°—內外冷卻液打開—主軸啟動—各工位快進給—工進—快退—主軸停止—內外冷卻液關閉。
在自動循環加工同時,操作人員在一工位進行上下料操作并由雙手啟動按鈕確認。在自動循環結束后,機床將自動進入下一循環。
本設備由床身、回轉工作臺、專用夾具、伺服驅動滑臺、主軸箱、動力頭、液壓、氣動系統、冷卻系統、電氣控制系統、防護罩等組成。見機床的總圖2。
本設計的特點是高速數控加工,高速數控加工的性能主要取決于它的高速主軸單元、高速進給驅動系統、高速刀具系統、以及高速加工測試技術等,以下就各關鍵技術進行論述。
(1)高速主軸單元
高速主軸單元是高速切削機床最重要的部件,也是實現高速的最關鍵技術之一。要求其動平衡性高、剛性好、回轉精度高、有良好的熱穩定性、能傳遞足夠的力矩和功率、和高效的冷卻裝置。本設計采用皮帶主軸,即交流伺服電機通過一對皮帶輪直接驅動高速主軸的結構,其特點是精度及剛性高,振動小、噪聲低、結構緊湊,最高轉速可達8000rpm 。
(2)高速加工進給系統
快速進給是高速數控機床的最重要技術之一。3個工位的進給系統均采用直線導軌高速滾珠絲杠副傳動系統,進給速度達到18m/min。
(3)高速刀具系統
刀具采用涂層硬質合金內冷鉆頭,刀柄結構采用德國的HSK 刀柄,具有很高的幾何精度和裝夾重復精度、裝夾剛度,以達到高速切削時的可靠性。
(4)高速加工監測技術
高速加工監測技術主要指在高速加工過程中通過傳感、分析、信號處理等,對高速機床及系統的狀態進行實時的主動在線監測和控制,識別可能引起事故的工況,避免機床、刀具、工件及有關設施的損傷。監測技術的成功應用可大大延長刀具壽命、保證產品質量、提高效率、保證設備及人員安全。
設備具有防錯裝和加工檢測功能。在上下料工位(如圖3 所示):在工件上方裝有激光位移傳感器對工件進行防錯判別。因為左右工件除了臺階尺寸差2mm 外,其余尺寸都相同,極易放錯。如放錯工件或工件沒放到位,激光傳感器接受不到正確信號就會報警提醒操作者。
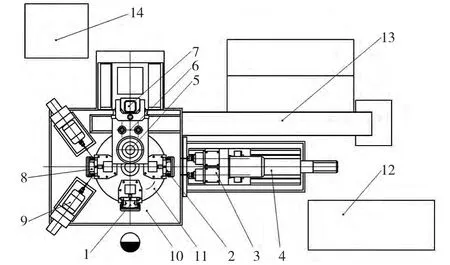
圖2 機床總圖
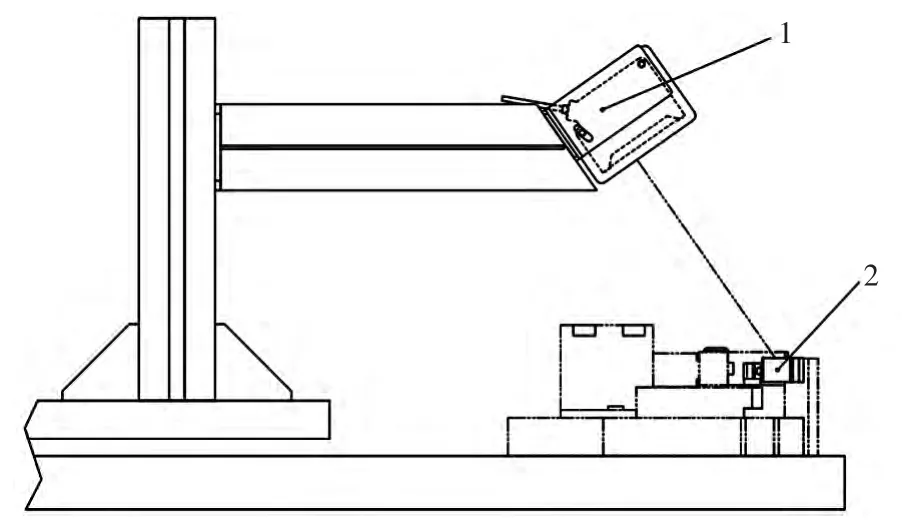
圖3 上下料工位檢測示意圖
在加工工位:一方面,伺服電機控制中設定一個過載扭矩,一旦達到這一扭矩就停機,進行修磨或更換刀具,避免強行切削造成鉆頭斷裂,大大延長刀具壽命、保證產品質量。另一方面,在鉆頭的斜上方裝有超強力光型光電傳感器判斷鉆頭是否異常,它具有大功率的光束,能抵抗碎屑與強力冷卻水的干擾。一旦發生異常傳感器就報警,停機檢查,避免了設備的損傷。
工件輸送采用φ800 臥式四等分液壓回轉工作臺。通過放松、旋轉、夾緊來實現分度和工件輸送。
夾具采用面銷定位方式,由油缸夾緊。不同工件可以更換夾具基準墊片實現。
1.2 氣動系統
本機的氣缸和氣動控制元件均采用德國FESTO產品,氣動系統主要控制一工位的定位夾緊氣缸、二工位的主軸打刀缸、三工位的主軸打刀缸和氣液平衡缸、四工位的主軸打刀缸等,氣動控制原理如圖4 所示。
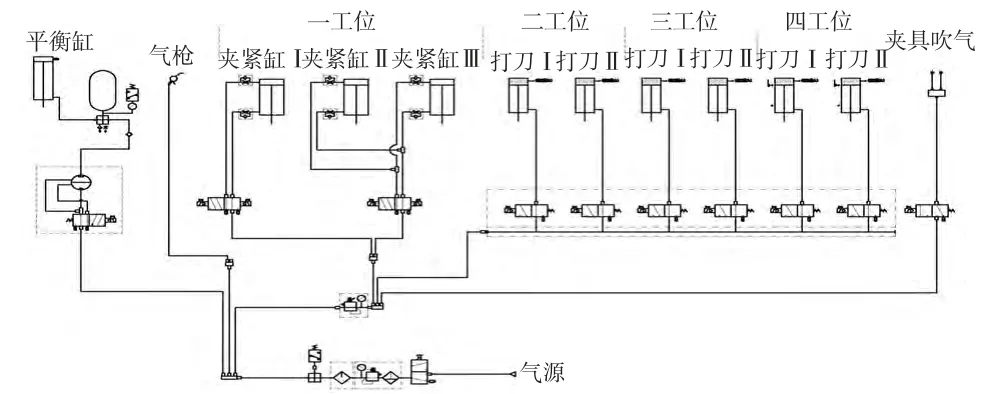
圖4 氣動原理圖
1.3 液壓系統
機床液壓系統主要為液壓回轉工作臺、工件夾緊、主軸松刀等提供動力與控制。
主要液壓元件采用YUKEN、REXROTH 元件。液壓控制原理如圖5 所示。
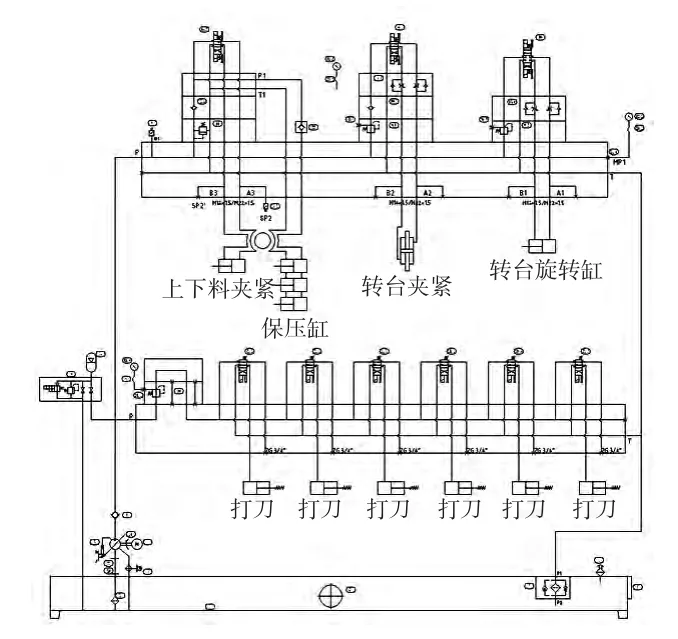
圖5 液壓原理圖
1.4 電氣控制
機床電氣控制系統由SIMENES S7-300 PLC、SINAMIC S120 伺服驅動器與1FK7 同步伺服電機由PROFIBUS 總線連接,實現進給控制。并可以通過OP屏按照不同加工要求,進行各工位進給位置、速度、主軸轉速等參數編程。由自動加工程序控制機床自動加工循環。具有手動調整、各工位單循環和自動循環三種方式控制,操作簡單、便捷、易學。
本機的控制流程圖如圖6 所示。
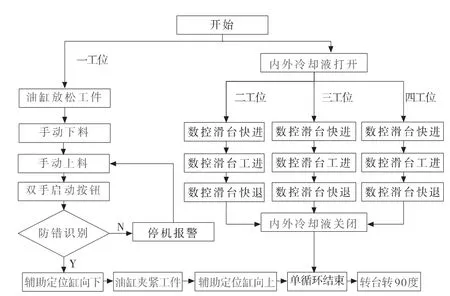
圖6 控制流程圖
1.5 高低壓冷卻與排屑系統
冷卻系統由內冷、外冷、循環、過濾等部分組成。帶有流量、液位、壓力控制。為切削時提供充分內外冷卻功能,同時提供沖屑功能。排屑系統采用磁性排屑裝置。如圖7 所示。
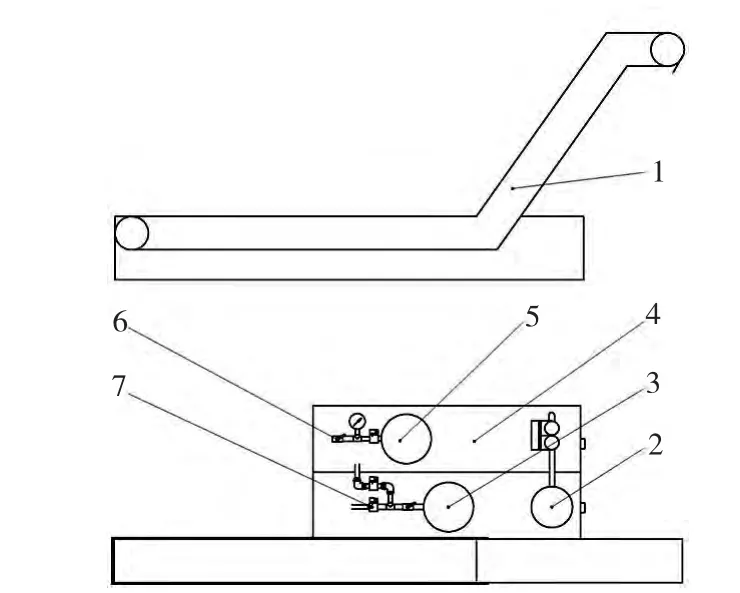
圖7 冷卻與排屑系統示意圖
1.6 機床防護與安全裝置
機床采用全防護外罩,各工位均設有換刀和檢修防護門,在上料工位裝有安全光柵,防護門均有安全聯鎖。
2 結束語
本項目的成功開發,大大提高model 系列汽車門鉸鏈車身件的加工產能和質量,降低勞動強度與制造成本。通過驗證表明設備高效可靠,達到國內領先水平。
[1]襲愉弢. 組合機床[M]. 北京:機械工業出版社,1995.
[2]衛道柱,楊沁,桂貴生,等.雙面二工位銑鉆組合機床控制系統設計[J]. 組合機床與自動化加工技術,2012(11):57-60.
[3]苗曉鵬,程建安.簿壁長筒零件深孔鏜削工藝與數控組合機床設計[J]. 組合機床與自動化加工技術,2013(5):117-119.
[4]劉強,陳靜,吳文鏡,等.高性能數控機床幾項關鍵設計技術的研究應用進展[J].航空制造技術,2009(5):42-45.
[5]楊紅軍.立式加工中心進給系統摩擦參數的測定[J].制造技術與機床,2012(12):186 -188.
[6]吳慧萍,李前明.立式單面四工位擴鉸缸體挺柱孔組合機床[J]. 組合機床與自動化加工技術,2013 (6):119 -120.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32