汽車天窗導軌生產線的分析與改善
2014-06-29 10:27:10王昀睿
組合機床與自動化加工技術 2014年10期
關鍵詞:作業
王昀睿
(西安科技大學 機械工程學院,西安 710054)
0 引言
寶馬BMW—I01 天窗導軌主要裝配車型為BMW New 3 Series coupe 汽車,天窗導軌屬鋁件,機加工環節需要依次進行整體沖切、三切口沖切、擴孔、去毛刺和滾彎,最后檢驗裝箱入庫。整體沖切是用80t 沖床對鋁板材經刀模沖壓后得到工件,三切口沖切需對整體沖切后工件沖切端口凹槽和導軌接槽,擴孔是對工件進行定位孔的鉆擴,去毛刺時使用打磨機對工件加工斷面進行打磨,滾彎要使用自行研發的滾彎設備完成工件的二維彎曲加工,配合曲面車頂裝配,最后將制成工件固定在相應檢具上,應用止通規、百分表等對工件的面、線弧度、定位孔等指標對照檢驗基準書進行檢驗。該產品的生產線目前存在一定問題,根據生產現場狀況,對該生產線的現場布局、輔助設施及生產流程進行改善研究,提高生產線各工序工作人員的飽和度,從而達到提高生產率,提高企業經濟效益的目的。
1 換模裝置的改善
產品型號不同需要使用不同模具,大型沖床加工使用的模具體積和質量都很龐大,表面遍布鋒利的棱角和切口,這些直接造成搬運困難、更換復雜,在模具更換轉移時也容易造成工人的跌砸傷害。目前生產線和模具放置區單次行程超過30m,工人每次換模用時超過20min,包括將原模具從設備上拆卸轉移至換模拖車上,再拖拽拖車至模具放置區,接著操作拖車配合人力將原模具放置在模具架上鎖緊,隨后將要使用的模具從模具架上拖拽到換模拖車上,再拉著拖車回到生產線,操作拖車將模具安裝在生產設備上并調試。整個換模過程中生產線處于停滯狀態,每變更一次生產任務,為配合天窗導軌左、右件的兩臺80t 沖床,換模時間合計超過45min,如此長的停滯時間使生產線造成嚴重的損失。再者,過長的搬運距離也會產生額外的安全風險,一次換模工作至少需要兩個工人完成,在拖拽換模拖車行進過程中,兩人操作的不一致極易造成拖車傾倒,模具跌落等嚴重后果。針對換模環節存在的問題,對該生產線進行基于快速換模的改善。
首先將模具放置區轉移到毗鄰80t 沖床的位置,減少了換模過程中的搬運距離,另外在換模操作中,采用快速換模裝置實現換模過程。快速換模裝置如圖1所示,其模具架使用60 ×60 ×4mm 方管制作,安裝有無動力滾筒,共三層。使用中,升降臺車在固定軌道上橫向移動,臺車載重為1t,表面兩側設置擋墻,防止模具跌落,液壓系統為臺車升降提供動力,確保臺車升降平穩,臺車和模具架均裝配有無動力滾輪,人力推拉即可實現模具的取用和上架,快速完成對沖床模具的更換[1-2]。
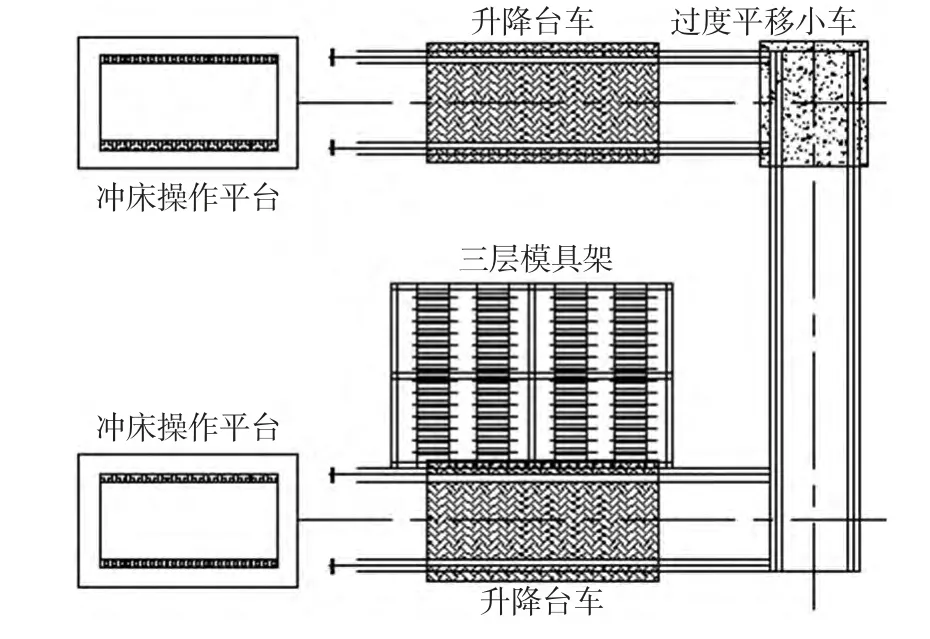
圖1 快速換模裝置
天窗類產品分左右件,左右件加工流程大致相同,出于對成本的控制,在該天窗生產線實際應用中,只需配備一輛升降臺車即可。為實現分別更換左右件加工用沖床模具,升降臺車可由過度平移小車實現在左右件沖床配套導軌上的移動。
經測算,每次換模時模具流轉位移縮減到4.5m,較之前物流距離縮短85%;升降臺車液壓系統的引入改善了原先換模拖車手動升降,使改善后的換模平均耗時約為4min,較未改善時節約80%,同時由于實現了模具放置區和機器設備的緊鄰布置,不再依靠工人長距離拖拽換模臺車轉移模具,可以消除在換模過程中的安全隱患。
2 生產線人員飽和度現狀分析
人員飽和度是指作業人員在整個生產過程中作業時間所占的比例,根據產品加工的流程,統計各工序操作人員的單位產品加工時間,結合生產節拍計算出每一道工序的人員飽和度[3]。
2.1 初步確定生產節拍
生產節拍又稱客戶需求周期、產距時間,是指在一定的時間長度內,總有效生產時間,即可用時間與客戶需求數量的比值,是客戶需求一件產品的市場必要時間。

其中,T—生產節拍;
Ta—可用工作時間;
Td—客戶需求產品量
在天窗生產線的試生產中,客戶產品需求為1200pcs/天,生產線排班8h/班,可知單小時需要的產量為:1200/8 =150pcs,由公式(1)確定生產節拍為:

2.2 改善前生產線人員飽和度分析
要分析生產線人員的飽和度,就需要統計出各工序操作人員實際作業時間。目前該生產線共有6 個工位7 名操作人員,檢驗工序的人員在完成檢驗工作后需再完成搬運任務,所以在作業測定中該工位人員的作業時間取兩項作業時間之和,應用作業測定方法[4],確定出合理的觀測點,借助視頻對各工序的熟練操作人員分別測時10 次,求出平均值為作業時間,寬放率取10%[5],計算改善前各工序人員飽和度如表1所示。


表1 改善前生產線人員飽和度
由表1 可知,在節拍為24s 的情況下,各工序人員的平均飽和度只有55%,尤其是去毛刺工序人員飽和度最低,只有31.1%,造成的直接后果便是生產人員閑置時間過多,從而增加了人員的非必要走動,影響車間其他人員工作及生產線的5S;其次,各工序間人員飽和度差異較大,造成在制品流轉不暢,嚴重破壞整條生產線的均衡。
3 生產線人員飽和度的優化
3.1 應用在線打磨實現工序的合并
在影響整條生產線均衡性的因素中,去毛刺工序影響最大,采用在線打磨將該工序合并到其他工序中[6-7],即將去毛刺打磨工序合并到沖切和鉆擴孔工序中,使用在線打磨周轉架完成在制品的打磨和周轉。該在線打磨周轉架右側的砂帶由內置電機驅動高速轉動,當沖切操作員完成整體沖切作業后,將工件輕觸砂帶進行打磨,經目視檢驗后放置在臺架上部;下道工序操作人員從臺架上部拿取工件進行三端口沖切,完成后將工件輕觸砂帶進行打磨,目視檢驗后放置在臺架上部;擴孔工序的操作也類似,每條生產線配置3 個在線打磨周轉架。
3.2 生產線設施規劃與改善
該生產線的機器設備U 型布置過于緊湊,加之改善前作業人員多,設置在擴孔和滾彎操作中的打磨操作會集中造成在制品流轉不暢;同時生產進行時進料方向背向主物流通道,造成不必要的物流轉移。針對以上問題,在削減人員和工序合并后,將生產設備的U型布置進料口面向主物流通道,去除多余的周轉架和打磨架,配置在線打磨架實現打磨和在制品周轉[8],改善后布置如圖2。
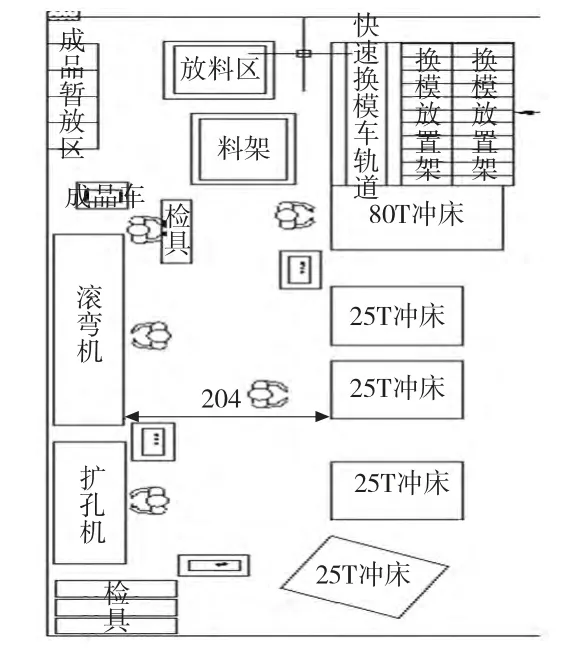
圖2 改善后布置圖
改善后,快速換模裝置設置在80t 沖床鄰位,同時去除打磨架和周轉臺架,削減相應操作人員,設置在線打磨架在整體沖切、三切口沖切以及鉆擴孔工序,以便在沖切、鉆擴孔后進行打磨去毛刺。最后調整機器設備布置,將在制品物流方向面向主物流通道,在進料區域設置放料區,保證原材料安全庫存,降低生產前置時間。
3.3 改善后生產線人員飽和度分析
如圖2 所示,改善后生產線削減了去毛刺打磨工序的兩個操作人員,使去毛刺打磨在沖切、擴孔工序應用在線打磨架同步進行,在線打磨的應用也明顯降低了各工序用于檢驗的時間,但由于整體生產線人員的削減,使三切口沖切工序人員在作業過程中的移動距離增大,相應增加了備料定位的時間[9-10],由3. 1s/pcs 增加至4. 6s/pcs,改善后的生產線可滿足客戶需求產量1440pcs/天,按每天8h生產,得出每班產量為1440/8 =180/h,這時的生產節拍為:

表2 為改善后各工序的作業時間及生產線人員飽和度分析。
由表2 可見,經過改善,該生產線人員從7 人一班縮減為5 人一班,各工序人員平均飽和度達到80.9%,生產節拍從24s 提高至20s。
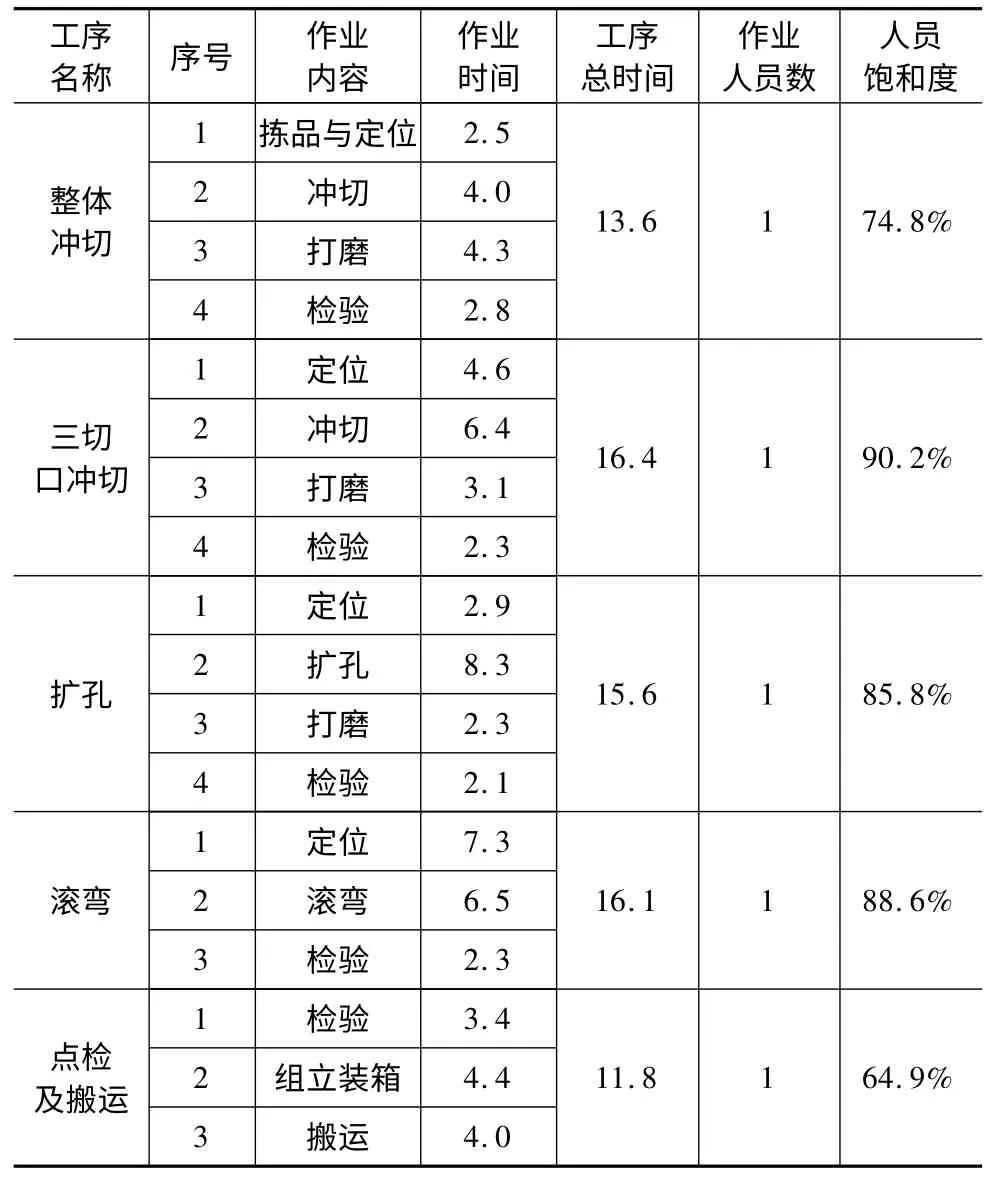
表2 改善后生產線人員飽和度
4 結論
經過對汽車天窗導軌生產過程的詳細分析,基于設施布置理論對現場進行了重新布置,將快速換模裝置設置在80T 沖床鄰位,根據加工需要對其它的加工設備和人員位置也進行了重新排列,結合現場添加快速換模裝置、在線打磨架等,使換模時間和勞動量明顯減小,整個生產線的工作人員減少2 人,節拍提高了17%,人員飽和度提高了26%,生產線的均衡性和生產率都得到提高,為企業創造了良好的經濟效益。
[1]吳紅,劉社英.鍛造液壓機的快速換模裝置[J].液壓氣動與密封,2012(3):71 -72.
[2]葉永偉,王曉恩,林海,等. 沖壓設備快速換模技術研究[J].機械制造,2010(5):70 -73.
[3]熊斌,葛玉輝,陳真英.員工工作飽和度評估研究-基于某機械制造有限公司實證分析[J].工業工程與管理,2013(18),3:76 -82.
[4]張西林. 配送中心作業時間測定研究[J],物流技術,2013,32(4):113 -115.
[5]李強,梁工謙,張晶.IE 技術在發動機裝配線作業改善中的應用[J].機械設計與制造,2012(3):79 -81.
[6]胡羅克,陳勇,覃濤.線束裝配線平衡改善與仿真[J].組合機床與自動化加工技術,2012(2):92 -97.
[7]王昀睿.基于改進啟發式平衡方法的顯示器裝配流水線設計[J].組合機床與自動化加工技術,2012(10):100-102.
[8]陸云,邱勝海,王志亮,等.某軸承制造企業設施規劃及仿真[J].中國制造業信息化,2011(40),23:27 -30.
[9]朱鑫彥,李余生,刁雄,等.基于IE 在汽車底盤裝配的應用[J].制造業自動化,2012(5):58 -64.
[10]祁麗霞. 基于工作研究的廂式半掛車焊裝生產線優化[J].現代制造工程,2013(6):69 -72.
猜你喜歡
小主人報(2022年1期)2022-08-10 08:28:44
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
學生天地(2020年17期)2020-08-25 09:28:54
作文成功之路·小學版(2020年7期)2020-08-24 08:19:30
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
作文成功之路·小學版(2020年7期)2020-01-02 10:10:44
趣味(數學)(2018年12期)2018-12-29 11:24:10
小學生作文(中高年級適用)(2017年10期)2017-11-13 06:01:00
能源(2016年2期)2016-12-01 05:10:46
故事大王(2016年7期)2016-09-22 17:30:08
