排氣塞在鑄造模具中的應(yīng)用
2014-06-05 11:04:08石炳華
中國(guó)鑄造裝備與技術(shù) 2014年3期
石炳華
(寧波全力機(jī)械模具有限公司,浙江寧波 315700)
冷芯盒制芯技術(shù)是目前應(yīng)用最廣泛、高效的制芯技術(shù)。其制芯原理是在常溫下將氣體吹入芯盒,使型腔中按比例配好的芯砂反應(yīng)并硬化,從而得到所需的砂芯。砂芯常溫下在芯盒內(nèi)實(shí)現(xiàn)硬化,模具尺寸穩(wěn)定,砂芯尺寸精度高、變形小,因而可以降低鑄件尺寸偏差;制芯效率高,砂芯硬化速度快;模具可以用木材、塑料和金屬材料制作,模具制造成本低,周期短,使用壽命長(zhǎng)。
但是,冷芯盒工藝在射砂過(guò)程中,如果芯盒型腔內(nèi)某一處空氣未被排出,該處壓強(qiáng)增大,形成正壓,阻止芯砂朝該處流動(dòng)來(lái)充滿該處形狀,造成砂芯緊實(shí)度不夠,影響了砂芯質(zhì)量。因此,在冷芯盒設(shè)計(jì)中,排氣塞的合理布置就顯得尤為重要。
1 排氣塞及其性能要求
1.1 排氣塞參數(shù)
排氣塞是用于模具內(nèi)部能將空氣及其他雜氣排出從而提升模具產(chǎn)品品質(zhì)的一種模具配件。一般分為網(wǎng)狀和蜂窩狀兩種,尺寸設(shè)計(jì)要合理,應(yīng)能防止砂粒鉆入槽內(nèi),堵塞排氣塞,從而影響腔體排氣。以網(wǎng)狀直徑16 mm為例,具體如圖1及表1所示。

表1 直徑16 mm排氣塞參數(shù)表
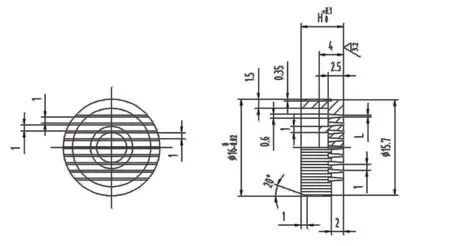
圖1 直徑16 mm排氣塞
1.2 排氣塞材質(zhì)與特性
材質(zhì):不銹鋼(SUS304,SUS316),可依客戶指定材質(zhì)定做,如高碳鋼、銅、塑料。
特性:通氣效果好,強(qiáng)力減少氣流、塞孔及澆鑄填充不滿,更換方便。
1.3 排氣塞功能
鑄造排氣塞有兩大功能:①使砂芯射實(shí);②對(duì)于冷芯盒是保證吹硬氣體穿透整個(gè)砂芯,不產(chǎn)生死角。
1.4 芯盒內(nèi)排氣要求
芯盒腔內(nèi)要求正壓,以促使硬化氣體滲入砂的混合物中。通常排氣孔的面積應(yīng)小于進(jìn)氣入口面積,并且排氣孔的位置應(yīng)盡量安放在芯盒最深部位,遠(yuǎn)離入氣口。
選擇排氣塞時(shí)要考慮開(kāi)放率,即開(kāi)口面積與外徑面積的比例。類(lèi)型不同,差異很大。
芯盒的排氣系統(tǒng)對(duì)于最佳硬化,減少硬化氣體的滲漏和芯子中硬化氣體的殘留量是非常重要的。最好設(shè)計(jì)排氣量是進(jìn)氣量之三倍以上。芯盒的排氣面在吹砂與硬化過(guò)程中壓力應(yīng)該是±1×6.89 kPa。
1.5 芯盒內(nèi)氣體的流動(dòng)
氣體在芯盒內(nèi)流動(dòng)的原則:
(1)進(jìn)氣面積盡可能為最大;
(2)排氣面積要比進(jìn)氣的小;
(3)氣體通過(guò)砂芯的通路要平衡;
(4)氣體不可能有倒流的情形。
優(yōu)良的模具設(shè)計(jì)工藝應(yīng)該做到,在砂芯的一側(cè)全充滿催化劑氣體,布置適當(dāng)之排氣孔大小及位置,使氣體均勻通過(guò)砂芯。
氣體的流動(dòng)是重要的,因?yàn)闅怏w在均勻的芯盒中通過(guò)得越多,其硬化就越快;若芯盒進(jìn)氣不均勻,就浪費(fèi)更多的催化劑;均勻的氣體流動(dòng)也減少砂芯中及工作環(huán)境中的臭味。
2 排氣塞的應(yīng)用
2.1 工藝分析
以鐵路貨車(chē)17型車(chē)鉤整體芯為例,整體砂芯如圖2。
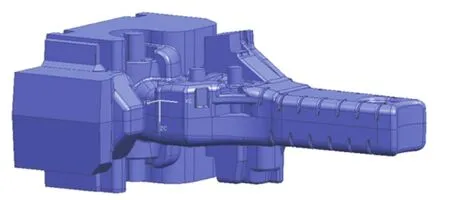
圖2 17型車(chē)鉤整體砂芯
考慮制芯成本,芯盒一般采用立射、左右開(kāi)模結(jié)構(gòu),芯盒左右及底部設(shè)頂芯板,射砂口開(kāi)在尾部中間。由于芯盒體較高,吹氣硬化時(shí),整體芯局部通氣效果不好,在上耳孔、下耳孔處出現(xiàn)松砂,即砂芯緊實(shí)度不夠。造成質(zhì)量缺陷,嚴(yán)重時(shí)整體芯報(bào)廢。
要解決這個(gè)問(wèn)題,一般有以下兩種辦法。
(1)采用預(yù)埋芯工藝
首先制作預(yù)埋芯盒,人工打出砂芯,然后將砂芯預(yù)埋在整體芯盒內(nèi),最后射砂、硬化,將預(yù)埋芯與芯砂形成一個(gè)整體芯。缺點(diǎn):為保證出模,預(yù)埋芯與整體芯芯盒本體需要放0.3 mm~0.5 mm左右的間隙,造成耳孔中心尺寸偏差,影響了產(chǎn)品的精度。
(2)采用下芯工藝
在芯盒上、下耳孔處增加芯頭,并制作手工芯盒,獲得三個(gè)砂芯。最后將上、下耳孔芯下入整體芯內(nèi)。缺點(diǎn):首先由原來(lái)的一個(gè)整體芯變成了三個(gè)分體芯,整體感降低;模具結(jié)構(gòu)較原來(lái)復(fù)雜,成本增加。其次下芯時(shí),同樣會(huì)造成耳孔中心尺寸偏差,影響產(chǎn)品的精度。
通過(guò)分析這兩種工藝方法可行,但都存在缺陷。實(shí)踐證明在芯盒上、下耳孔處采用排氣塞工藝是最佳方案。
2.2 排氣塞方案
17型車(chē)鉤整體芯冷芯盒型腔內(nèi)排氣塞的布置要均勻,并分布于整個(gè)型腔,包括減重塊及活塊,氣塞大小要合理。同時(shí)芯盒內(nèi)以下兩處位置尤為重要。①芯盒內(nèi)腔輪廓的邊角處;②芯盒深腔處。而上、下耳孔底部同屬于芯盒型腔較深部位,腔體內(nèi)空氣難以排出,固化后砂芯不緊實(shí)。因此必須在上、下耳孔底部增加排氣塞。但是考慮砂芯起模,需要加裝頂芯桿,所以將排氣塞裝于頂芯桿上。頂芯桿選用要盡量大,使其直徑尺寸大小接近上、下耳孔外輪廓尺寸。頂芯時(shí)由于接觸面積大,砂芯不易破壞,同時(shí)可以在頂芯桿上加裝較大一些的排氣塞。為了排氣需要將頂芯桿及頂芯桿壓板中間做空。工作原理:整體芯芯盒合模密封,射砂時(shí),上、下耳孔處空氣經(jīng)排氣塞并通過(guò)頂芯桿空腔排出;硬化時(shí),固化氣體穿透整個(gè)砂芯面經(jīng)排氣塞排出。最后獲得密實(shí)度良好的砂芯。具體結(jié)構(gòu)如圖3。
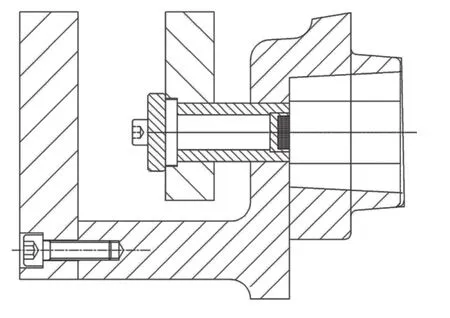
圖3 耳孔氣塞方案示意圖
3 結(jié)束語(yǔ)
在采用冷芯盒制芯工藝時(shí),影響砂芯質(zhì)量的因素是多方面的,合理選用和設(shè)置排氣塞,能彌補(bǔ)芯盒結(jié)構(gòu)或砂芯本身結(jié)構(gòu)的一些不足,最終得到成形良好的砂芯。
