液化石油氣球罐無損檢測及裂紋處理研究
2014-06-01 10:26:12
中國新技術新產品 2014年2期
(廣東省潮州市特種設備檢驗所,廣東 潮州 521011)
液化石油氣球罐無損檢測及裂紋處理研究
張廣鑫
(廣東省潮州市特種設備檢驗所,廣東 潮州 521011)
球罐作為一種特殊的壓力容器, 在液化石油氣中得到了廣泛使用。液化石油氣球罐必須進行定期的檢測工作,才能及時發現和處理問題,以確保球罐的安全性。本文闡述了液化石油氣球罐無損檢測過程,詳細論述了檢測后發現的問題,并分析了球罐裂紋發生的原因,給出了具體的處理措施,保證了液化石油氣球罐的安全性。
液化石油氣;球罐;檢測;裂紋;處理
多年來對液化石油氣球罐的使用和檢驗發現, 這類儲罐很少發生強度破壞,大多數是由裂紋引起的破壞。下面就液化石油氣球罐無損檢測過程進行詳細的論述,并重點對球罐裂紋問題的處理進行探討。
1 檢驗過程
某一個石化公司在2008年組焊了一臺體積為1000立方米的石油罐,在2009年開始使用。有相關法律規定,每隔3年就要對其進行一次全面的檢查。因此在2012年經過檢查后發現石油罐表面有122處出現了裂紋,形成的主要位置在赤道下熔合的部位,還有一些存在于赤道帶下熔合的部位。形狀細長,最長的裂縫達到了650mm,深度為9mm。具體的裂紋出現情況如圖1所示。
2 檢驗問題
2.1 經過檢查后的宏觀結果
確保球罐錯邊情況下最大值為1.5mm,環焊縫是2.5mm,棱角度不能超過4.5mm,縱縫角度不能超過5mm,焊縫高留有2.5mm。球罐出現了比較輕微的腐蝕情況,別的參數經過檢查合格,在液位計等附件上的檢查也安全。
2.2 測定壁厚情況
經過測定壁厚的最小值為47.6mm。

表1 石油罐參數情況分析
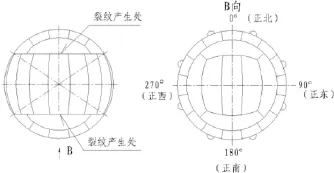
圖1 產生裂紋的分布情況

表2 尺寸評定情況
2.3 磁粉結果
取1/5的球罐外表進行對接和焊縫,同時全方位焊縫支柱、球殼以及檢測磁粉,球罐的表面出現了122出裂紋,形成的主要位置在赤道下熔合的部位,還有一些存在于赤道帶下熔合的部位。形狀細長,最長的裂縫達到了650mm,最短為10mm,深度最大為9mm,最小為1mm。
2.4 運用超聲波進行檢測
檢測表面的裂紋情況,有18個位置的缺陷超標,表現主要是裂紋,深度在9mm以內,長度在650mm以內,此外還有氣孔等方面的缺陷也被檢測出來,但是這些缺陷都在標準的范圍中,屬于制造存在的缺陷,允許不處理。
2.5 測定硬度
赤道帶以上或以下的區域普遍都存在比較高的硬度值,尤其是以上的裂紋位置,硬度的最大值接近HB230,而下側的則是HB210。
3 成因分析
按照球罐制造以及安裝上的要求并結合檢驗的結果進行分析。
(1)球罐裂紋形成的主要位置在赤道下熔合的部位,還有一些存在于赤道帶下熔合的部位,形狀細長,較差的位置集中在赤道上側的成形和棱角度,因其組裝應力很大,不能全部釋放,因此形成裂紋。
(2)檢查了相關的安裝資料后發現,檢測和修理需要1個多月的時間,時間推移到了動機才能進行相應的熱處理,所以就形成了裂紋。
(3)球罐在制造的時候有一些區域有卒硬,相比于這次的檢驗裂紋,有很高的硬度值,原因是將其安裝的過程中沒有進行預熱,硬化組織產生以后進行了全面的熱處理,但是并沒有很好的效果。對其進行進一步的分析得出,硬度太高會對材料韌性產生影響,降低韌性值,受冷則會出現裂紋,而且在應力和腐蝕作用下也會產生裂紋。
經過分析以后可以得出一個結論,裂紋產生是因為球罐在組裝過程中存在應力,在進行熱處理的時候也不夠及時因而使得裂紋擴展。
4 處理缺陷因素
處理這些裂紋的首要任務就是要打磨并將其消除,打磨以后會形成一個個凹坑,這就會改變原有容器應力的分布情況,因此就不能夠再采取原有的計算方法對其強度進行計算處理了。經過打磨以后,原有的凹坑如果數值在正常的范圍以內,那么就不需要進行補焊的工作,因為那樣也不會對定級產生影響。
4.1 凹坑無需補焊
打磨后的裂紋會形成一定的深度,如果其深度在一定范圍內,那么就會存在凹坑,對定級不會造成影響,很多的裂紋都符合這方面的范圍。其次,要按照矩形長軸和短軸的情況規定深度是2A(mm)、C(mm)、2B(mm),從而計算出其參數,如果參數在0.10以內,那么凹坑所處的范圍則屬于標準范圍。
4.2 凹坑需要補焊
不滿足以上要求的就要對其進行補焊。
4.3 參數的計算分析
對參數進行計算的規則需要一定的條件,這些條件包括:
(1)保證凹坑光滑,表面的過度平緩,此外還要確保周圍沒有其他的缺陷。
(2)保證凹坑周圍沒有幾何或是有較為尖銳棱角的范圍。
(3)容易沒有受到外來的壓力與載荷。
(4)圓筒薄壁的值在0.18以內或者是球殼薄壁值在0.10以內。
(5)材料的選擇要符合相關壓力的要求,不能出現劣化的情況。
(6)深度不能超過12mm而且要比臂厚值的1/3要小,而坑底的厚度最小也要在3mm以上。
(7)凹坑的半長要在1.4(RT)1/2之內。
半寬要大于3倍的深度值,計算的公式要以G0=CA/[T(RT)1/2]為準。具體情況見表2。
4.4 修補缺陷
(1)修補以前,有缺陷的裂紋需要配置一個修補方案,要通過相關的設計單位的批準才能統一準備修補的設備,同時需要一批具有豐富經驗的工作人員進行施工,返修工作需要特種設備的檢驗和監督下實施。
(2)打磨好裂紋的表面,將裂紋徹底進行清除,接著采用磁粉進行檢測,如果發現還有未清除的裂紋要繼續清除并打磨,直到徹底清除干凈為止。如果裂紋埋伏較深,可以選擇采用超聲波對其進行檢測,準確定位裂紋的位置,再用碳弧氣刨慢慢清除缺陷的部位,在就要到達時停止,轉變打磨形式,采用砂輪機清除缺陷,完畢后要對其進行檢測,確定清除干凈以后工作完成。
(3)如果凹坑需要補焊,那么要提前對其進行預熱,將冷卻的速度減慢,降低受到影響的硬度,盡量避免產生組織硬化,同時中心以修補的位置為準,采用150mm半徑的范圍進行預熱,溫度保持在125℃~175℃之間。
(4)選用具有豐富經驗的工作人員進行焊接工作,嚴格根據評定的標準參數進行,選擇被烘干的E5015焊條,保持每層之間為4mm左右,焊干以后再徹底清除焊渣,同時保持溫度在150℃以上。
(5)焊干后要對其進行檢查,先檢測外觀是否合格,并在24小時時間后對磁粉進行檢測,檢測完畢后采用超聲復檢,比例保持在100%。
(6)熱處理球館的局部,在返修工作中,要按照深度的情況考慮消除應力采用的可能性,如果需要那么久要對局部進行加熱,溫度保持在625℃左右,并在加熱的部位保持溫度。
(7)根據監察規程的相關規定,嚴格進行耐壓的試驗,保證受壓的元件在進行補焊工作中深度不能小于球罐厚度的一半。
(8)在修補工作完成以后以最高的工作壓力為標準對其進行氣密性的實驗,對密封性做保障工作。
結語
球罐所產生的各類質量問題中,裂紋是最常見最多的一類,也是危險性最大的一類質量問題。因此,通過無損檢測,及早發現裂紋問題,結合球罐裂紋產生的原因,及時采取有效措施對避免安全事故的發生起到至關重要的作用。
[1]黃立好.在役液化石油氣球罐焊縫表面裂紋分析[J].無損檢測,2006(11).
[2]姜義.液化石油氣球罐裂紋的成因分析[J].科技資訊,2011(07).
TG44 < class="emphasis_bold"> 文獻標識碼:A
A
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24