異種鋼P(yáng)91/12Cr1MoV多道焊的殘余應(yīng)力分析
2014-05-29 00:42:18丁依龍趙燕萍鞏建鳴
化工機(jī)械 2014年6期
丁依龍 趙燕萍 鞏建鳴 姜 勇
(南京工業(yè)大學(xué)機(jī)械與動(dòng)力工程學(xué)院)
近年來(lái),隨著超(超)臨界火電機(jī)組的蒸汽參數(shù)不斷提高,工業(yè)上不斷發(fā)展和采用具有更高高溫強(qiáng)度的耐高溫腐蝕材料,有些還要求材料能夠承受較大的拘束應(yīng)力和振動(dòng)載荷。目前超(超)臨界機(jī)組主蒸汽管道材料多采用P91和P92鋼,P91鋼屬于調(diào)質(zhì)回火馬氏體鋼,具有高密度位錯(cuò)和高度細(xì)化晶粒,進(jìn)一步強(qiáng)化和顯著提高了韌性,由于P91鋼降低了碳和雜質(zhì)元素的含量,因此焊接裂紋的敏感性明顯降低。處于經(jīng)濟(jì)性方面的考慮,蒸汽管道低溫段仍使用具有較強(qiáng)熱強(qiáng)性能和持久塑性的珠光體耐熱鋼12Cr1MoV。
工業(yè)實(shí)際中存在大量焊接性較差的P91/12Cr1MoV異種鋼焊接接頭,接頭失效時(shí)常發(fā)生。焊接引起的殘余應(yīng)力是影響結(jié)構(gòu)完整性的重要因素[1],對(duì)焊接接頭的抗應(yīng)力腐蝕開(kāi)裂及抗疲勞性能等有著重要作用,因此測(cè)量焊接接頭的殘余應(yīng)力場(chǎng)十分必要。筆者采用ABAQUS數(shù)值模擬法研究了P91/12Cr1MoV異種鋼焊接接頭的殘余應(yīng)力分布。通過(guò)建立三維異種鋼焊接接頭模型,采用有限元方法計(jì)算其殘余應(yīng)力分布。
1 有限元模擬
焊接過(guò)程均通過(guò)氣體保護(hù)電弧焊(MIG)實(shí)現(xiàn),其中焊材為φ2.4mm的GTR-2CM (主要成分為2.5Cr-1Mo),焊接工藝參數(shù)見(jiàn)表1。焊接接頭結(jié)構(gòu)包含兩種不同材料(P91鋼和12Cr1MoV鋼)的管子,內(nèi)徑為 273mm,軸向半管長(zhǎng)為 150mm,厚度為20mm,母材和焊縫部位的化學(xué)成分見(jiàn)表2[2]。模擬過(guò)程中,為了減小模型尺寸和簡(jiǎn)化結(jié)構(gòu),近似假設(shè)六道焊縫的橫截面為理想矩形形狀。
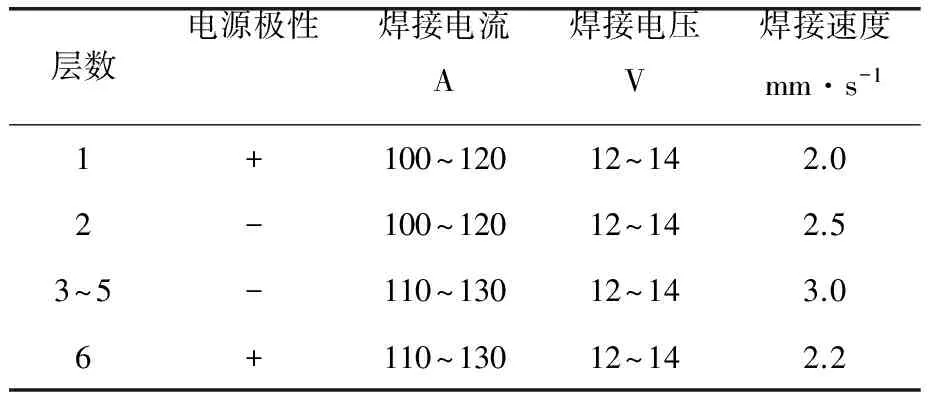
表1 焊接參數(shù)

表2 母材和焊縫的化學(xué)成分 %
利用三維間接耦合溫度場(chǎng)和應(yīng)力場(chǎng)有限元法計(jì)算焊接引起的殘余應(yīng)力。首先進(jìn)行溫度場(chǎng)分析,然后將各節(jié)點(diǎn)溫度場(chǎng)的計(jì)算結(jié)果輸出到結(jié)果文件,并作為應(yīng)力分析的預(yù)定義場(chǎng);在應(yīng)力分析過(guò)程中從預(yù)定義場(chǎng)中讀取各節(jié)點(diǎn)溫度,然后進(jìn)行插值計(jì)算,得到殘余應(yīng)力的分布。
母材(P91和12Cr1MoV)的材料性能可認(rèn)為是與溫度有關(guān)的參數(shù)[3],且在焊接過(guò)程中變化保持一致。計(jì)算過(guò)程中涉及的熱力學(xué)性能參數(shù)有:密度ρ、比熱容c、熱導(dǎo)率k、彈性模量E、屈服強(qiáng)度σs、泊松比μ和熱膨脹系數(shù)α。
利用有限元軟件ABAQUS建立焊接接頭三維模型[4],網(wǎng)格劃分如圖1所示,在焊縫和補(bǔ)焊區(qū)域劃分較密,遠(yuǎn)離焊縫區(qū)域較為稀疏,共128 998個(gè)單元,149 805個(gè)節(jié)點(diǎn)。原始焊接的溫度場(chǎng)和應(yīng)力場(chǎng)計(jì)算采用相同的節(jié)點(diǎn)和單元。為了防止剛體轉(zhuǎn)動(dòng),管道兩端的表面限制了軸向移動(dòng)[5]。管道溫度場(chǎng)計(jì)算采用八節(jié)點(diǎn)DC3D8單元,模型內(nèi)、外表面和端面選擇對(duì)流和輻射邊界條件,對(duì)流系數(shù)為10 W/(m2·K),輻射發(fā)射率為0.85,初始溫度為20℃;應(yīng)力場(chǎng)計(jì)算采用C3D8單元。該模型沒(méi)有考慮相轉(zhuǎn)變效應(yīng)[6],因此總應(yīng)變率分別由彈性應(yīng)變率、塑性應(yīng)變率和熱應(yīng)變率組成,即:
ε·=ε·e+ε·p+ε·th
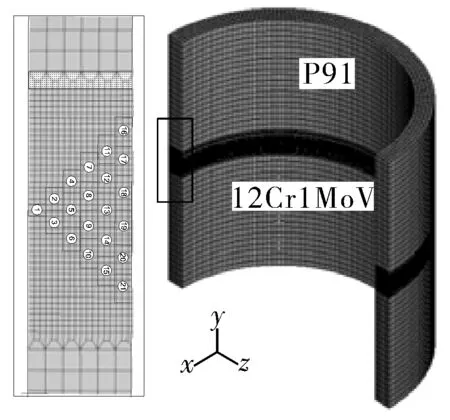
圖1 焊接接頭有限元模型及網(wǎng)格劃分
2 結(jié)果分析
圖2為焊接接頭外表面軸向與環(huán)向殘余應(yīng)力分布,從圖2可以看出:在焊縫部位,軸向殘余應(yīng)力均為負(fù)值,即為殘余壓應(yīng)力,離焊縫中心線(xiàn)越遠(yuǎn),越趨向于零;而環(huán)向殘余應(yīng)力趨勢(shì)相反,在焊縫處產(chǎn)生殘余拉應(yīng)力,然后逐漸減小;在P91側(cè)熱影響區(qū)內(nèi),軸向和環(huán)向殘余應(yīng)力均比其他部位大,軸向殘余應(yīng)力峰值為215MPa,環(huán)向殘余應(yīng)力峰值為190MPa;12Cr1MoV最大軸向殘余應(yīng)力為150MPa,最大環(huán)向殘余應(yīng)力為110MPa,最大應(yīng)力均在靠近焊縫熔合線(xiàn)部位出現(xiàn)。

圖2 外表面軸向與環(huán)向殘余應(yīng)力分布
焊接接頭內(nèi)表面焊接殘余應(yīng)力分布如圖3所示,從圖3可以看出:軸向與環(huán)向殘余應(yīng)力具有一定的相似度,都產(chǎn)生了較大的殘余應(yīng)力;P91最大軸向殘余應(yīng)力和環(huán)向殘余應(yīng)力都出現(xiàn)在P91母材與焊縫熔合線(xiàn)位置,分別約為500、450MPa。

圖3 內(nèi)表面軸向與環(huán)向殘余應(yīng)力分布
由此可知,最大殘余應(yīng)力均出現(xiàn)在P91側(cè),這可能是因?yàn)镻91的熱膨脹系數(shù)與焊材(GTR-2CM)相差較大,且P91的屈服強(qiáng)度較高,焊接過(guò)程中產(chǎn)生了較大約束。
3 結(jié)束語(yǔ)
筆者采用有限元分析法對(duì)P91/12Cr1MoV異種鋼焊接接頭的殘余應(yīng)力場(chǎng)分布進(jìn)行模擬,結(jié)果表明:在焊縫部位,外表面軸向應(yīng)力與環(huán)向應(yīng)力呈現(xiàn)出相反的分布規(guī)律,軸向應(yīng)力為殘余拉應(yīng)力,而環(huán)向應(yīng)力為殘余壓應(yīng)力;內(nèi)、外表面的最大殘余應(yīng)力均出現(xiàn)在P91側(cè)熱影響區(qū)的熔合線(xiàn)位置,這是整個(gè)P91/12CrMoV異種鋼焊接接頭的最薄弱部位。
[1] Joseph A, Rai S K, Jayakumar T, et al. Evaluation of Residual Stresses in Dissimilar Weld Joints[J]. International Journal of Pressure Vessels and Piping ,2005,82(9):700~705.
[2] 魯惠民,陳遠(yuǎn)遠(yuǎn).機(jī)械工程材料性能數(shù)據(jù)手冊(cè)[M].北京:機(jī)械工業(yè)出版社,1995:156~162.
[3] 趙奕斌.壓力容器材料實(shí)用手冊(cè)——碳鋼及合金鋼[M].北京:化學(xué)工業(yè)出版社,2000:356~362.
[4] Cao Z, Dong P, Brust F. Fast Thermal Solution Procedure for Analyzing 3D Multi-pass Welded Structures[J]. Welding Research Council Bulletin, 2000, 455(55):12~21.
[5] Goldak J, Chakaravarti A, Bibby M. A New Finite Element Model for Welding Heat Sources[J]. Metallurgical Transactions,1984,15(2):299~305.
[6] Katsareas D, Youtsos A G. Residual Stress Prediction in Dissimilar Metal Weld Pipe Joints Using the Finite Element Method[J]. Material Science, 2005,490/491: 53~61.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
上海節(jié)能(2020年3期)2020-04-13 13:16:16
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:00
天津醫(yī)科大學(xué)學(xué)報(bào)(2019年6期)2019-08-13 07:04:32
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
