S7-200 SMART在塑封膜包裝線中的應用
2014-05-29 09:40:40北新集團建材股份有限公司涿州分公司武高峰
自動化博覽 2014年10期
北新集團建材股份有限公司涿州分公司 武高峰
在企業搬遷工作中,原來在包裝崗位有兩臺其他品牌的小型PLC在使用,分別控制堆垛崗位和封切熱縮崗位。目前該型號產品已經被淘汰,而在搬遷后發現,PLC上電無反應,必須要進行更新換代。
1 工藝原理
本包裝設備,完成對本廠建材產品的包裝,包裝材料使用PE熱縮塑封膜。主要工藝步驟包括:①堆垛;②封切:對塑料膜進行切斷和封口;③熱縮:使PE膜加熱收縮包裹產品。
2 方案選型
2.1 控制方案設計
2.2 PLC選型及IO表設計
根據現場設備匯總需要輸入點13個,輸出點12個,使用S7-200 SMART系列的SR40型號CPU并設計IO表。
2.3 其它主要電氣設備選型
另外選擇了1臺安川V1000變頻器和2臺山武SDC36溫控表分別進行速度和溫度的控制,它們都支持通過MODBUS通信協議與S7-200 SMART進行通信。
2.4 確定通訊方案
(1)上位機以太網通信方案
本工廠使用的上位機為亞控公司生產的組態王上位機組態軟件,經過查找發現組態王已經更新了S7-200 SMART的驅動,驅動名稱:S7 TCP.DLL,驅動版本:60.1.24.30。
(2)MODBUS通訊方案
安川V1000變頻器和山武SDC36溫控表具有非常相似的指令結構,能夠方便地接入系統。

從站地址 功能碼 數據 故障檢出
其中讀取和寫入的功能碼分別是03H和10H。
3 編程與調試
3.1 IO控制程序編程與調試
塑封膜包裝線中堆垛和封切工序的動作最為復雜,而且各動作也存在著邏輯關系,為了準確執行各封切動作,采用步進控制。其他的只采用普通的邏輯控制即可。
該滑坡Ⅰ-Ⅰ′主剖面的兩處地表總位移數據與庫水位的關系見圖3。由圖3可知,在庫水位第1次從145 m蓄水到156 m及后續下降到145 m的過程中,兩處總位移呈波動式上升,但并不明顯;當第2次從145 m蓄水到172.7 m時,兩處總位移都有較為明顯的增加,尤其是庫水位從172.7 m下降到145 m時,兩處總位移增加明顯,后緣JCD1監測點總位移達到107.5 mm,前緣JCD2總位移達到91.3 mm。總體而言,該滑坡變形受庫水位波動影響明顯,尤其是對庫水位下降較為敏感。
3.2 MODBUS通信程序編程與調試
(1)安川V1000變頻器和山武SDC36溫控表參數設置
對變頻器的b1-01、b1-02以及H5-01~H5-12進行設置,采用MODBUS通信給定頻率指令和運行指令,并設置相關通信參數。
對溫控表的C64~C70進行通信參數設置。
通信參數使用9600bps通信速度,8位數據位,偶校驗方式。通信地址分別使用1、2、3。
(2)命令數據內容
MODBUS通信采用自由口通信協議,需要根據指令格式進行命令的編寫。
① 根據命令數據內容可知,有些命令數據是不改變的,這些常量數據可以直接編寫數據塊賦值。
② CRC-16校驗碼,要在程序中編寫CRC程序,進行計算和比對。
③ 變頻器的啟停,頻率值,溫度值的設定和讀取,根據具體情況給相應地址賦值。
(3)通信程序編寫
① 端口0初始化:通過對SMB30、87以及SMW90、92、94進行端口0的通信初始化設置。
② 通信指令:
通訊指令使用XMT和RCV指令進行數據的發送和接收。實現數據的寫入和讀取。
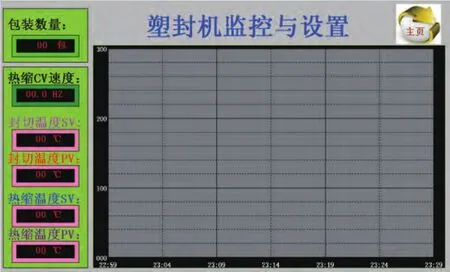
3.3 上位機組態
上位機首先與PLC通過網線連接,然后在對組態王進行組態實現監控和設置功能。
4 項目心得體會
本次使用的SR40型號CPU,很適合在系統點數要求不高的場合使用。且其通信功能又使之具有了較強的擴展性,能完成較為復雜的控制。其以太網接口還能與上位機連接,整體上其控制能力和操作性上都具有獨特的優勢。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
防爆電機(2020年3期)2020-11-06 09:07:42
測控技術(2018年5期)2018-12-09 09:04:50
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電子制作(2017年7期)2017-06-05 09:36:13
電信科學(2016年10期)2016-11-23 05:11:56
西安航空學院學報(2014年5期)2014-07-13 01:27:52
自動化博覽(2014年12期)2014-02-28 22:34:39
機電信息(2014年27期)2014-02-27 15:53:56
