干式磨邊機的工作原理和生產中的運用*
2014-05-12 11:16:02王銀川
陶瓷 2014年6期
王銀川 賈 軍
(1佛山南海大業動力機械有限公司 廣東 佛山 528000)(2咸陽陶瓷研究設計院 陜西 咸陽 712000)
干式磨邊機,俗稱無水磨邊機。磨邊倒角生產線是墻地磚加工自動生產線中必不可少的機械設備之一。整機由送磚機、進磚輸送線架、磨邊倒角前臺機、90°轉向輸送線架、磨邊倒角后臺機、出磚線架和除塵系統等組成。其中主機部分有對中裝置、推磚裝置、調寬裝置、定位壓緊機構等,這些裝置操作簡單、維護方便、節約能源。該設備主要用于墻地磚四邊效果的側磨修整,為保證所磨磚規格的質量要求提供條件,經其加工過的產品,能有效的消除墻地磚的收縮不定、大小頭、波浪邊及微量崩角、崩邊等缺陷。
無水磨邊方式,減少了傳統的烘干環節,可直接進行窯爐磨邊、打包,節省了場地,減少了人工,節約了用電量。產品由于使用無水磨削,所以無需烘干,避免了產品包裝后變色、包裝箱發霉;吸塵系統收集的粉塵可直接回收再利用。干式磨邊機因無水浸蝕,所以經久耐用、故障率低、調整方便,節約投資和生產成本,可更有效地克服崩角、崩釉等缺陷,經磨邊后的邊角更平順圓滑,對角線更精密。
1 設備主要結構及工作原理
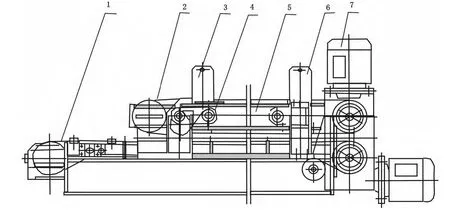
圖1 傳動示意圖
1.1 傳動系統
傳動系統由壓梁部件及皮帶傳輸機構部件構成。
傳動系統示意圖如圖1所示。
由圖1可知,壓梁部件由氣缸、活節、轉臂、導向條等組成,氣缸通過活節、轉臂帶動壓梁可做上下運動。皮帶傳輸部件由減速電機、齒輪、同步帶等組成。上下同步帶通過同步帶輪傳動作等速運動,磚坯在輸送過程中與上、下壓帶相對靜止,從而實現磚坯的均勻磨削。此種結構為保證磨邊質量的最佳方式。上、下壓帶夾持磚坯的壓緊力可通過調整壓梁氣缸的壓力來調節。
1.2 主機架構件
主機架構件用于支承對磨機其他各部件,它由底座、橫梁、導向軸、調節螺桿、調節手輪等組成。橫梁通過蝸輪蝸桿及絲桿機構實現縱向調節,帶動橫梁上的磨頭、輸送帶、對中機構等做縱向移動,以適應磨削不同規格磚坯的要求。主機架構件示意圖如圖2所示。
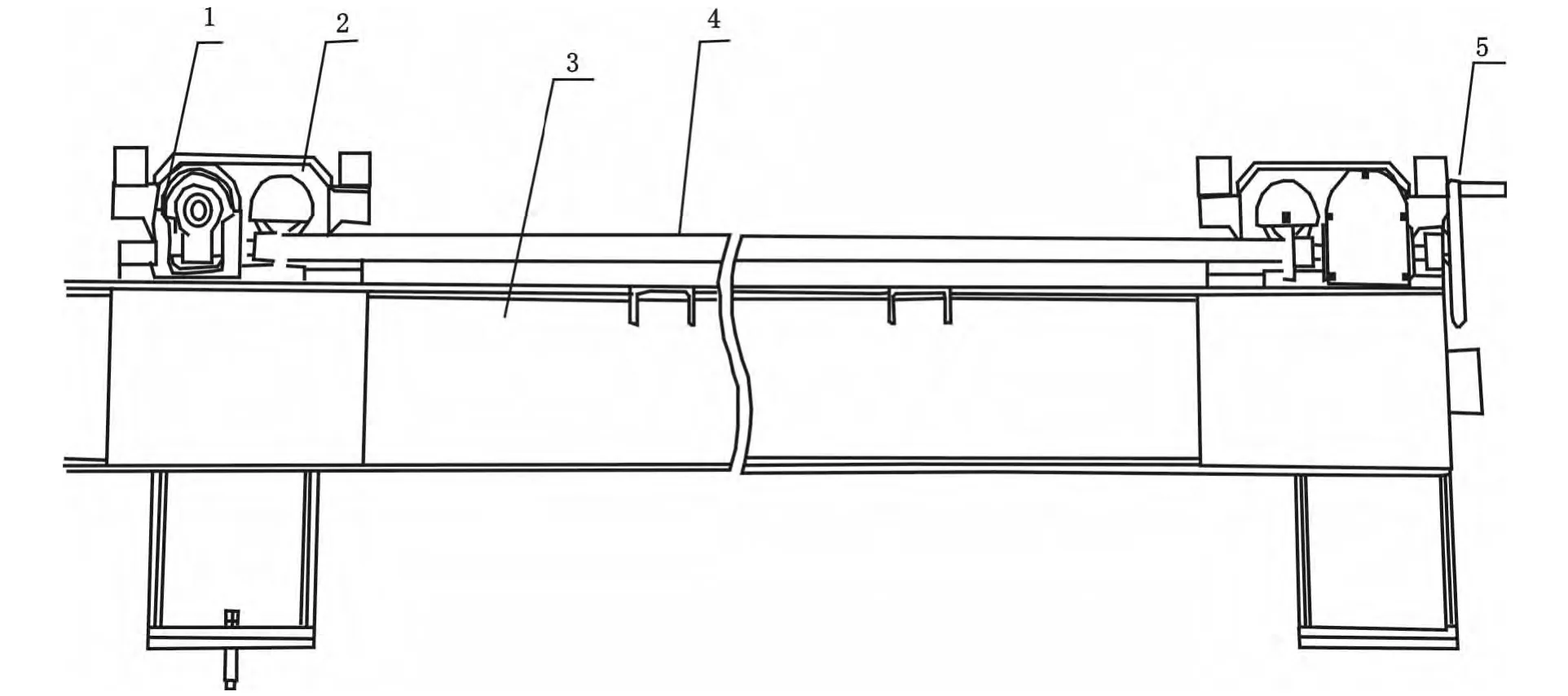
圖2 主機架構件示意圖
1.3 對中機構
對中機構示意圖如圖3所示。
對中機構主要用來均衡兩邊磨頭的磨削量,使磚坯置于對磨機正中央,它由氣缸、導向機構及聯動機構組成。聯動機構用來保證兩邊對中活動塊動作協調一致,完成準確對中。
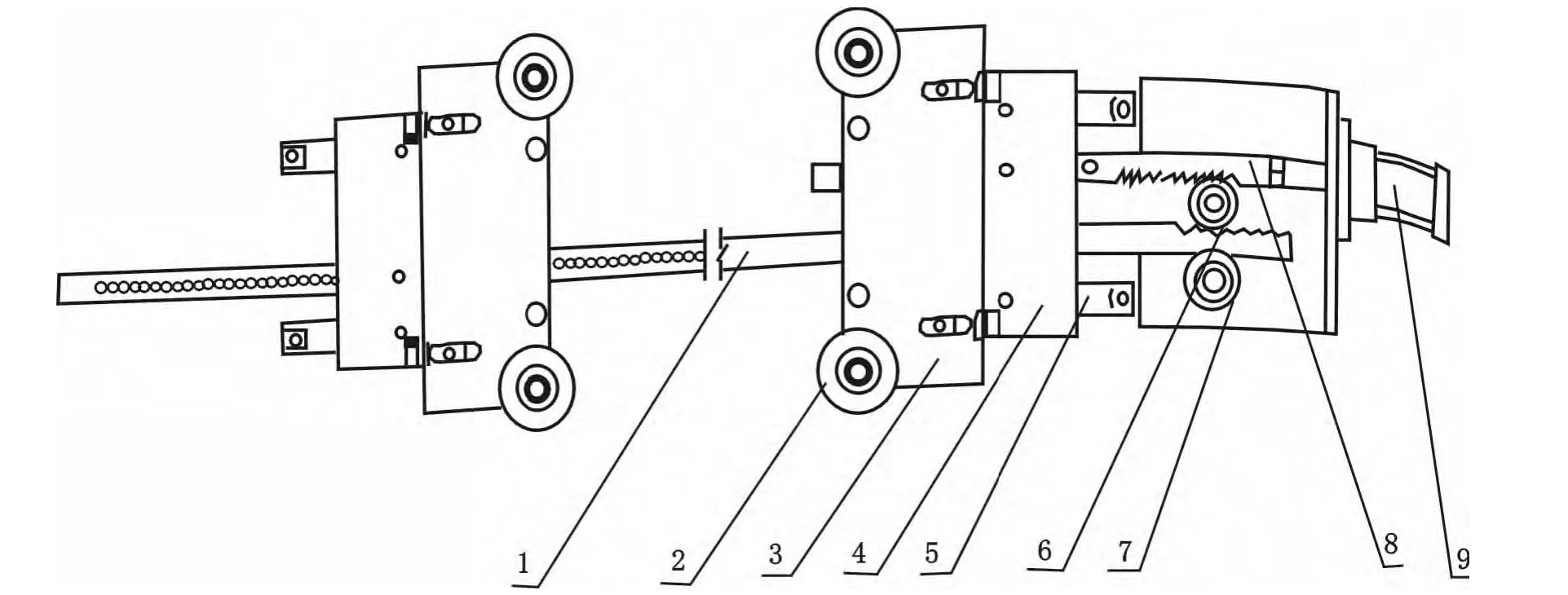
圖3 對中機構示意圖
1.4 推磚機構
推磚機構示意圖如圖4所示。
推磚機構用于校正出磚的對角線。由變頻器控制推磚電機變速后,經同步帶帶動推磚架在導軸上作往復運動,以達到推磚的目的。推磚的極限位置由位于推磚架上的光電開關控制。推磚架上設有一個氣缸,下端帶有推磚爪,通過氣缸排氣動作,推磚爪做上下運動。推磚時氣缸帶動推磚爪下行,推磚前進;復位時,氣缸將推磚爪上提。推磚爪上裝的微調螺釘,用于調整出磚對角線。
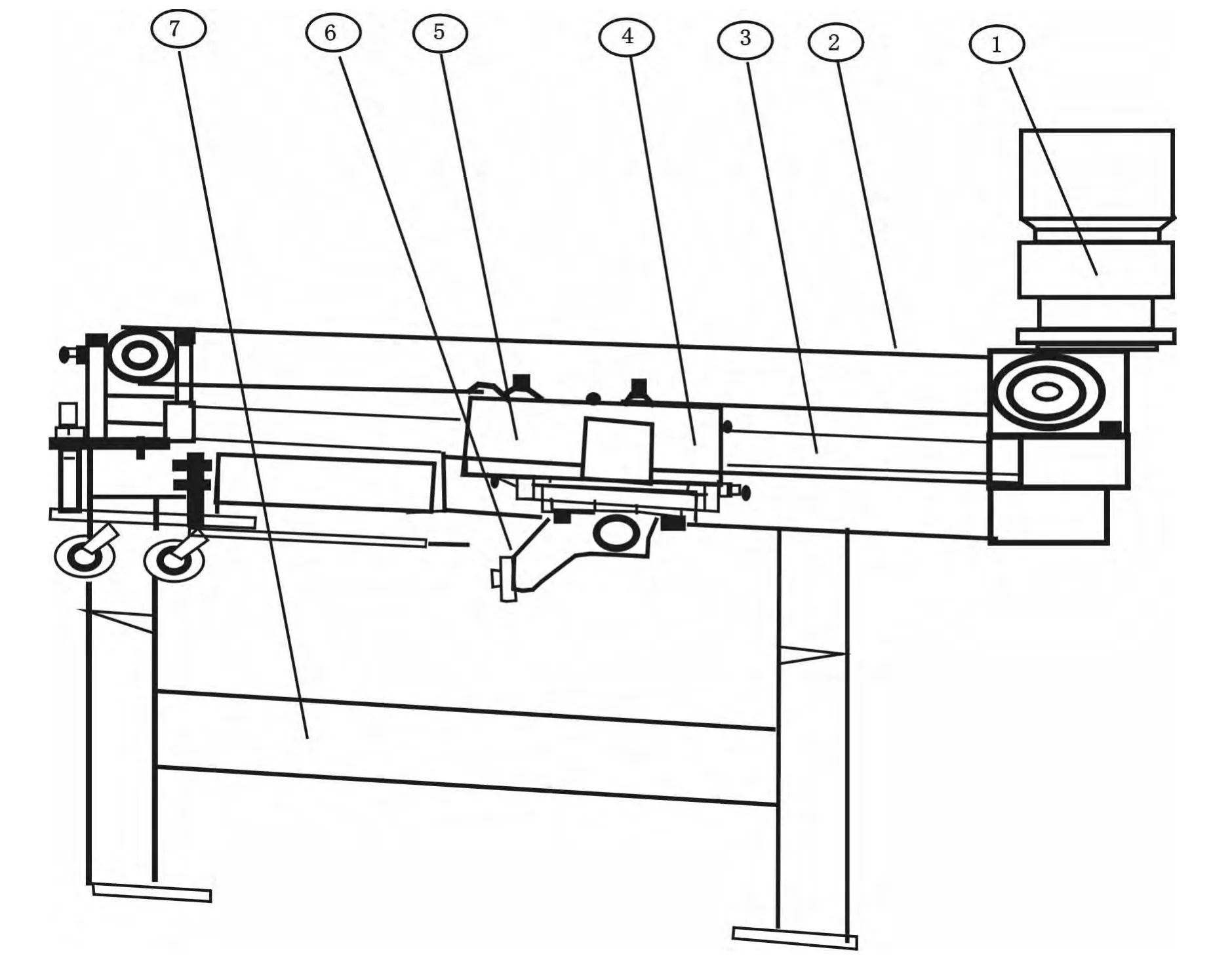
圖4 推磚機構示意圖
1.5 磨邊倒角機組件
磨邊電機帶動砂輪固定盤旋轉,裝在砂輪固定盤前端的金剛砂輪同步旋轉作磨削運動。磨頭上裝有微調機構,該機構由調節螺桿及螺母組成,可調整砂輪磨削量,只要旋動手輪便能使砂輪作微量調整。
倒底角磨頭(如圖5所示)機構由電機、磨邊底座、倒底角座、主動帶輪、被動帶輪、磨頭組成。在倒底角座與磨邊底座組合安裝后,使倒角磨頭軸與水平線成40°角,以達到倒角的目的。電機通過皮帶輪帶動磨頭軸上的金剛砂輪作同步旋轉磨削運動。
倒面角磨頭機構由電機、倒角磨頭、倒角磨頭支承座及支座翻板組成。在倒角磨頭支座及支座翻板的組合安裝后,使倒角磨頭軸與水平線成45°角,以達到倒角的目的。倒角磨頭翻板的設置主要是為了便于更換金剛砂輪。倒角磨頭氣動磨頭,由氣缸帶動作上下往復運動,并由電機帶動作同步旋轉磨削運動。
2 設備的安裝與調試
2.1 設備的安裝
1)安裝前的準備:①檢查所有的設備組件是否都存在并完好,以避免在安裝階段浪費不必要的時間與費用;②在安裝前準備好外協安裝工序條件;③采用適合的稀釋液認真清洗各個設備組件。
2)設備安裝步驟:①檢查基礎,確保設備能順利放置于基礎之上;②確定好設備供給系統安裝位置;③參照地基圖,將磨邊機主機放置于基礎安裝位置附近;④調整輸送帶進出口位置,使其松緊適宜并在進出口位置很好的與其他機械設備銜接;⑤確定設備安裝的中心線,在基礎中心線上方拉一條棉線并將其固定,如果該設備同其他設備配套,必須使安裝中心線重合;⑥根據安裝中心線校正設備中心、整線水平,將各單臺機的輸送帶表面作為參考面,粗校整線水平,開始安裝,連接電源和氣源。
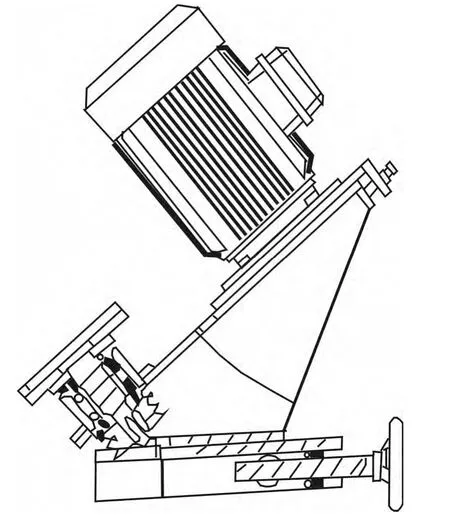
圖5 倒底角磨頭
3)安裝方法:①抽去導向座上的防水罩;②撤除對磨機導向軸的防塵罩,將水平儀放置于導向軸上,精校磨邊主機的水平;③校準水平后,用膨脹螺栓將磨邊機機腳與地面相連接;④重新裝好防塵罩與防水罩。
2.2 設備的調試
1)大梁位置的調整:當磨邊機所磨削的磚坯規格發生變化時,需要通過調節調寬裝置來調整橫梁的距離,這項操作主要是通過調節手輪來實現,操作步驟如下:松開對中連桿上的鎖緊螺釘;轉動手輪,將橫梁移動到指定位置,要求橫梁上同步帶外緣距離比所磨磚尺寸小約50mm;鎖緊對中連桿上的鎖緊螺釘。
2)對中裝置的調整:松開定位螺釘,旋轉調節螺釘,調整到所需的位置;用調節螺釘將兩輪外緣當做直線,使這條直線與主機中心線基本平行;按磚規格要求調整好后,鎖緊定位螺釘。
3)推磚裝置的調整:①調整磚坯規格:移動光電控制開關,使推磚架正常工作在相應的極限位置以適應磚的規格要求,調整推磚爪之間的距離;②精調磚對角線:調整調節螺釘使推磚爪接觸點直線與主機中心線垂直,調整好后鎖緊螺絲;③調整變頻調速,選擇最佳速度。
4)壓梁裝置的調整:將壓梁氣缸壓力調整在0.20 MPa左右;調節壓梁轉臂處調節螺釘,使上壓帶下限位置與下壓帶間距比磚坯厚度小約1mm,并確保同一壓梁的前后間距一致;
5)磨頭的調整:松開調整磨頭座固定螺栓,調整到合適的角度后擺放并固定好;每對金剛砂輪前沿連線相對主機中心線垂直度偏差不超過1mm;磨削量應逐級遞減;倒角磨頭磨削量應控制在0.50~1.00mm范圍內,邊角量應盡量保持一致。
3 開機操作
3.1 開機前準備
1)檢查機器上每個電機的旋轉方向是否正確;
2)確認上壓帶正常工作;
3)將2臺主機及連接線的輸送帶速度調整到合適的大小;
4)檢查安全傳感器與光電檢測開關是否正常工作;
5)檢查金剛磨邊輪與樹脂倒角輪是否正確安裝于磨頭軸與砂輪夾盤上,并采用合適的螺栓連接;
6)檢查壓梁裝置能否正常工作,其工作壓力是否合適;
7)確認磚坯能在對中裝置作用下正確對中,且對中是同步進行;
8)確保磨邊頭處于正確工作位置,檢查各砂輪與皮帶間距是否合理;
9)打開氣源開關,連接三聯體氣路,調整三聯體氣壓在0.6~0.8MPa;
10)檢查輸磚坯線擋磚板的開度與磨邊機橫梁的間距是否滿足所磨磚規格的要求,不合要求的要作適當調整;
11)調整各氣缸壓力到規定值附近,其壓力分別為:壓帶氣缸0.15MPa;對中氣缸0.40MPa;推磚爪氣缸0.40MPa;倒角氣缸0.20MPa;磨邊氣缸0.20 MPa。
3.2 空機試運行
1)開機。依次啟動磨邊機、倒角機,或者自動啟動;按照從后至前的順序依次啟動各傳動電機,或者自動啟動;開始進磚;檢查出磚質量,必要時重新對整機進行調整;在開機狀態下轉動各主機變頻及輸送線中的無極變速器旋鈕,調整進磚間距及輸磚速度。
2)關機。待磚全部走空,關閉各磨邊、倒角電機及風機電機,按下急停按鈕,關閉電源、氣源。
3)整機運行。確認試運行正常、出磚質量合格后,開始進磚,作整線運行。
4)操作注意事項:①如出現意外情況應立即按下急停按鈕,排除故障后再重新開機;②出現碎磚時應及時按下急停按鈕,升起上壓帶,清除碎磚后重新開機;③應盡量調節精確,使得各對磨邊輪磨削量一致,均勻磨削;④更換磚的規格時,應先旋松對中齒條軸緊固螺栓,然后調節手輪;⑤設備在運轉過程中應勤檢查、多觀察,及時了解運動機構工作狀況、各潤滑點的潤滑情況,確保設備處于正常運行狀態。對嚴重發熱的電機應停機查明原因,排除故障后再開機。
4 維護保養
4.1 維護保養
1)每工作8h,應清理機身上的污物、爛磚,清潔輸送帶內外表面,清掃工作場地,清洗壓縮空氣過濾器。
2)每工作1周,應檢查機器零件是否松動,檢查輸送帶、同步帶的張緊、機器的磨損、各運轉零件之間的潤滑情況。
3)每工作1個月,應檢查機器各個零部件的磨損情況,如有磨損應予以更換。
4)每工作6個月,重復上述各項檢查,對磨損嚴重的零件進行修復或更換。
5)每工作1年,進行全面檢查與維修,更換磨損件。
4.2 潤滑
1)干式磨邊機潤滑位置示意圖如圖6所示。
2)磨邊機潤滑點潤滑要求,見表1。
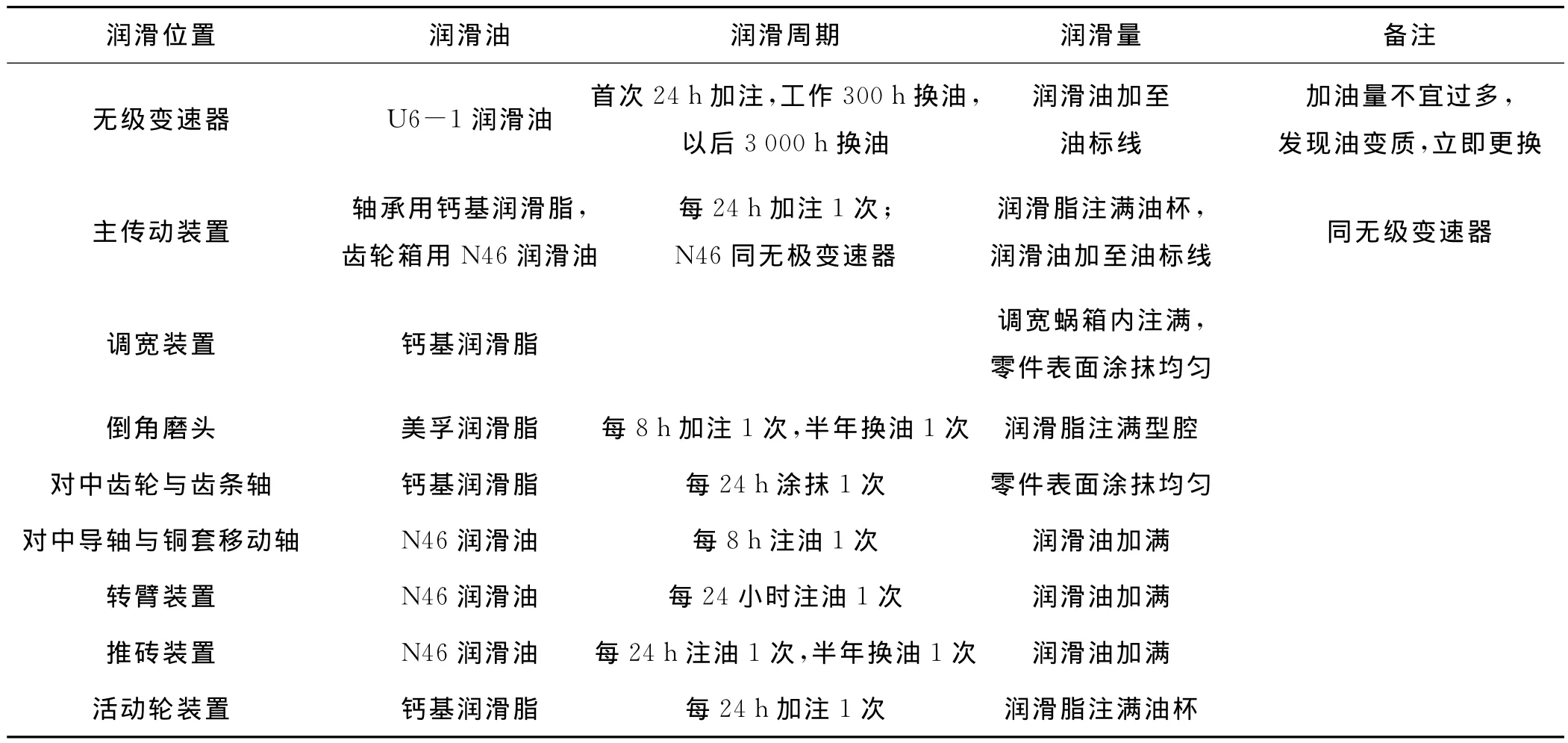
表1 磨邊機潤滑點潤滑要求
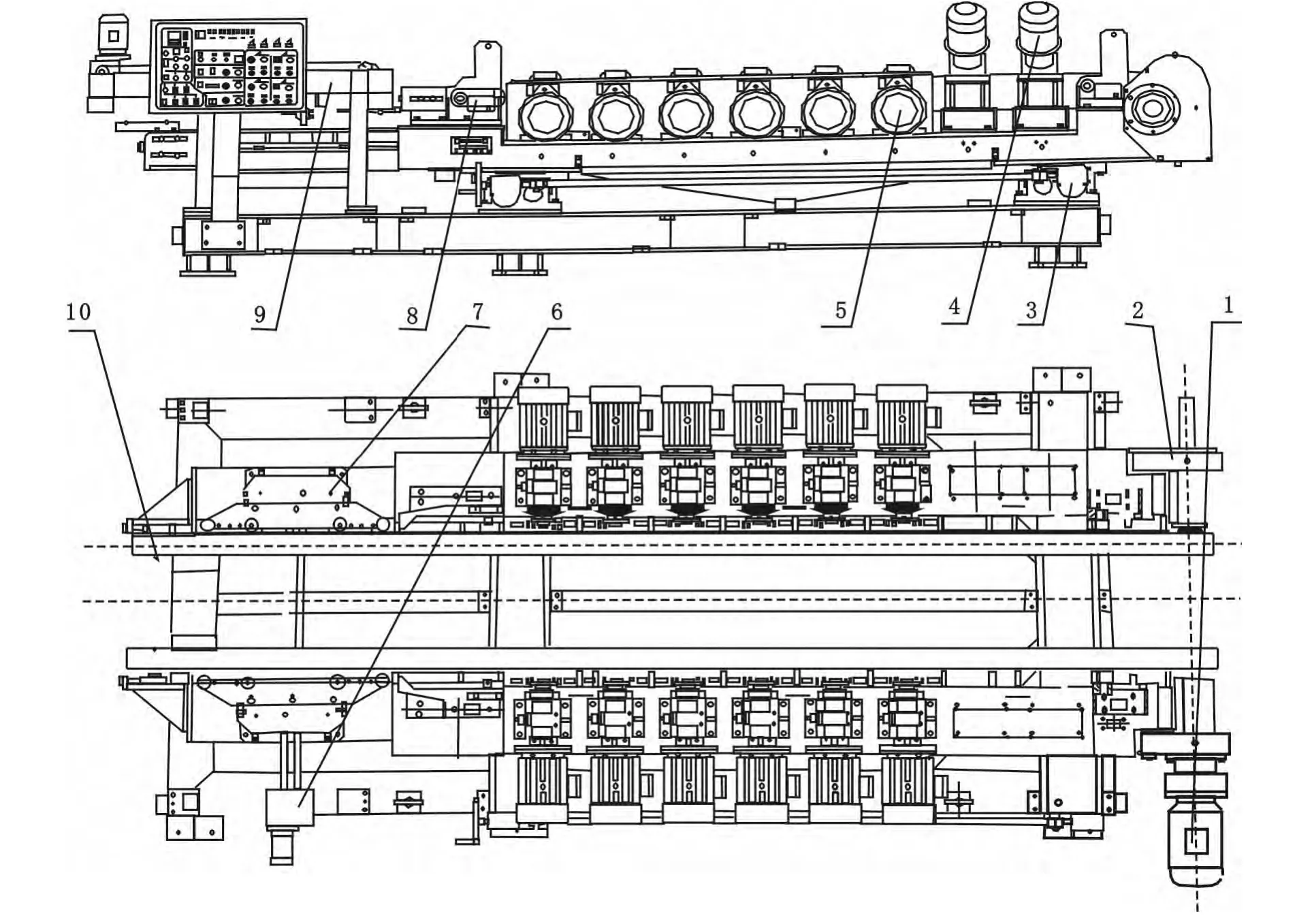
圖6 干式磨邊機潤滑位置示意圖
4.3 磨邊機常見故障及排除方法(見表2)
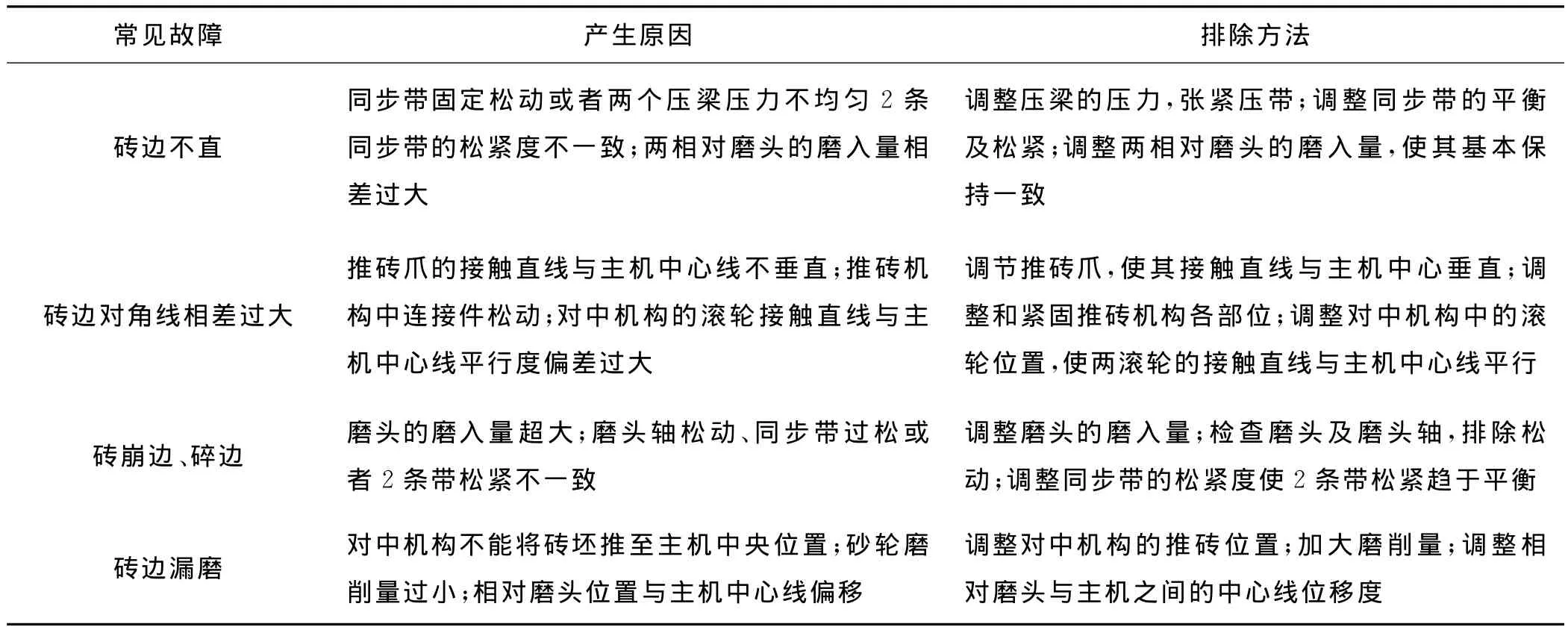
表2 磨邊機常見故障及排除方法
