高壓磨料射流中流體因素的影響研究
2014-05-10 07:48:28李震狄文婷
機床與液壓 2014年23期
關鍵詞:模型
李震,狄文婷
(內蒙古科技大學機械工程學院,內蒙古包頭014010)
0 前言
高壓磨料水射流是近幾十年在純水射流加工的基礎上發展起來的一種新的加工技術。它是磨料與高壓、高速流動的水互相混合而形成的液固兩相介質射流,它的切削作用主要由磨料來完成,磨料在高壓水的高速沖擊下,速度急劇增加,形成高速磨料射流,并以極高的速度經磨料噴嘴沖擊工件,使工件上局部應力場應力高度集中,并快速變化,因而產生沖蝕、剪切,直至材料被切除。由于高壓磨料水射流具有熱影響小、反作用小、切割速度高和切口質量高等優點目前已被廣泛用于金屬、陶瓷、石材、玻璃和復合材料的切割加工中。
1 磨料水射流的物理及數學模型
1.1 物理模型的建立
利用FLUENT 軟件研究非淹沒狀態下,流體的黏度、流量對射流出口速度和切削力的影響。運用Gambit 軟件進行二維建模和網格劃分。物理模型及尺寸如圖1所示。
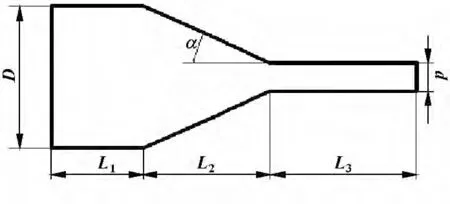
圖1 錐直型噴嘴物理模型
圖1 中各參數的取值分別為:入口直徑D=10 mm;出口直徑d=2 mm;收縮段長度L=7 mm;圓柱段長度l=8 mm;收斂角α=arctan5/7。
1.2 數學模型的建立
計算模型選擇湍流模型中的標準k-ε 方程模型,k、ε 是兩個基本未知量,與之相對應的輸運方程為:
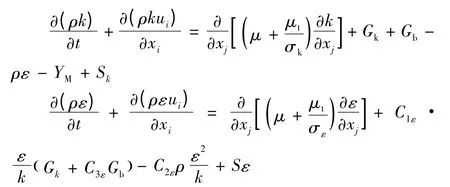
式中:k為湍動能;ε 為湍動耗散率;μt為湍動黏度);Gk是由于平均速度梯度引起的湍動能k的產生項;Gb是由于浮力引起的湍動能k的產生項;YM代表可壓湍流中脈動擴張的貢獻;σk、σε分別是與湍動能k和耗散率ε 對應的Prandtl 數;Sk、Sε是用戶定義的源項;Cμ、C1ε、C2ε、C3ε為經驗常數,模型中常數的取值為:C1ε=1.44,C2ε=1.92,Cμ=0.09,σk=1.0,σε=1.3。
2 FLUENT 仿真模型的建立及邊界條件
2.1 噴嘴內外部流動仿真模型的建立
圖2 為噴嘴及噴嘴外部流動分析所建立的有限元模型的網格剖分,左側為前混合式噴嘴的有限元模型,右側區域為噴嘴外無限大環境有限元模型,用來模擬磨料水射流噴射出噴嘴后進入的環境狀況。
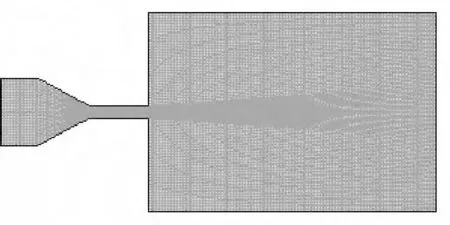
圖2 模型網格劃分
2.2 邊界和初始條件
噴嘴入口條件為速度入口,速度值為常數;設定壁面為無滑移壁面條件;出口邊界條件為壓力出口條件,操作壓力為101 325 Pa。計算兩相流時磨料顆粒為石英砂,其密度為2 660 kg/m3,黏度為1 ×10-5Pa·s。忽略粒子間的相互作用,仿真計算中流場采用歐拉模型。環境模型的分析條件:該環境模擬普通大氣環境,區域尺寸相對噴嘴口直徑可以近似看做無限大空間區域,目的在于忽略環境模型邊界對流體流動的影響。
3 模擬結果與分析
模擬入口速度v=500 m/s 兩相流中流體黏度為0.001 003 Pa·s,磨料體積分數為0.2,迭代次數為800 次時收斂,噴嘴內外的速度場分布如圖所示:射流以初始流速v進入噴嘴,經過加速,自噴嘴出射后與周圍靜止流體間形成速度不連續的見斷面,并形成了錐形的射流主體段。在縱向斷面上,軸線上流速最大,距離軸線越遠流速越小;軸線方向上,隨著射流長度的增加,射流與周圍流體摻雜,產生阻力使流速逐漸減小。
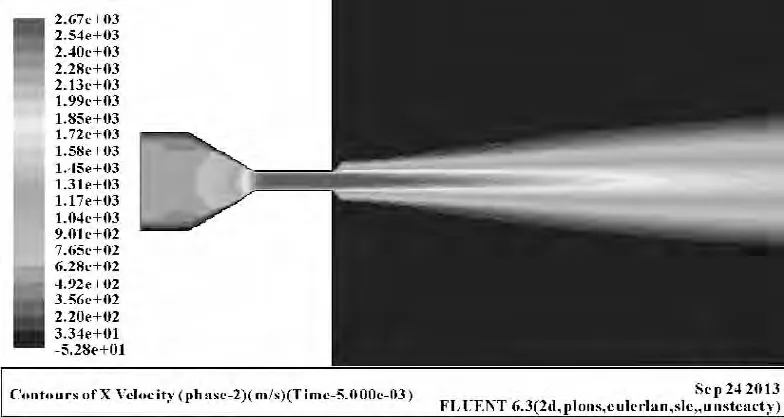
圖3 噴嘴內外速度云圖

圖4 噴嘴內外速度流線圖
3.1 流體黏度對射流效果的影響
模擬方案:入口速度v=500 m/s,在其他參數條件不變的情況下,只改變流體的黏度,使其分別為0.001、0.010、1.000、5.000、10.000 Pa·s 時,研究在不同黏度值下射流的速度和切削力變化情況,結果如圖5、6所示。

圖5 不同黏度的軸心速度變化圖
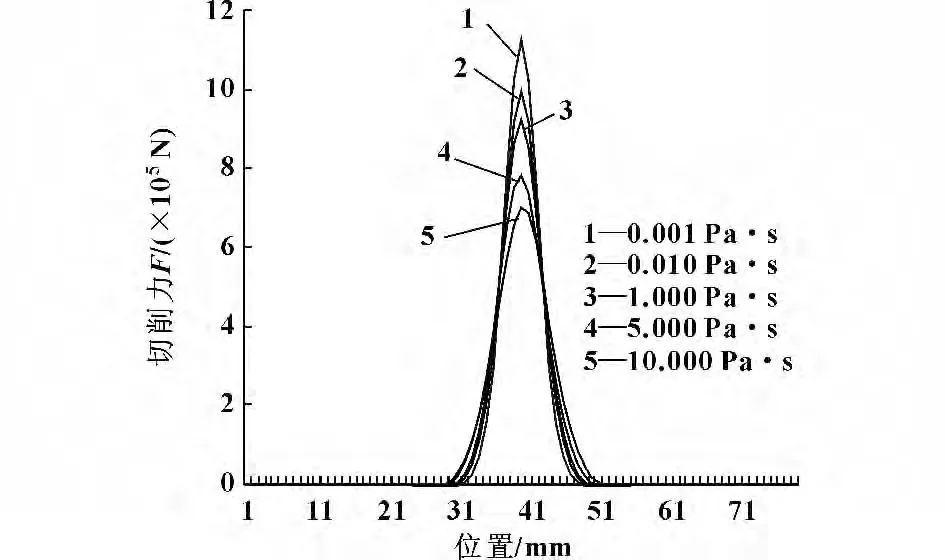
圖6 不同黏度時的出口界面切削力變化
由仿真可以看出:在噴嘴收斂段內,流體黏度對射流速度幾乎沒有影響;進入圓柱混合管內,黏度大于1.000 Pa·s 的流體速度明顯增快,黏度越大增速越快,射出時的速度也越高;黏度小于0.010 Pa·s的流體在各個階段的速度變化均不大。但在出射后,黏度大的流體速度衰減快能量損失大,到距離為1.5 噴嘴長度以后切割速度已經低于黏度小的流體。流體黏度變化對出口界面上切削力的影響跟出口速度正好相反,隨著黏度的增加,最大切削力一直減小且降幅越來越慢。
3.2 流體的密度對射流效果的影響
模擬方案:初始和邊界條件同上,使流體密度分別為700、1 200、1 800、2 200、2 600 kg/m3,軸心速度變化及出口界面切削力變化如圖7、8所示。
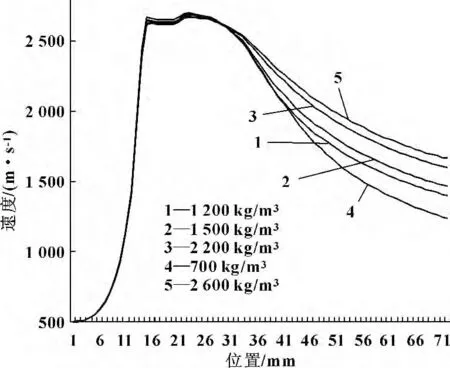
圖7 不同密度時的軸心速度變化
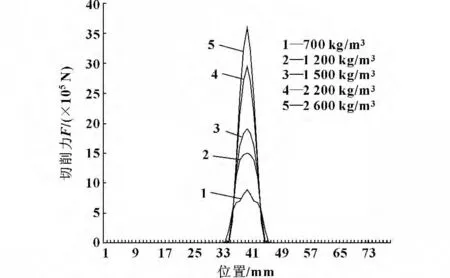
圖8 不同密度時的出口界面切削力變化
由仿真結果可知,增加流體的密度對速度的最大值幾乎沒有什么影響,但是對提高出射速度、增大切削力效果明顯。流體密度的增加提高了磨料射流的侵蝕性,射流到達靶材表面后,更容易穿透和擴展裂紋。加入某些聚合物提高流體密度后,易在噴嘴壁面形成邊界層,減少與壁面的磨損,形成良好的射流效果。
3.3 流量對射流效果的影響
模擬方案:兩相流條件及初始邊界條件不變,使工作介質流量分別為500、1 000、1 500、2 000、2 500 kg/s 時,速度與切削力的對比如圖9、10所示。

圖9 不同流量時軸心速度變化
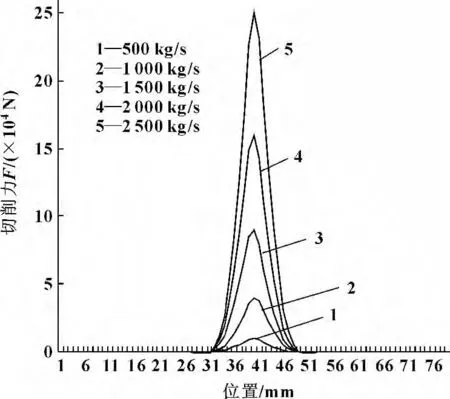
圖10 不同流量時出口界面切削力變化
由上圖可知,改變工作介質的流量使兩相流的入口速度發生變化。在噴嘴內部速度快速增加,流量越大增速越明顯。當流量高于2 000 kg/m3時,出口力上升到150 kN 以上,產生了較好的射流效果。磨料射流的切割效果來自磨料顆粒對靶件的打擊作用,而其加速過程主要依靠周圍流體對它的作用力。因而增加流量會加大在靶件上的沖擊次數,增加切割深度或切割速度。但同時隨著流量的增加,必定要提高入口壓力,同時增加了對系統的磨損,使操作難度加大。
4 結論
(1)改變兩相流中流體的性質,研究其黏度、密度、流量等方面對射流效果的影響,得到磨料射流中噴嘴內外速度分布和切削力的變化情況。
(2)由仿真結果可知:增加流體的密度對射流速度和切削力的提高效果明顯;而增加其黏度作用正好相反,由于流動阻力加大,使射流的出口速度快速衰減,出口界面切削力下降。另外,工作介質流量的改變對入口速度和射流效果也有較大的影響,在工作環境和設備允許的情況下,可以適當提高進口流量。
[1]沈忠厚.水射流理論與技術[M].東營:石油大學出版社,1998.
[2]王福軍.計算流體動力學分析:CFD 軟件原理與應用[M].北京:清華大學出版社,2004.
[3]馮衍霞,黃傳真.磨料水射流加工技術的研究現[J].機械工程,2005(6):17-19.
[4]王明波,王瑞和.噴嘴內液固兩相射流流場的數值模擬[J].石油大學學報:自然科學版,2005,29(5):46-49.
[5]王洪倫,龔烈航,姚笛.高壓水切割噴嘴的研究[J].機床與液壓,2005,33(4):42-43.
[6]劉少義,胡東,唐川林,等.淹沒前混合磨料射流的數值分析[J].湖南工業大學學報,2008,22(4):102-104,108.
[7]高激飛,胡壽根,寧原林.基于CFD 的淹沒磨料射流的數值模擬與流動特性研究[J].中國機械工程,2003,14(14):1188-1190.
[8]劉萍,張冬速,李錚.小流量磨料射流切割性能的實驗研究[J].安徽理工大學學報:自然科學版,2004,24(1):47-49.
[9]BOMBER AW,CEVAPCICI R.Principles of Abrasive Water Jet Machining[M].Springer-Verlaine,London,Appears,1998.
[10]MILLARD S.Micro Abrasive Water jets[C].Proc of 10th American Water jet Conference.Houston,Texas,1999.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19