基于工件形狀特殊且存在大倒角及大過渡圓弧的加工
2014-05-03 09:45:38趙志彪天津市天重江天重工有限公司天津300402
山東工業技術 2014年12期
關鍵詞:程序
趙志彪(天津市天重江天重工有限公司,天津300402)
基于工件形狀特殊且存在大倒角及大過渡圓弧的加工
趙志彪(天津市天重江天重工有限公司,天津300402)
闡述了形狀不規則的(不能在車床加工的工件)且存在大倒角孔或過渡圓弧的工件在SIEMENS840D數控落地鏜銑床上的加工,利用SIEMENS840D系統中的R參數的功能,編寫大倒角和大過渡圓弧加工程序時的加工思路、刀具的選擇、數控程序的編制以及應注意的問題,該程序的加工使用既可以獲得正確的R 圓弧輪廓形狀和尺寸,又能極大的提高加工生產效率。
大倒角;倒圓弧;R參數;數學建模;加工程序
我公司是大型鑄鍛件生產及加工的企業,經常有壓機的重要部件在我公司加工,而工件的設計中,往往存在大倒角及大過渡圓弧,而且所需要加工的大倒角及大過渡圓弧有較高的粗糙度要求Ra≤1.6。如果采用普通機床、傳統刀具的加工方法,加工難度系數大,很難保證正確的尺寸、輪廓及粗糙度的要求,且生產效率低;采用數控編程的加工方法,可以實現準確的輪廓,加工后拋光打磨即可達到圖紙要求的理想倒角或過渡圓弧。
我公司有一臺齊二機床廠的TK6926數控落地鏜銑,設備主要參數如下:
數控系統:SIEMENS840D數控系統
主軸直徑:260mm
滑枕(W)行程:1500mm
主軸(Z)行程:1500mm
橫向(X)軸行程:14000mm
縱向(Y)軸行程:6000mm
1 大倒角的加工方案研究
1.1 加工刀具的選擇
我公司生產的上橫梁,存在如“圖一”所示的大倒角。
加工此倒角,理論上應該用可轉位盤形銑刀,刀片是圓弧形狀的,在切削過程中圓弧面與直面之間的切削,切削時接觸面積大,可少次進刀即可達到理想的加工效果;刀具直徑315mm,刀具圓弧為R8。

在我分廠現在沒有可轉位盤形銑刀故,在加工前可用普通合金切刀,刀具磨成如圖二所示半圓弧形狀,夾在刀盤上,實測刀體半徑和刀具圓角半徑,同樣可以達到理想效果,只是加工效率偏低,現在以圖二的刀具為準,確定工件加工方案。
該倒角的加工利用數控機床的三軸聯動功能,編程的零點以及刀具的零點設置的是否合理直接影響著刀具在加工過程中的進刀、退刀的方便性。因此,孔端面為編程的XY 平面,X、Y零點為孔的中心位置,Z軸為加工深度為進給方向;在Z 軸方向對刀時,刀盤的刀片接觸到孔端面設為Z軸坐標零點。
1.2 R參數的定義及數學建模
“圖二”所示為編程零點及工件切入和切出位置。
1.2.1 R參數的設定及解釋

R1 倒角的角度
R2 倒角的深度
R3 孔半徑
R4 刀盤半徑-刀片圓角半徑
R5 刀片圓角半徑
R6 X 軸方向上,刀具中心到編程零點的距離R7 Z 軸方向上,刀具中心到編程零點的距離R8 每次X向的進刀量
1.2.2 數學建模
本程序的編寫方法是通過分析刀具在加工過程中的刀具中心的運動軌跡,計算分析找到“圖三”中刀具中心點( A 點)的運動軌跡的規律,來加以編程;A 點為刀具中心點,是相對編程零點在X 和Z 軸上的坐標為( R6,R7)位置點。
其坐標為( R6,R7)位置點的數學模型如下:R6= R3+R2*TAN(R1)-R5*COS(R1)-R4-R8

R7=-R5+R5*SIN(R1)-R8/TAN(R1)
1.3 加工程序及部分程序解釋
R1=28(倒角角度)
R2=80
R3=655(孔半徑)
R4=137.5(除去刀具圓角的刀體半徑)
R5=8(刀具半徑)
R8=0(Z方向上每次進刀深度)
R6= R3+R2*TAN(R1)-R5*COS(R1)-R4-R8TAN(R1)
R7=-R5+R5*SIN(R1)-R8
N05 M31 M33 M35
N10 G00 G90 G54
N15 G00 X0 Y0 Z50
N20 M42 M3 S400 F2000
N25 G01 X=-R6 Y0 Z=R7(刀具走到倒角起始加工位置)
N30 G02 X=-R6 I=R6(沿著孔壁旋轉一周加工)
N35 R8=R8+1(給R8賦值,每次加工完一整圈后Z軸方向上進給1mm)
N40 IF(R8<=80)GOTO N25(如果進給深度小于等于80mm時,程序跳轉到N25程序段,繼續執行循環程序,共執行81次)
N45 G00 X0 YO(加工完成返回編程零點)
N 50 Z50
N 55 M 30(程序結束)
2 大過渡圓弧的加工方案研究
大過渡圓角如“圖四”所示,加工刀具仍為直徑315mm,刀具圓弧為R8;編程零點如“圖二”所示;工件切入和切出位置為圓弧與直線的切點。
2.1 數學建模
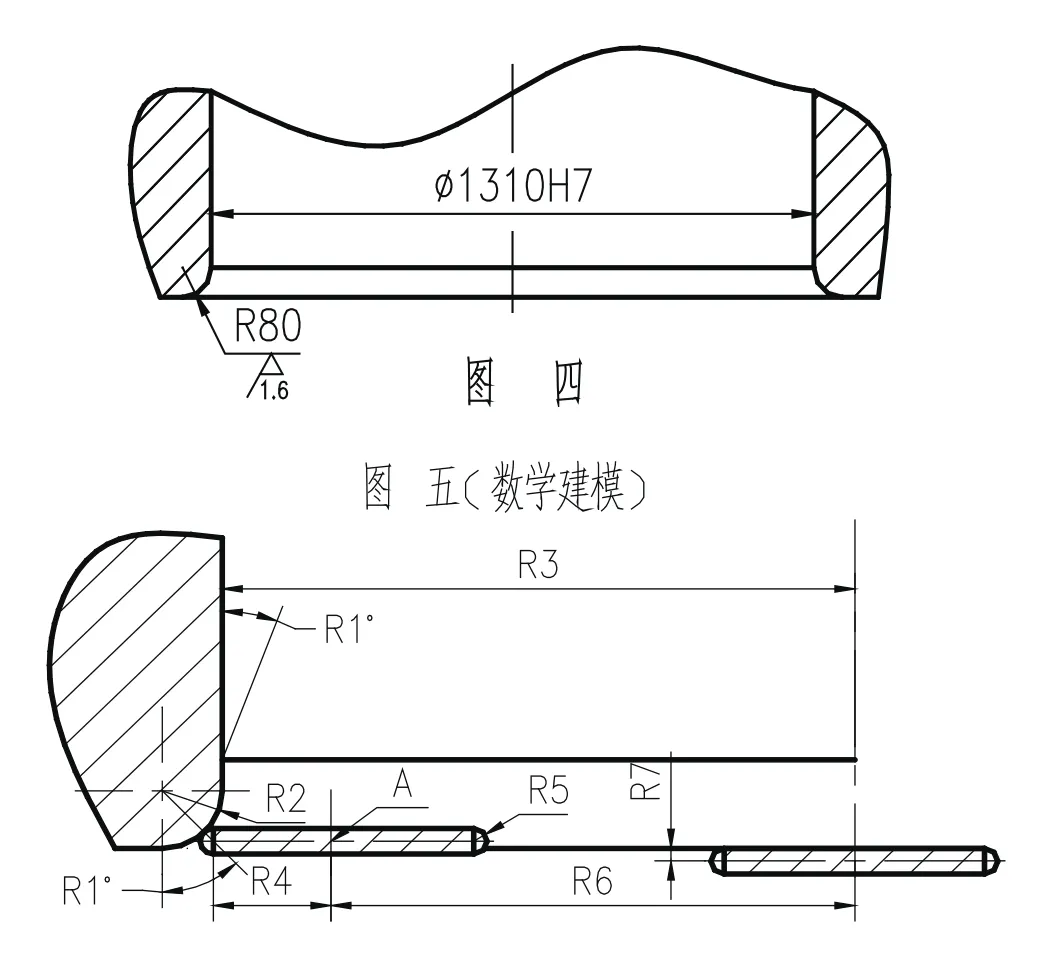
計算分析找到“圖五”中刀具中心點( A 點)的運動軌跡的規律,來加以編程;A 點為刀具中心點,是相對編程零點在X 和Z 軸上的坐標為( R6,R7)位置點。
其坐標為( R6,R7)位置點的數學模型如下:
R6= R3+ R2-(R2+ R5)* SIN( R1)- R4
R7=(R5+R2)*COS(R1)-R2
2.2 加工程序及部分程序解釋
R1=0(每次以角度的形式進刀)
R2=80(倒角半徑)
R3=655(孔半徑)
R4=137.5(除去刀具圓角的刀體半徑)
R5=8(刀具半徑)
R6=R3+ R2-(R2+ R5)* SIN( R1)- R4
R7=(R5+R2)*COS(R1)-R2
N05 M31 M33 M35
N10 G00 G90 G54
N15 G00 X0 Y0 Z50
N20 M42 M3 S400 F2000
N25 G01X=-R6 Y0 Z=R7(刀具走到倒角起始加工位置)
N30 G02X=-R6 I=R6(沿著孔壁旋轉一周加工)
N35 R1=R1+1(給R1賦值,每次加工完一整圈后角度增加1°,控制進給)
N40 IF(R1<=90) GOTO N25(如果進給角度小于等于90°時,程序跳轉到N25程序段,繼續執行循環程序,共執行91次)
N45 G00 X0 YO(加工完成返回編程零點)
N50 Z50
N55 M30(程序結束)
3 總結
以上所介紹的大倒角及大過渡圓弧的加工思路以及數控加工的編寫,使我分廠先進的數控機床得到了很好的應用,充分體現先進的數控機床和合理的數控刀具選擇,所帶來生產上的高效率,由于在實際加工過程中,沒有理論刀具,可以根據實際加工需要,自制合理的刀具,同樣可以達到理想的加工效果。
[1]梁炳文.機械加工工藝與訣竅精選[M]北京:機械工業出版社,2005.
[2]Sinumerik 840D基礎編程手冊[K].
[3]《機械加工工藝手冊》[K].機械工業出版社;第1版(2003年1月1日).
趙志彪(1985—),男,本科,工程師,研究方向:數控機床大圓角及倒角的加工。
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
