滾壓抽油桿常見質量問題及原因分析
2014-05-02 13:09:00劉曉林慕學東李營波趙海濱
石油工業技術監督 2014年4期
劉曉林,慕學東,李營波,趙海濱,相 振
中國石化勝利油田分公司東辛采油廠 (山東 東營 257000)
抽油桿滾壓加工是舊抽油桿修復的一種新工藝,可以恢復表面有腐蝕坑或機械損傷的舊抽油桿的表面質量和機械性能,提高抽油桿的修復率,最大限度地利用舊材料,節約采購成本[1]。經滾壓修復的抽油桿必須符合標準SY/T 5029-2006《抽油桿》中對抽油桿表面質量、幾何尺寸、螺紋質量、直線度、機械性能等的相關規定,這是滿足抽油桿使用性能的最基本的要求[2]。由于是對本應報廢的舊抽油桿進行加工,滾壓抽油桿在工藝設計和質量控制方面有其自身的特點,通過分析滾壓抽油桿在下井使用過程中出現的一些早期失效問題,可以找準滾壓抽油桿修復工藝的改進方向和質量監控的重點,減少滾壓抽油桿的早期失效現象,提高滾壓抽油桿的質量。
1 材質及金相分析
滾壓修復抽油桿至少要對抽油桿進行3次加溫,第一次需要將廢舊抽油桿升溫到1 000℃左右,以提高金屬的塑性,便于滾壓加工。第二次和第三次屬于金屬的調質處理工藝,經過滾壓的棒料鐓頭后需調質處理,先加溫到850℃以上急冷淬火,再加溫到640℃左右高溫回火。為觀察熱處理工藝參數的選取是否得當,需在分析滾壓抽油桿材料的化學成分的基礎上(表1),進行金相組織分析。

表1 抽油桿材質元素分析
根據試驗結果,對照標準的技術要求,可以確定,該滾壓抽油桿的鋼材牌號為20CrMoA[3]。
避開熱影響區,在該滾壓抽油桿距桿頭1 000 mm的桿體上截取試樣,放大200倍觀察金相組織,結果如圖1所示。
該滾壓抽油桿的金相組織為回火索式體,組織均勻,說明對20CrMoA鋼的熱處理工藝各項參數選取得當。
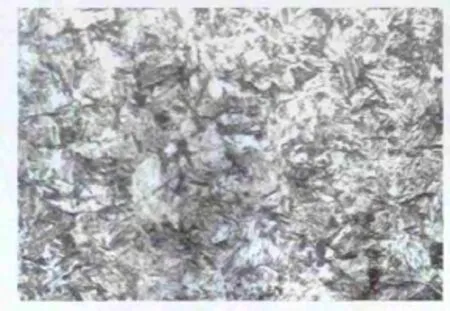
圖1 滾壓抽油桿金相組織
2 失效滾壓抽油桿的宏觀形貌分析
滾壓抽油桿下井使用至斷裂提出后發現的各種情況如圖2所示。

圖2 滾壓抽油桿的缺陷形式
圖2(a)是一根正常使用31d斷裂的Φ22滾壓抽油桿,斷口具備典型的疲勞斷裂特征,斷面與桿體軸線呈一定角度,不垂直。
圖2(b)是一根正常使用105d斷裂的Φ22滾壓抽油桿,抽油桿鐓粗部位與桿體之間有金屬隆起,測量桿A點處直徑為21mm,隆起部分B點處直徑為22.7mm,C點處直徑為22.5mm。
圖2(c)是一根正常使用160d斷裂的Φ22滾壓抽油桿,側面觀察抽油桿鐓粗部位與桿體過渡處明顯彎曲。
圖2(d)是一根正常使用53d斷裂的Φ22滾壓抽油桿,斷裂部位在外螺紋接頭根部,推承面有明顯的金屬刮擦痕跡。
圖2(e)是一根正常使用243d斷裂的Φ22滾壓抽油桿,斷裂部位在抽油桿扳手方處。
圖2(f)是一根正常使用159d斷裂的Φ22滾壓抽油桿,斷口附近有未碾平的凹坑。
圖2(g)是一根正常使用213d斷裂的Φ19滾壓抽油桿,桿體上有較深的滾壓螺紋狀缺陷。
3 滾壓抽油桿常見質量問題分析
通過對滾壓抽油桿生產企業的現場調研和發生質量問題的滾壓抽油桿的外觀形貌分析認為,滾壓抽油桿質量問題主要是由于滾壓抽油桿在加工時桿體直徑、桿體直線度、桿體表面質量控制不嚴以及個別工序的工藝參數控制不嚴造成的[4]。
3.1 滾壓抽油桿桿體直徑控制不嚴
標準SY/T 5029-2006《抽油桿》對抽油桿的直徑有明確的要求,見表2。
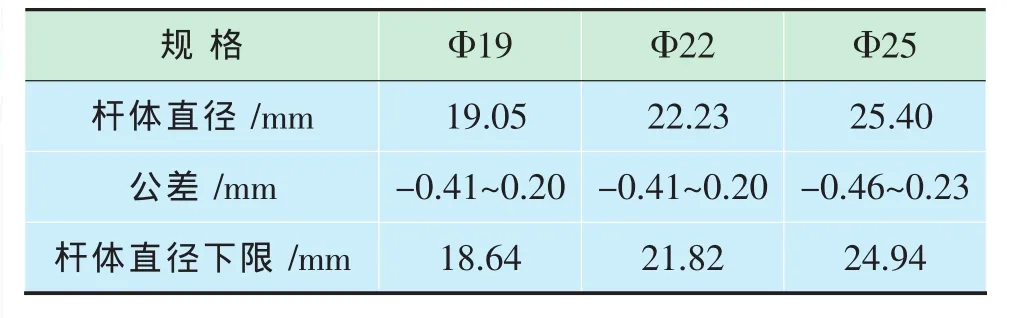
表2 抽油桿桿體直徑
由于抽油桿滾壓修復工藝是將表面有腐蝕坑的抽油桿通過擠壓表面的方式使金屬變形,消除腐蝕坑。這種工藝對腐蝕坑較淺,一般低于1.5mm的較為有效。為了提高滾壓抽油桿的修復率,生產企業一般選擇較大的擠壓量,按照不低于表2中規定的桿體直徑下限生產。但是在實際生產中,擠壓量調整稍大,就會突破桿體直徑下限,造成桿體直徑不符合標準。如圖2(b)所示。圖中所示抽油桿鐓粗部位有明顯隆起,測量桿體直徑為21 mm,低于標準規定的下限21.82mm。而隆起部分也是由于桿體直徑小,鐓鍛時模具夾持不緊造成的。
3.2 滾壓抽油桿直線度控制不嚴
如果抽油桿彎曲,就會使得抽油桿在工作過程中,彎曲的內側應力增大,造成抽油桿短期失效[5]。因此,對抽油桿的桿體直線度,標準中有明確的規定,即在任意304mm長度內,用直尺或直規測量,中間間隙不超過1.65mm,否則應作報廢處理[2]。抽油桿端部直線度是這樣規定的:“將桿體支撐在離桿外螺紋接頭臺肩457mm處測量端部直線度,桿體的其他部分支在位于同一平面上間距不大于1 828mm的若干同心支架上,將千分表放在外螺紋接頭經加工過的臺肩外徑上測量全跳動量(TIR)。對于所有的抽油桿16mm~29mm的最大允許TIR值為3.81mm”[2]。抽油桿端部直線度的測量方法如圖3所示。在此直線度公差范圍內的抽油桿能在有5個水平支撐的桿架上很容易地滾動。超過這個直線度的任何彎曲都會造成在施加載荷過程中彎曲處局部應力增加。

圖3 抽油桿端部直線度測量方法
抽油桿滾壓修復是在將抽油桿加熱到1 000℃的情況下,用軋輥擠壓抽油桿桿體,生產出的原料桿易發生桿體或端部彎曲。另外,抽油桿在調質過程中也需要加熱超過850℃,再用水急速冷卻,也易造成桿體或端部彎曲。因此,抽油桿滾壓修復應當安排必要的校直工序。否則,會造成抽油桿在使用過程中的早期失效。如圖2(a)所示,抽油桿的斷裂面與桿體軸線不垂直,明顯是由于彎曲造成的抽油桿斷裂失效;圖2(c)所示的滾壓抽油桿斷頭,側面肉眼觀察,即可見到過渡區域明顯的彎曲。
3.3 滾壓抽油桿桿體表面質量控制不嚴
因為桿體表面有缺陷,在使用過程中,易在缺陷處應力集中。滾壓抽油桿的表面質量問題主要有2種情況:一種情況是由于被滾壓的抽油桿腐蝕坑太深,滾壓完成后腐蝕坑沒有被完全消除,如圖2(f)所示;另一種情況是滾壓抽油桿的軋輥因長期使用磨損變形嚴重,未及時更換,造成被擠壓的抽油桿表面出現較深的螺紋狀缺陷,如圖2(g)所示。
3.4 滾壓抽油桿鐓鍛加熱不均勻
圖2(d)為滾壓抽油桿外螺紋接頭斷裂,使用53d,斷裂面為典型的疲勞斷面,抽油桿的推承臺面有金屬刮擦的痕跡。造成抽油桿外螺紋接頭斷裂一般4種情況:①預緊力過大或不足;②材料缺陷或熱處理質量不符合要求;③螺紋加工質量差,臺肩端面與外螺紋中心線的垂直度誤差大;④抽油桿臺肩側面與接箍端面接觸不緊密,流入井液,引起腐蝕[5]。
圖2(e)為滾壓抽油桿扳手方斷裂,使用時間為243d。由于抽油桿扳手方處的寬度大于桿體直徑,強度高,剛度好,在此處斷裂比較罕見,即便是腐蝕較為嚴重的情況,一般也不會在扳手方處斷裂。
通過生產企業現場調查發現,抽油桿頭部鐓鍛前需用中頻電源將棒料前300mm升溫至1 200℃,因設計的原因,加溫用的感應器一直處于加溫狀態,棒料一進入感應器就開始加熱,造成前端加熱溫度符合標準,后端加熱溫度不足,產生了溫度梯度,鐓鍛時鐓頭部位產生了微裂紋。
4 結論與建議
由于抽油桿滾壓工藝加工的是廢舊抽油桿,相對于制造新抽油桿難度更大,因此必須更加注意滾壓加工工藝的設計,更注重重點工序的質量監控。
1)增加廢舊抽油桿滾壓的初選與評價工序。對滾壓加工或報廢處理的抽油桿應有明確的評價。對腐蝕坑較深,無法滾壓填平的抽油桿堅決報廢處理,避免出現仍然殘留腐蝕坑的情況。
2)嚴格控制擠壓量,確保滾壓完成的抽油桿桿體直徑符合標準要求。同時,加強桿體直徑的測量檢查,避免直徑不合格的抽油桿流入采油生產環節。
3)加強滾壓抽油桿表面質量的檢查,滾壓過程中,一旦發現桿體表面出現壓痕、螺紋等表面質量問題,應及時調整設備,更換軋輥,并且報廢生產出的不合格品。
4)加強桿體和桿端部直線度的測量檢驗。批量生產過程中,需制作5個支撐架,逐根檢驗滾壓完后的棒料和調質完后的半成品抽油桿,及時采取必要的校直處理工藝,確保桿體、桿端部直線度均符合要求。
5)改造鐓鍛前的加熱設備,確保加熱均勻,避免產生溫度梯度。
[1]李營波,付濤.抽油桿滾壓修復技術[J].科技資訊,2009(29):103-104.
[2]SY/T 5029-2006抽油桿[S].
[3]GB/T 26075-2010抽油桿用圓鋼[S].
[4]李營波.滾壓修復抽油桿的質量控制[J].石油工業技術監督,2010,26(11):18-20.
[5]吳則中.有桿抽油設備與技術-抽油桿[M].北京:石油工業出版社,1994.
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03