大型柴油機氣缸套內(nèi)孔油槽的加工
2021-05-28 18:47:09鄧春華
內(nèi)燃機與配件 2021年8期
關(guān)鍵詞:問題
鄧春華

摘要:通過對靠模加工氣缸套內(nèi)孔油槽原理的分析,指出了存在的問題,提出了幾點解決的建議。
Abstract: Points out the existing problems by analyzing the principle of the oil groove in the inner hole of the cylinder liner by means of mold making and puts forward some sugge.
關(guān)鍵詞:氣缸套;靠模加工內(nèi)孔油槽;問題
Key words: cylinder liner;die by the hole processing tank;question
中圖分類號:TK428.9? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)08-0104-02
0? 引言
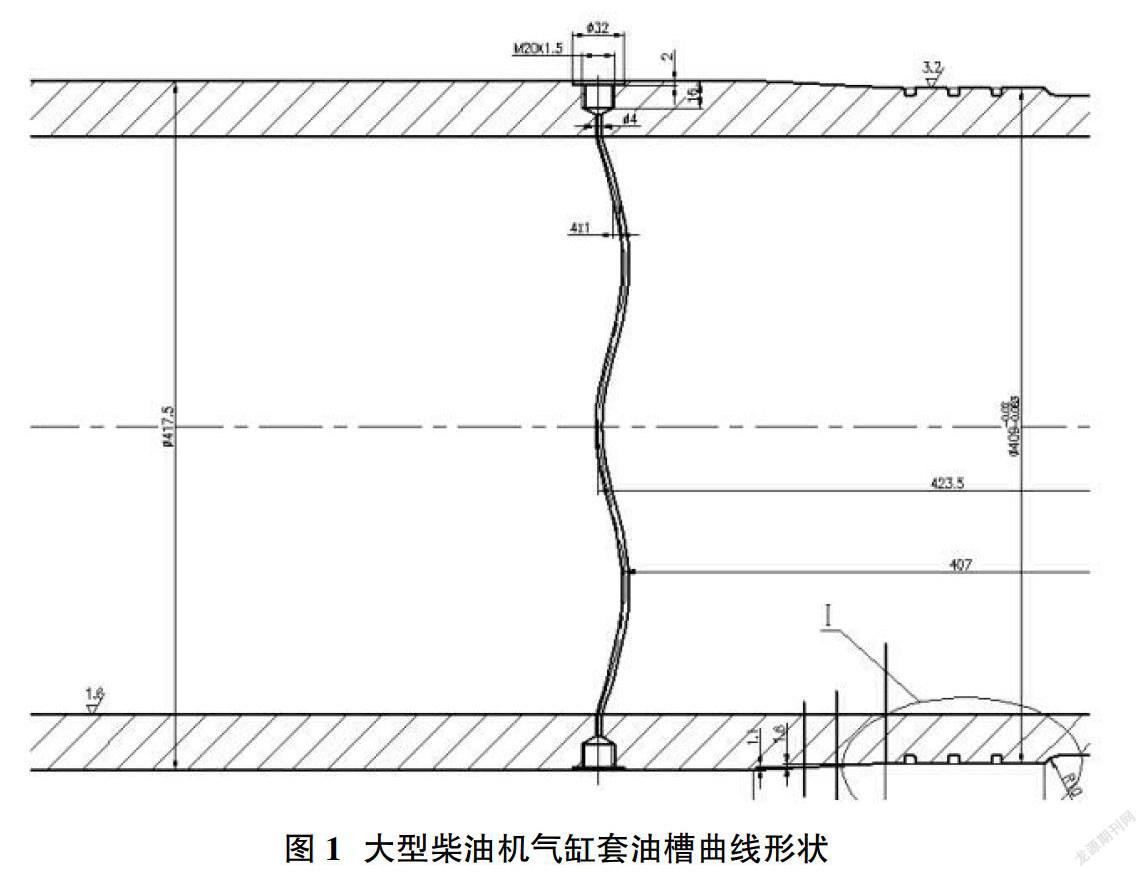
大型柴油機由于單缸功率大、轉(zhuǎn)速低,活塞組件在氣缸套中沿軸線作往復直線運動時存在較大的摩擦與磨損。為了進行潤滑,在氣缸套內(nèi)壁上往往設計有注油孔和布油槽。布油槽常設計成沿周向排列的的人字形,以減少因開槽對氣缸套強度和剛度的削弱。如圖1所示,布油槽由四段左右旋螺旋槽相間聯(lián)接而成。首尾及中點與油孔相通。
布油槽曲線形狀有很多種,加工起來比較困難,加工方法也有很多。下面介紹一種用普通車床加工氣缸套內(nèi)孔布油槽的工裝。
1? 大型柴油機氣缸套油槽曲線形狀(圖1)
2? 普通車床上加工油槽的刀具切削運動分析
加工如圖1所示的曲線布油槽,必須有四種切削運動:①刀具相對氣缸套的勻速圓周運動,為主運動;②刀具相對氣缸套沿軸線的勻速直線運動,為軸向進給運動。以上兩者加工螺旋槽段;③刀具沿工件徑向間斷性進給運動,每轉(zhuǎn)進給一次;④氣缸套每轉(zhuǎn)四分之一周螺旋槽的螺旋反向一次。
3? 靠模加工氣缸套內(nèi)孔油槽的工裝設計
由于每個氣缸套油槽有四次旋向改變,又在內(nèi)孔中,加工比較困難。二十多年來我廠采用圓柱端面凸輪組成的靠模機構(gòu)加工大型氣缸套的油槽。原理的簡圖如圖2。
端面凸輪的工作曲面由厚圓筒端面上的四個螺旋面組成,使推桿進行推程、回程、推程和回程四個勻速直線運動。其展開圖與氣缸套油槽展開圖相同,凸輪以內(nèi)孔及端面與氣缸套外圓及端面定位,并用兩個圓頭螺釘在氣缸套油孔處將兩者聯(lián)接緊。氣缸套大端以內(nèi)孔用定位漲環(huán)定位在并夾緊在C650車床主軸上。小端用中心架支承。當機車主軸現(xiàn)在旋轉(zhuǎn)時,氣缸套和端面凸輪將始終一同轉(zhuǎn)動。凸輪機構(gòu)的推桿之橫截面呈正方形安裝在刀盒的方孔內(nèi),只能移動,不能轉(zhuǎn)動。推桿上安裝有滾子。滾子與凸輪工作表面用彈簧緊密貼霍。當凸輪轉(zhuǎn)動時,強制滾子聯(lián)同推桿沿軸線往復移動。推桿一端裝有挖槽刀。因此刀具相對氣缸套既有勻速圓周運動,又有勻速直線運動,可挖出氣缸套上的螺旋槽。
當機床主軸轉(zhuǎn)動四分之一轉(zhuǎn)時,滾子被端面凸輪推至升程最高點,刀具切至螺旋槽最高處,從而切出第一段左旋油槽。過了此瞬間,滾子因彈簧作用進入凸輪的回程,完成螺旋槽旋向的第一次反向。當主軸再轉(zhuǎn)四分之一轉(zhuǎn),滾子被彈簧壓至凸輪回程最低點,從而切出第二段油槽。此后滾子又進入第二次升程,完成螺旋槽旋向的第二次改變。當主軸旋轉(zhuǎn)一轉(zhuǎn)時,加工出整條雙人字形油槽的一次走刀。經(jīng)多次走刀,挖成合格油槽。因刀盒裝在車床的中拖板上,可操縱車床的中拖板實現(xiàn)多次徑向進給。
4? 靠模法加工曲線油槽存在的主要問題分析
采用靠模機構(gòu)加工油槽,基本滿足了生產(chǎn)的需要,但還存在一些問題。
①每次走刀切槽軌跡不完全重合,影響油槽尺寸的正確,甚至出現(xiàn)廢品。造成這種現(xiàn)象的主要原因,是工藝系統(tǒng)剛度較差;凸輪與氣缸套只有兩個M10圓頭螺釘連接強度不夠;間隙較大,切削過程產(chǎn)生偏移。
②有時出現(xiàn)打刀。主要原因可能是由于切槽過程中螺旋槽旋向的多次改變,切削狀態(tài)突變產(chǎn)生沖擊,刀具實際后角變化很大,后刀面與工件產(chǎn)生摩擦較大。
③由于存在以上問題,常有廢品產(chǎn)生,而且生產(chǎn)過程中操作不便。現(xiàn)在操作者已放棄了機動操作,改為手動操作,以保證產(chǎn)品質(zhì)量。顯然手動操作,可以有更緩慢的切削速度,并使切削狀態(tài)的變化較為平緩可調(diào)可控,消除了油槽旋向突變時產(chǎn)生的沖擊。但是手動操作,工人勞動強度大,勞動生產(chǎn)率低,生產(chǎn)成本增加。
5? 使用靠模法加工曲線油槽幾點建議
①用靠模機構(gòu)加工油槽,原理上可行。在起初若干年,基本滿足生產(chǎn)需要。后來改為手動操作,可能因靠模機構(gòu)年久失修,磨損造成各種間隙過大,操作不便,廢品率增加。因此有必要進行徹底檢修,更換靠模的不合格零件。
②保證各次走刀軌跡基本一致,是進行機動操作的基本條件。從靠模機構(gòu)設計方面看,走刀軌跡改變有以下原因。
1)方刀桿與刀盒方孔配合間隙過大,刀桿軸向移動時,由于各種偶然原因而發(fā)生偏轉(zhuǎn)。
2)凸輪定位孔與氣缸套定位外圓之間間隙過大。氣缸套此處外圓直徑為自由公差。凸輪受力后產(chǎn)生歪斜。以上兩點,都要求靠模機構(gòu)設計提高配合精度,減少間隙。
3)凸輪定位套筒組件系用兩個圓頭螺釘M10連接在氣缸套注油孔的螺孔上,連接強度差,而且凸輪與氣缸套連接孔為Φ12,而圓頭螺釘為M10,有2mm間隙,運轉(zhuǎn)中如有松動,也會產(chǎn)生走刀軌跡的變動。可考慮將Φ12孔改為鉸制孔,M10與Φ12孔配合處改為鉸制Φ12孔動配合連接。即令如此,也無法提高凸輪與氣缸套的連接強度,以及工藝系統(tǒng)安裝剛度。只好減小切削速度與吃刀深度,減少切削力,以適應連接強度的不足。因此可以采用機床的最低轉(zhuǎn)速,必要時可另配掛輪,實現(xiàn)更低轉(zhuǎn)速。吃刀深度可用每轉(zhuǎn)0.25mm,這樣主軸轉(zhuǎn)十轉(zhuǎn)即可切至槽深。
③挖槽過程中不發(fā)生打刀是實現(xiàn)機動加工的另一條件。打刀的原因是切槽時槽之旋向突變產(chǎn)生的沖擊力,以及刀具實際后角減小,后刀面與工件間產(chǎn)生較大摩擦。因此刀具標注角應在強度允許條件下盡可能大些,如8°左右。當然較小的切削用量也可減少打刀。
④彈簧的作用是滾子始終與凸輪工作表面接觸。彈簧強度太大,刀桿運動困難,太小可能跳離凸輪工作表面,使油槽失形。手動操作時工人已取消了壓縮彈簧,只保留了拉簧。如果切削用量減少,彈簧強度也應減小。因此應重新設計適用的彈簧強度。
⑤如果油槽按人字形加工,端面凸輪的升程與回程應是折線相交,挖槽運動將是勻速直線運動瞬間突變至負的勻速直線運動,將產(chǎn)生剛性沖擊。所以實際上凸輪的升程與回程采取用R20的圓弧連接,刀具的軸向進給運動將是勻速直線運動→減速運動→至零→加速運動→負向勻速直線運動。消除了剛性沖擊,但還存在由加速與減速引起的柔性沖擊,駐零時間極短,運動即反向,沖擊仍不可忽視。如果在升程至零后增加小段遠停程,使導桿(刀具)充分駐零后再由零開始變相后的加速運動,可能有更好的緩沖作用。同樣道理在回程最低點設一小段近停程。
6? 結(jié)束語
設計新的油槽加工工藝方案。下例僅是粗略設想,目的是拋磚引玉。
大型氣缸套安裝在臥式鏜床的工作臺上,刀具安裝在平旋盤上。平旋盤旋轉(zhuǎn)執(zhí)行切油槽的主運動,工作臺的前進、后退,進行切油槽的進給運動。以上兩種運動完成螺旋槽的切制。另設一主軸及工作臺的準停裝置。平旋盤每轉(zhuǎn)四分之一轉(zhuǎn),主軸平旋盤及工作臺準停一次。在準停時進行工作臺換向操作,主軸轉(zhuǎn)向不變。如此加工出與上訴旋向相反的螺旋槽。主軸平旋盤轉(zhuǎn)一周,完成油槽的一次走刀。每次走刀后,刀具沿平旋盤徑向移動一個吃刀深度。
在鏜床上加工,安裝簡單,操作方便,工藝系統(tǒng)剛度及安裝剛度好。關(guān)鍵是準停裝置設計技術(shù)難度大,而且要求主軸旋向不變時,工作臺反向進給,無論工作臺進或退進給量數(shù)字上要相同,這可能涉及到鏜床的局部改動,因鏜床進給運動也來源于主軸電機。
參考文獻:
[1]魏海軍,魏立隊,李品友,等.大型低速二沖程船舶柴油機氣缸油臺架試驗評定[J].哈爾濱工程大學學報,2016,37(4):503-507.
[2]賀玉海.大型低速船用柴油機新型電控氣缸注油潤滑系統(tǒng)研究[J].內(nèi)燃機工程,2010,31(4):63-68.
[3]一種鑄造船用大型柴油機上氣缸套用的澆注系統(tǒng)[J].鑄造工程,2012(3):32.
猜你喜歡
科技視界(2016年20期)2016-09-29 12:22:45
科技視界(2016年20期)2016-09-29 12:14:21
大眾理財顧問(2016年8期)2016-09-28 14:02:50
大眾理財顧問(2016年8期)2016-09-28 14:00:00
大眾理財顧問(2016年8期)2016-09-28 13:57:10
大眾理財顧問(2016年8期)2016-09-28 13:54:19
環(huán)球時報(2016-07-15)2016-07-15 13:42:04
環(huán)球時報(2016-03-09)2016-03-09 09:10:24
南方周末(2015-05-07)2015-05-07 04:39:36
