摩托車發動機凸輪軸外圓磨床夾具的改進
2014-04-29 00:44:03江仕釗
中國機械 2014年2期
摘 要:本文主要分析了摩托車發動機的凸輪軸磨削工藝,找出原夾具在設計上對不同機型生產存在著局限性, 且原夾具加工難度大、精度要求高。本文提出改進夾具的夾緊定位方式,統合了加工不同機型的夾具,實現了提高機型切換效率和降低制造成本的目的。
關鍵詞:凸輪軸;機型切換;定位夾緊;棘子驅動;漲芯驅動;磨削力。
社會發展日益要求環保,五羊一本田摩托(廣州)有限公司始終致力于增加產品科技含量,促進摩托車行業品質的提高,使事業與世界環境共同發展。通過技術攻關和創新、開發環保產品,生產的摩托車在2005年滿足了歐洲2號排放標準,2006年又推出國內第一款集歐Ⅲ排放標準、電噴、水冷于一身的新產品,在2009年該車型成為國內第一款取得國家全項許可(公告、環保以及3c)的國III車型。2010年更是采用領先的電噴技術、發動機上的核心二號技術及OTR技術,并采用觸媒對應排放污染物控制,以符合國家新出臺的國III排放環保法規要求,于7月份共推出十款達到國III排放標準的新產品。直至2013年,五羊—本田每年都會推出十款以上的新產品到國內以及海外市場,新產品的誕生,發動機中的凸輪軸組件也因應發生設變。
我司有兩條凸輪軸生產線,通過更換工裝、夾具實現全機型凸輪軸總成的加工。新產品的導人,必須配置相適宜的工裝夾具,而現代的生產是講求效率和成本的,本文敘述的是通過改進凸輪軸的外圓磨床夾具,以最少的投入實現新產品的生產和快速的加工機型切換。
1.凸輪軸磨床工序工藝分析
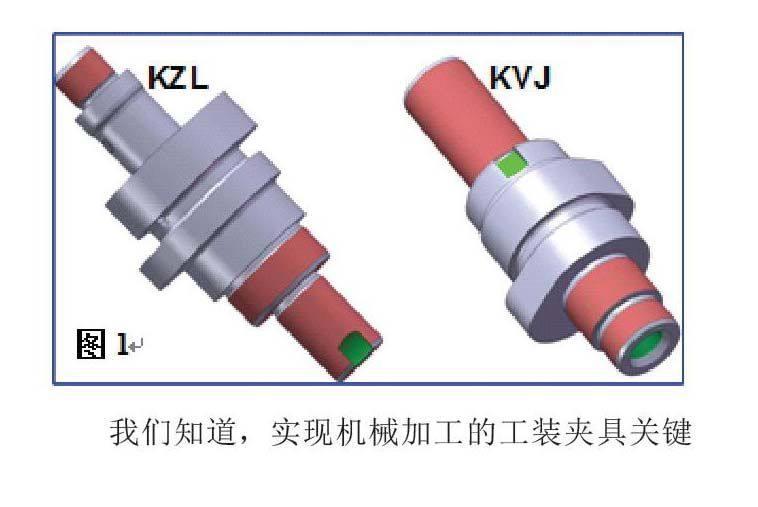
如圖1所示,是我司生產的兩種機型凸輪軸。兩種機型凸輪軸均有三級軸徑需要精磨軸徑。目前,我司采用一臺外圓磨床一次同時加工凸輪軸全部軸徑。該工藝特點,一次定位完成所有軸徑的精加工,加工精度高,投資少,僅需要一臺設備。
我們知道,實現機械加工的工裝夾具關鍵因素是定位與夾緊。對于軸類零件,一般以中心孔定位,相對比較簡單,且容易實現。至于夾緊,則根據零件、工藝的特點,采取適當的夾緊方式實現加工。凸輪軸也是軸類零件,也以中心孔定位的。夾緊機構則根據加工零件的結構不同,分有兩種類型。一類是以KZL為代表的,利用工件端面的鍵槽,夾具采用棘子與鍵槽配合,頂尖夾緊,驅動工件旋轉實現磨削(以下簡稱:棘子驅動頂尖夾緊)。另一類是以KVJ為代表,利用工件端面的油孔,采用漲芯夾具夾緊油孔內壁驅動工件旋轉,然后頂尖夾緊,實現磨削(以下簡稱:漲芯驅動頂尖夾緊)。兩類夾緊方式如圖2所示。
2.原夾具的分析以及問題的提出
“棘子驅動頂尖夾緊”與“漲芯驅動頂尖夾緊”,兩種驅動夾緊方式完全不同。如圖2所示,棘子驅動夾具簡單,驅動元件與夾緊部件分離,即頂尖與棘子分離,制作成本低,安裝調整也方便、快捷。而漲芯驅動夾具復雜,驅動元件與夾緊部件合為一體,結構復雜,制作精度要求高,目前均從日本進口,每套漲芯夾具約3萬元,使用成本相當昂貴。漲芯夾具安裝調整也較復雜,特別是,兩種夾具切換時,耗時長達60分鐘以上。
而目前我司兩條凸輪軸生產線的節拍35秒/件,要求機型切換時間30分鐘。凸輪軸磨多級外圓工序的機型切換時間長達60分鐘以上,是整條生產線耗時最長的,其中,切換砂輪25分鐘,切換工裝夾具35分鐘,嚴重影響生產線的效率。
目前,摩托車市場競爭越加激烈,生產機型越來越多,導致生產機型切換更加頻繁。雖然我司歷經多年的FOG(生產能力提升活動)推進,本工序機型切換時間長的問題依然沒解決,已成為抑制整條生產線生產能力的瓶頸。
3.新夾具的構思
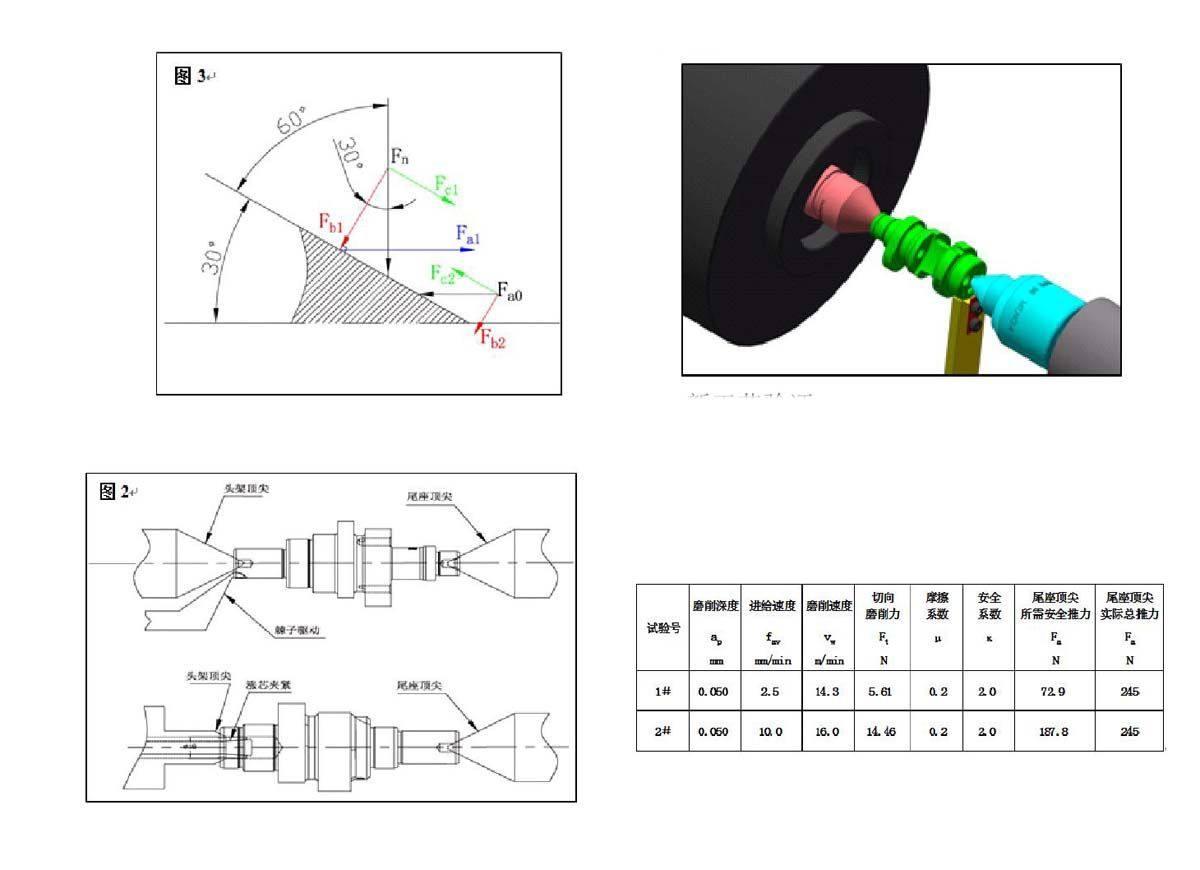
我們知道,磨削外圓時,作用于工件和砂輪上的磨削力可以分解為相互垂直的三個分力,即沿砂輪切向的切向磨削力Ft,沿砂輪徑向的法向磨削力Fn,以及沿砂輪軸向的軸向磨削力Fa。在外圓磨削過程中,工裝夾具的驅動夾緊力主要克服切向磨削力,驅使工件旋轉實現磨削。當切向磨削力大于驅動夾緊力時,工件會出現打滑甚至脫離夾具的情況。
我們知道切向磨削力為:
(ap:磨削深度,fav:磨削進給速度,vw:磨削速度,即工件旋轉速度。)
而法向磨削力Fn永大于切向磨削力Ft,磨削鑄鐵時,磨削力比Fn/Ft≈2.7~3.2。
根據切向磨削力公式可知,在外圓磨削過程中,粗磨時的切向磨削力最大。
我們的磨削工藝是:粗磨時切削用量分別為ap=0.05mm、fav=2.5mm/min、vw=14.3m/min,所以Ft=5.6N 。經過計算,外圓磨削中切向磨削力較小。
因此,我們有個大膽的假設:能否通過頭架頂尖上“磨削法向磨削力”和“尾座頂尖推力”,使頭架頂尖與工件產生的摩擦力克服切向磨削力,驅動工件旋轉的,實現磨削。統合兩種夾具為兩頂尖驅動夾緊(其中一頂尖為活動頂尖),實現機型切換時間中的工裝夾具切換時間為零。
4.新夾具的驗證
如圖3,法向磨削力Fn可以分解為:Fb1與Fc1。
Fb1= Fn·cos30° =15.1×cos30°=13.1 N,
而Fa1為Fn產生向尾座的推力,所以Fa1=Fc1·cos30°= Fn·sin30°·cos30°=6.5N。
尾座頂尖有效推力Fa0可以分解為Fb2與Fc2。
Fb2= Fa0·sin30°。
頭架頂尖與工件產生的摩擦力:Fμ=(Fb1+Fb2)·μ。
要實現假設,必須Fμ>Ft。已知μ=0.2(鋼與鑄鐵摩擦系數)。
∴(13.1+ Fa0·sin30°)×0.2>5.6
∴ 頂尖有效推力Fa0>29.8 N
尾座頂尖總推力Fa= Fa0+ Fa1=29.8+6.5=36.3 N。
也就是,只要尾座頂尖總推力大于36.3 N,構思將可能實現。理論上,頭架頂尖與工件的摩擦力Fμ可以克服切向磨削力。同樣道理,尾座頂尖與工件同樣產生與Fμ方向相反的摩擦力Fμ'。若尾座頂尖采用回轉頂尖,那么此Fμ'很小,可以暫時忽略。所以,Fμ可以克服切向磨削力,帶動工件旋轉,實現磨削加工。
根據工藝夾具設計要求,精加工過程中,一般夾具安全系數為1.5~2.0,即尾座頂尖總推力應大于72.6N,磨削夾緊力才是充足的、安全的。
我司使用進口日本豐田工機GL5PⅡ-32型外圓磨床磨削凸輪軸各級軸徑,其尾座頂尖工作推力由彈簧控制,且其彈簧力可調。豐田工機GL5PⅡ-32型外圓磨床尾座頂尖彈簧力:MIN 245N,MAX 1076N。因此,設備的尾座頂尖推力永大于假設所需安全值。所以,假設是可以實現的。
新工藝驗證:
根據以上分析論證,將設備尾座固定頂尖變更為回轉頂尖,尾座頂尖推力設定為設備最小值245N。對以下兩組磨削參數進行試驗。
實際驗證結果也證明:我們的假設是可行的。
5.新夾具投入使用的效果
新驅動夾具全面實施后,檢測產品加工精度CP值均與原工藝一致,均達1.33以上。項目實施后,跟蹤回轉頂尖使用壽命均長達14個月以上,滿足我們預定壽命1年(或加工35萬件)以上。
新驅動夾具:取消了專用的夾緊驅動裝置,兩類不同結構的凸輪軸統一由兩頂尖定位兼驅動夾緊,各機種工裝簡單、統一,機型切換方便快捷,由于統合了兩種夾具,機型切換時間中的工裝夾具切換時間變為零,總的時間由原來60分鐘以上縮短至30分鐘以內,大大的提升了生產線的生產效率。
6.結束語
現在社會發展日新月異,產品更新換代越來越快。企業的生產制造模式越來越多是以小批量多品種,以適應市場的需求。多品種小批量的生產模式,換型效率越來越受到關注。利用項目成果,可以進一步簡化傳統外圓磨削工藝的工裝,統一由兩頂尖定位兼驅動夾緊,大大縮短了新產品的生產準備周期,提高產品的生產切換效率。
作者簡介:
江仕釗(1980- ),男,漢族,廣東廣州人,大學本科、工程碩士,助理工程師。
