大尺寸數字化測量技術的研究和比較
2014-04-29 00:44:03黃茜李春雷王長亮
中國機械 2014年2期
關鍵詞:測量
黃茜 李春雷 王長亮
摘要:本文介紹了各種先進的數字化測量系統的測量原理、測量范圍、精度及其應用,并對各種測量系統作出了對比。本研究為大尺寸測量選用數字化測量儀器提供了參考。
關鍵詞:大尺寸 數字化 測量
1.前言
隨著我國先進制造技術的發展,數字化測量技術已經廣泛地應用在航天、航空、船舶制造等領域。尤其是大尺寸測量系統已經逐漸應用到大尺寸工件的加工和裝配過程中。采用先進的數字化測量設備,通過計算機、傳感器、數字控制等技術,完成對產品零部件的檢測,將大幅度提高企業生產制造水平與效率。
2.數字化測量技術
目前,針對大尺寸空間三維測量先進的數字化檢測手段有激光雷達、室內IGPS、激光跟蹤儀測量系統、三維激光掃描儀測量系統、手持光筆三坐標測量系統等。這些測量設備因測量原理不同,測量手段和測量范圍而不同。
2.1.激光雷達
激光雷達測量系統是一種球坐標系的測量系統。通過鏡子指向測量目標來得出水平角和俯仰角,紅外激光測出距離,將球坐標系轉換成笛卡爾坐標(直角坐標系),轉換出被測量點的X、Y、Z的坐標位置。采用類似與微波雷達測距原理方式進行距離測量,是一種非接觸性的測距設備。它是由掃描頭、掃描頭支座、計算機、電源控制柜等組成。其最大的優點是能夠對于一些特殊材料如:復合材料、塑料、纖維等、軟性材料、或超大尺寸無法接觸的工件進行測量。測量范圍可達50m。
2.2.室內IGPS測量系統
IGPS同樣是基于三角定位法的測量技術。它是由激光發射器、傳感器以及傳輸系統組成。由激光發射器發射出兩個呈扇形的激光面,這兩個激光扇面與垂直平面的夾角為30°和-30°,扇面的覆蓋范圍也為±30°。當發射器的旋轉激光頭繞其軸線旋轉,這兩個光束在整個測量區域內掃描。接收器接收到來自至少兩個發射器發出的角度信息即:一個仰角、一個方位角信息,利用時間差和三角形原理計算得出空間位置。
每個IGPS發射器的測量范圍是40m,任意數量的IGPS發射器可以用來組建連續的IGPS測量空間,其精度在靜態測量時可達到0.25mm,能夠實現靜態和動態測量,并且無需轉站,具有360°的測量自由度。IGPS主要應用與大尺寸工件的裝配和校準、部件檢測和逆向工程,以及跟蹤和機器人控制等。
2.3.激光跟蹤儀測量系統
激光跟蹤儀測量系統包括:跟蹤部、激光跟蹤儀控制機、計算機、靶標。跟蹤頭的激光束、旋轉鏡和旋轉軸構成了激光跟蹤儀的三個軸,三軸相交的中心是測量坐標系的原點。激光跟蹤儀可以連續的瞄準、跟蹤并確定由移動或穩定的發射目標返回激光束的位置。激光跟蹤儀的測量范圍可以達到直徑≤60m,其精度為15μm+6μm/L。其主要應用于在線檢測、大尺寸空間三維尺寸的靜態和動態測量。
2.4.三維激光掃描測量系統
三維激光掃描測量系統本身主要包括激光測距系統和激光掃描系統,同時也集成CCD和儀器內部控制和校正系統等。在儀器內,通過兩個同步反射鏡快速而有序地旋轉,將激光脈沖發射體發出的窄束激光脈沖依次掃過被測區域,測量激光脈沖從發出經過被測物表面再返回儀器所經過的時間(或者相位差)來計算距離,同時掃描控制模塊控制和測量每個脈沖激光的角度,最后計算出激光點在被測物體上的三維坐標。其精度可以達到0.04mm,分辨率為0.05mm。主要用于復雜曲面、零部件、鈑金件、復雜裝配系統等相關的掃描檢測及逆向工程需求。
2.5.光筆便攜式三坐標測量系統
光筆便攜式三坐標測量系統采用先進的照相測量技術與數字式圖像處理技術。對于結構復雜的工件檢測,光筆便攜式三坐標系統可以避免測量時的“蛙跳”運行和輔助起重設備,同時,保證了被測工件在車間現場復雜的環境也可以準確無誤測量。其單次采集測量范圍在4m,測量范圍可以利用攝影技術原理隨意擴展,在7.8m3的測量范圍,體積精度為85μm。通過設置在工件上的靶標點,在擴展后的測量范圍內,測量系統實現自動對齊功能,精度并不受損失。
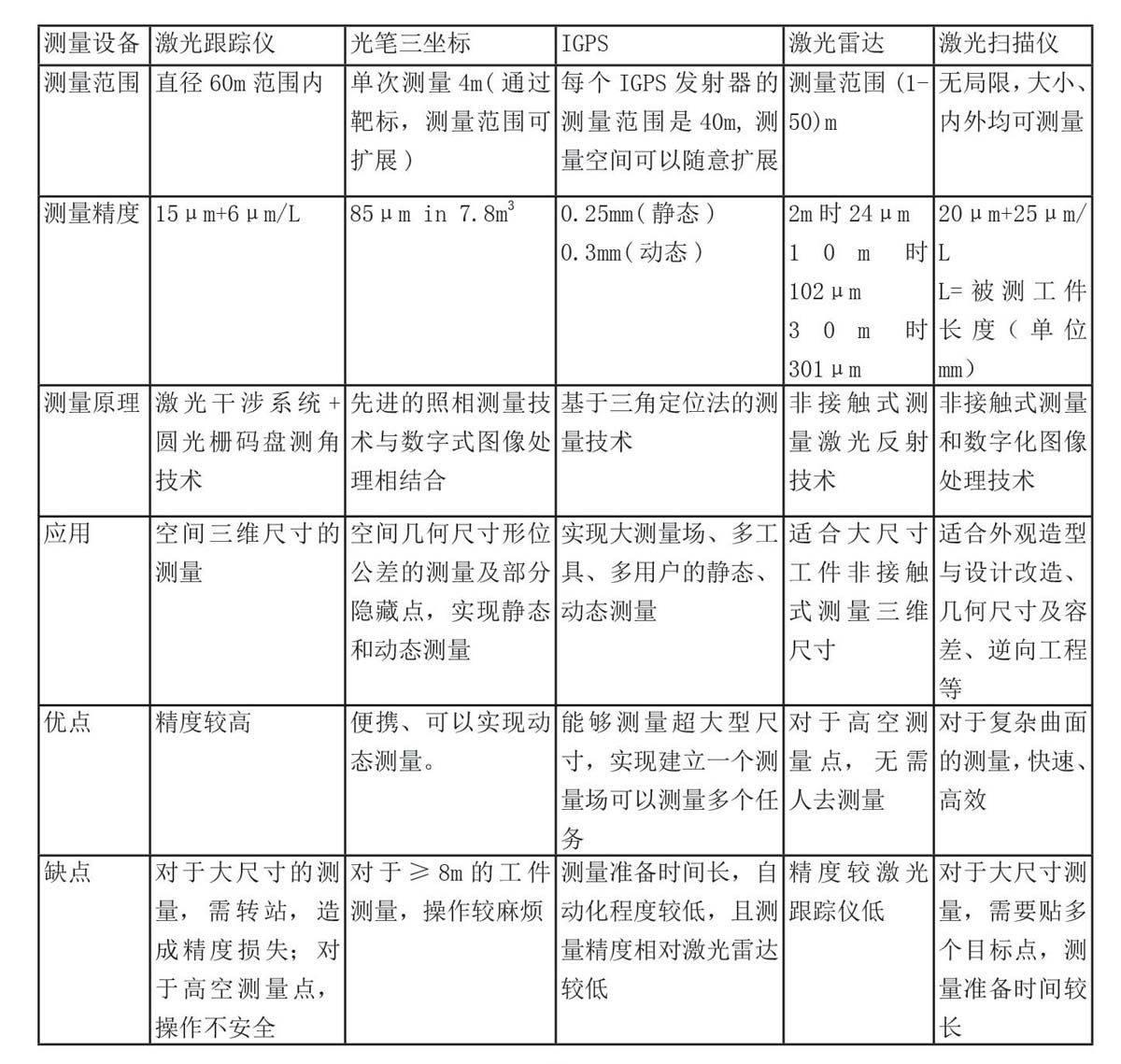
3.幾種數字化測量技術的對比
以上五種數字化測量系統可以實現對工件、部件、總成等實時或在線尺寸檢測。其對比如下表:
測量設備 激光跟蹤儀 光筆三坐標 IGPS 激光雷達 激光掃描儀
測量范圍 直徑60m范圍內 單次測量4m
(通過靶標,測量范圍可擴展) 每個IGPS發射器的測量范圍是40m,測量空間可以隨意擴展 測量范圍(1-50)m 無局限,大小、內外均可測量
測量精度 15μm+6μm/L 85μm in 7.8m3 0.25mm(靜態)
0.3mm(動態) 2m時24μm
10m時102μm
30m時301μm 20μm+25μm/L
L=被測工件長度(單位mm)
測量原理 激光干涉系統+圓光柵碼盤測角技術 先進的照相測量技術與數字式圖像處理相結合 基于三角定位法的測量技術 非接觸式測量激光反射技術 非接觸式測量和數字化圖像處理技術
應用 空間三維尺寸的測量 空間幾何尺寸形位公差的測量及部分隱藏點,實現靜態和動態測量 實現大測量場、多工具、多用戶的靜態、動態測量 適合大尺寸工件非接觸式測量三維尺寸 適合外觀造型與設計改造、幾何尺寸及容差、逆向工程等
優點
精度較高
便攜、可以實現動態測量。
能夠測量超大型尺寸,實現建立一個測量場可以測量多個任務
對于高空測量點,無需人去測量
對于復雜曲面的測量,快速、高效
缺點 對于大尺寸的測量,需轉站,造成精度損失;對于高空測量點,操作不安全 對于≥8m的工件測量,操作較麻煩 測量準備時間長,自動化程度較低,且測量精度相對激光雷達較低 精度較激光跟蹤儀低 對于大尺寸測量,需要貼多個目標點,測量準備時間較長
4.結束語
數字化測量系統正朝著便攜、網絡、精密、高效方向發展。數字化測量也從單一技術走向多傳感技術的融合,進而構建一個多傳感融合的數字化測量網絡,為未來工廠的大尺寸測量提供了一種先進的數字化解決手段。
參考文獻:
[1]鄭聯語等.大尺寸測量技術在航空制造業中的應用及關鍵技術.航空制造技術,2013.7
[2]林雪竹等.多傳感融合的飛機數字化測量技術.航空制造技術,2013.7
作者簡介:
黃茜 女(1983--)山西長治人 學歷:本科,專業:機械設計制造及其自動化,研究方向:先進制造技術, 主要從事先進制造技術的推廣工作。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
