6款3D打印機橫向評測
2014-04-29 17:41:56
CHIP新電腦 2014年2期

任何人都可以在家里自己打印文檔和照片,但使用3D打印機,我們可以通過一層一層薄薄的塑料打印出各種物件,例如一個榛子或者一個椰子。這實在是一種令人驚嘆的設備,讓人不得不對研發各種3D打印技術的發明者充滿了敬佩。但是新興的技術仍然充滿陷阱,為了幫助大家了解和選擇3D打印機,CHIP對現有3D打印機中有代表性的主要產品進行了測試,并且在文章的最后部分通過一個實例,為大家介紹3D打印的具體過程。
此次測試包括6款價格在5700~19300元之間的3D打印機,其中由MakerBot、Sintermask、Pearl和iRapid制造的3D打印機已經完全組裝好,可以輕松地投入使用。Ultimaker的設備則可以選擇預組裝或者自行安裝,自行安裝需要花費一位很有經驗的CHIP測試工程師大約16h的時間。而這并不是最困難的,由一套精密零件組成的Velleman K8200需要的安裝時間要超過24h。在安裝期間,個別打印機已經顯現出了一些可能影響打印質量的問題,例如Ultimaker的導向桿有點太長,因而在打印時容易出現松動的現象;Velleman的步進電機角度存在問題,而且崎嶇不平的底座需要加一塊玻璃片來補救;由廠商組裝的MakerBot控制裝置搖搖欲墜,幸好并不影響打印的效果。而外觀方面,Velleman基本上是裸露的;Ultimaker雖然有一個外殼,但卻只是一個粗糙的膠合板箱子;而Pearl則像被裝在一個塑料盒中一樣。
日常使用中的差異
3D打印技術只有幾年的發展歷史,設備的操作難免仍比較復雜,打印出現錯誤的幾率也相當高。因而,用戶在每一次打印之前,都必須檢查和校準打印機的打印臺等裝置,而要確保每一個用戶都能夠完成這項有一定技術難度的工作,優化校準設置的操作步驟非常重要。MakerBot的這項工作做得比較好,校準需要調整的螺絲釘不超過3個,并且打印頭能夠自動推進到正確的位置,還能在顯示屏幕上提示需要的操作。Pearl和Fabbster的3D打印機校準的過程也相對比較簡單,不過,其他設備仍然需要手動控制校準點,調整多個螺絲釘,花費超過半小時才能夠正確地進行配置。最麻煩的則是Ultimaker,其基座的彈簧懸浮裝置需要經常進行調整。
幾乎所有測試設備都使用很容易插入的打印材料,這種一卷卷的塑料絲(長絲)大約2mm厚,通過導管和供料單元控制,最終鉆入打印頭。只有Fabbster是一個例外,它使用短棒形態的打印材料,必須單獨一根根地插入到供料器,在打印過程中這是一項非常麻煩的工作。不過,這種進料方式也有其過人之處,那就是可以更精確地控制材料,在打印精細物品,例如我們測試的工件國際象棋子時,可以獲得較佳的效果。
3D打印機的操作設置都比較簡單,測試中的設備沒有1個提供超過1個顯示屏和5個按鈕的。大部分的設置和操作都需要在電腦上通過軟件進行配置。用戶可以從網上下載打印模型,也可以自己通過CAD軟件創建(參考3D打印機使用實例的部分),然后再將模型輸入到隨打印機提供的軟件中,軟件將把3D模型轉換成打印機的控制數據。在此期間,通常有幾個打印參數是需要我們進行配置的,例如選擇打印質量,決定打印機應該將模型分解為多少層,分解的層數越多,打印的質量會越精細。其次,我們還可以選擇是否需要創建支撐結構以及是否需要填充工件的腔體。
MakerBot和Ultimaker的軟件相對比較簡單,但是基本上足以應付操作的需要。Velleman和iRapid使用開源的軟件RepetierHost,它提供了大量的設置,能夠更充分地發揮設計者的創意,但使用起來難度也更大,需要進行較多的實踐。Pearl的軟件使用起來則讓人非常糾結,計算切片的過程非常緩慢,特別是當我們嘗試一次安排幾個模型進行打印時。
品質、打印速度和噪聲
最好能夠將打印機的控制數據保存到SD卡上,然后在打印機上使用SD卡進行打印。這是因為3D打印機在打印的過程中將產生噪音和排放氣味,可以的話我們應該將其安裝在遠離電腦并且通風良好的房間中。對于測試中的大部分設備來說,這是一個很好的方案,只有Velleman和iRapid的設備例外,這兩個設備需要通過USB接口連接進行打印。
在打印操作開始后,設備首先將加熱打印頭擠出裝置的噴嘴,這段時間有的設備只需要2min(Ultimaker),而有的設備需要近10min(Velleman)。接下來開始打印輸出,產生的噪音有的設備很響亮(Pearl),有的則沒那么響亮(Velleman)。理想的情況下,小工件大約10min或20min左右就可以完成打印,較大的工件則可能需要幾個小時。前提條件是打印過程不會因出現錯誤而中斷,在我們開始測試時,發生錯誤的機率高達50%。
錯誤的原因是多種多樣的,最常見的問題是物體扭曲,從底部脫離出去。這種情況主要出現在使用沒有加熱印床的打印機上,又或者打印的工件實在太細膩,支撐結構不是很足夠的情況下。兩種情況下打印頭擠出裝置可能出現問題,其一是打印頭擠出裝置的噴嘴存在氣泡或堵塞,又或者是塑料絲過于松散纏結在一起,導致打印材料在進料過程被折斷。為了防止出現類似的錯誤,在打印之前,特別是在打印較大的工件之前,我們需要精心準備。我們需要校準打印機,檢查進料和清洗打印頭擠出裝置的噴嘴。當我們開始找到感覺后,可以像制作一件工藝品那樣處理好每一個步驟,懂得根據不同的打印對象需求進行相應的微調,這樣將會把打印錯誤率降低到約20%。
大多數打印機使用PLA為原料,這種乳酸基塑料的熔點為150℃~160℃,因為它的融點比較低,打印有孔洞的工件時鉆孔部分不容易處理干凈,因而,有時候也需要使用其他替代材料,例如ABS。ABS的熔點較高,大約在220℃~250℃左右,這種材料的收縮比較高,因而,在溫度差異較大的環境中,打印的工件容易出現扭曲。因此,在使用ABS長絲材料進行打印的情況下,打印機應配備可加熱的印床。這樣可以保持工件的溫度,待到整體打印完成后再均勻降溫。
結論
MakerBot Replicator 2操作起來最可靠并且打印的質量最佳,此外,細節處理之完美也令人印象深刻。Ultimaker對于愛好者來說算是快速和性能良好的打印機,但它需要定期重新調整。Pearl則很適合初學者,其結構比較簡單,價格也只需約6 500元,雖然略顯粗糙,但效果還是可以接受的。
3D打印實踐
打開3D打印機,然后進行打印輸出——能像使用普通打印機一樣簡單嗎?顯然不能,下面讓我們一起來看看如何使用3D打印機,或許參考這些步驟大家可以更輕松地開始使用它們。
準備工作 以我們的測試工件“孔和柱”為例,我們將為大家展示如何設計一個對象,并使用Ultimaker的3D打印機將其打印出來。如果使用適當的軟件,這并不是很困難的事情。首先,安裝SketchUp(www.sketchup.com),然后再下載SketchUp STL插件(extensions.sketchup.com/content/sketchup-stl)并通過“Windwos|Preferences|Extensions|Install Extensions”進行安裝。
創建模型 在打開SketchUp后顯示的模板窗口中,選擇“Product Design and Woodwork - Millimeters”模板。該模板將顯示一個帶坐標的3D空間,我們可以使用鼠標滾輪放大和縮小顯示的空間,通過按下鼠標滾輪旋轉3D空間,3D空間中紅軸顯示的是寬度,藍軸顯示的是高度,而綠軸顯示的是深度。我們首先需要創建測試工件模型底座的矩形體。
在工具欄中選擇“Rectangle”,接下來,在SketchUp的3D空間對象起點的位置單擊一下,然后在綠色和紅色坐標之間的區域移動鼠標指針,在需要的位置單擊一下即可獲得一個矩形。不過,為了獲得一個精確大小的矩形,需要鍵入“110,40”,指定矩形的寬度為110mm、高度為40mm。接下來,選擇“Push/Pull”工具,單擊此前創建的矩形并向上拖動,再鍵入“10”即可將2D的矩形通過推拉處理成一個3D的立方體,并指定厚度為10mm。
修改形狀 為了讓打印機展示其高精確度,我們需要為工件添加圓孔和圓柱。從工具欄上選擇“Circle”工具,在立方體上繪制圓。為了準確地進行繪制,我們需要創建臨時輔助線,并使用測量尺以選擇好繪制的位置。在繪制的過程中,我們可以像創建立方體一樣,通過鍵入數字決定繪制的圓的半徑,也可以通過“Edit”菜單復制和粘貼已經繪制好的圓。接下來,使用“Push/Pull”工具通過推拉繪制的圓,在立方體上創建圓孔和圓柱。
輸出到打印機軟件 在完成工件的模型后,單擊“File|Export STL”。如果沒有在菜單中找到該項,這意味著此前安裝STL插件的步驟失敗,需重新安裝(見步驟1)。選擇菜單項后在“Export entire model?”對話框中確認,選擇“Export unit:Millimeters”并在“Export to DXF options”中選擇“stl”。
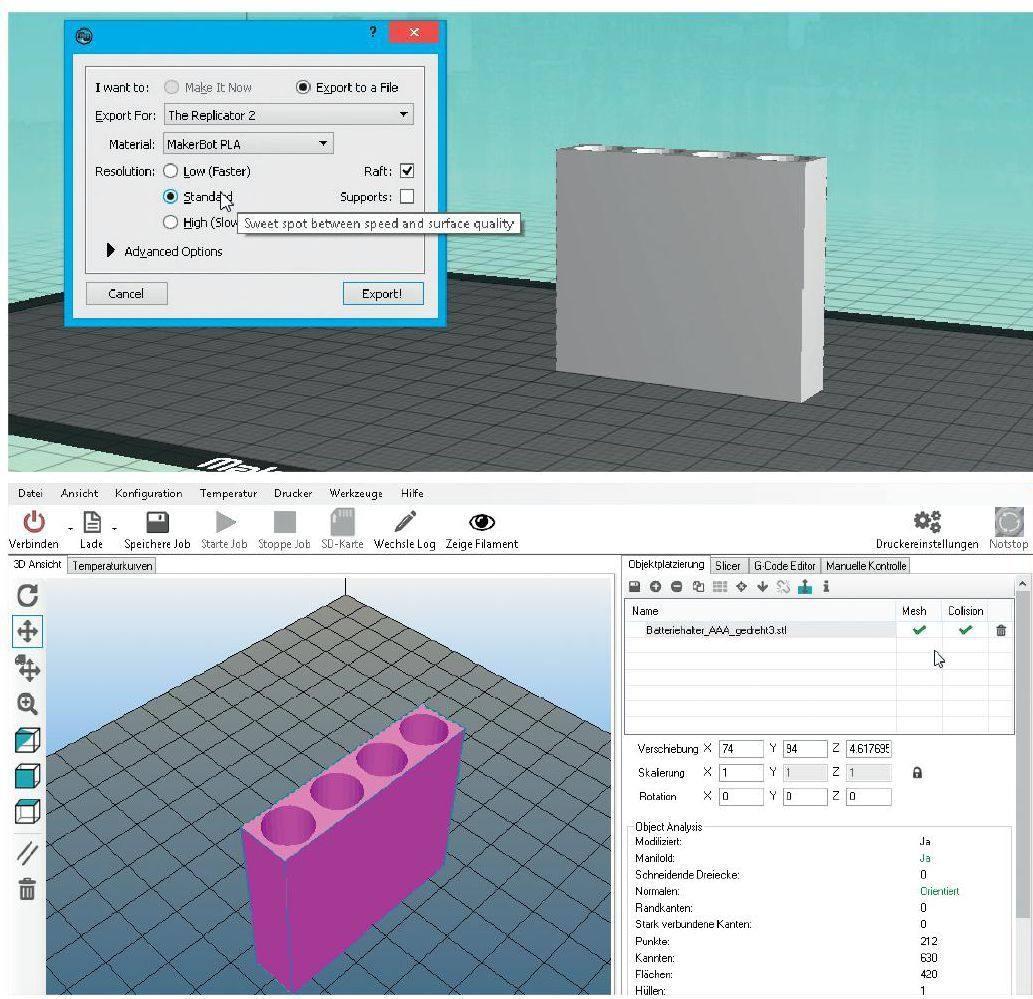
將模型存儲為“.stl”擴展名的文件,然后在打印機軟件上通過“File|Load Model file...”選中存儲的文件以加載模型。在軟件中設置基本參數,如打印質量和材料等,然后通過“File|Save GCode”存儲打印數據。如果需要更細致地進行設置,則可以選擇“Expert|Switch to full settings...”修改更多打印設置,例如改變層的厚度,底層、頂層和腔體的填充比率以及打印速度和溫度等。完成所有設置后,存儲打印數據,并將“.gcode”文件拷貝到SD卡上。
整理底板 參閱打印機的說明,了解清楚打印機是否需要在底板上粘貼保護層。對于Ultimaker來說,為了確保打印頭不會熔掉有機玻璃板和便于取出工件,這項工作是必需的。在打印前拆下底板并粘上膠帶,注意對準底板的邊緣,確保膠帶無間隙也無重疊。打印機提供的膠帶只有一卷,如果用完了,可以使用畫家作畫或噴漆時使用的遮蔽膠帶來代替。
校準和對齊 每次打印之前,必須先檢查和校準打印機,如果需要的話,則可以參考在線的Ultimaker校準指南(wiki.ultimaker.com/Calibrate)。原則上,我們需要調整打印臺角上的4個螺栓,調準打印頭等裝置的距離。接下來,將之前存儲打印數據的SD卡插入打印機,在控制器上選擇“Card menu”,在列出的“.gcode”文件中選擇我們準備打印的一個文件開始打印操作。
修復錯誤 明智的做法是在開始打印之后定期地檢查進度,如果打印過程中出現任何問題,馬上取消打印操作。當然,無論如何,在出現錯誤的情況下,工件基本已經損壞。在我們的測試過程中,Ultimaker也經歷了一些錯誤,例如打印停止導致打印材料回流,與已加熱的塑料絲堵塞在一起。在這種情況下,我們必須從擠出器中取出所有材料,然后仔細清潔噴嘴。要解決各種錯誤,可以參考制造商的網站,通過專門提供的錯誤排除頁面確定打印錯誤的原因,并嘗試修復錯誤,再次嘗試打印。
加工工件 打印完成之后,使用薄刮刀從邊角入手,小心地取出工件。去掉突出的邊緣、輔助的支撐結構和多余的絲線,再用細銼或砂紙打磨工件上的各種殘留物。然后可以使用家用油漆和涂料給工件上色,如果不了解某種家用油漆和涂料是否適合使用,則可以在之前打印錯誤的廢工件上測試其相容性。
責任編輯:金雅文 收稿日期:2014-01-16
有些3D打印機需要自行組裝,Velleman K8200由數百個零件組成。
Velleman打印機的步進電機是歪的,需要自己想辦法調整解決。
MakerBot打印臺校準比較容易,只需要調整3個螺絲釘即可。
標準的打印材料是塑料絲,但Fabbster(右)則是操作比較繁瑣的塑料棒,但材料的計量可以更精確。
操作Pearl打印機只需要通過一個液晶顯示屏、一張SD卡和兩個按鈕即可。
MakerBot的軟件(上)相對簡單,iRapid和Velleman的軟件(下)則提供了更多的選項。
Pearl打印的小斜方截半立方體(白)很干凈,不過MakerBot所打印的(紫色)雖然有長絲卻也很容易去掉。
iRapid(左)和Fabbster打印小斜方截半立方體失敗,CHIP-C(右)需要手動拆除支撐結構。
iRapid(黑色)是唯一一個能夠處理好盒底直線的產品,沒有出現失真。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
光學精密工程(2016年6期)2016-11-07 09:07:19
工業設計(2016年12期)2016-04-16 02:52:00
核科學與工程(2015年4期)2015-09-26 11:59:03
設備管理與維修(2015年12期)2015-04-09 06:57:00