基于垂直掃描白光干涉法的金剛石刀具表面粗糙度測(cè)量*
2014-04-27 13:06:44岳曉斌雷大江
制造技術(shù)與機(jī)床 2014年6期
關(guān)鍵詞:測(cè)量
岳曉斌 劉 波 雷大江 徐 敏
(①復(fù)旦大學(xué)信息科學(xué)與工程學(xué)院光科學(xué)與工程系,上海200433;②中國(guó)工程物理研究院機(jī)械制造工藝研究所,四川 綿陽621900)
超精密加工技術(shù)是現(xiàn)代制造科學(xué)技術(shù)的主要發(fā)展方向之一,超精密加工可分為超精密切削、超精密磨削、研磨、拋光及超精密微細(xì)加工等。單點(diǎn)金剛石切削(single point diamond turning,SPDT)技術(shù)是超精密加工技術(shù)領(lǐng)域中的一個(gè)重要分支。隨著國(guó)家需求及未來新興戰(zhàn)略產(chǎn)業(yè)的發(fā)展,單點(diǎn)金剛石切削技術(shù)在國(guó)防及民用方面有著巨大的現(xiàn)實(shí)及潛在需求,如國(guó)防、宇航、光學(xué)、核技術(shù)中所需的戰(zhàn)術(shù)導(dǎo)彈和載人飛船用球面及非球面大型零件、微光學(xué)器件、激光核聚變反射鏡以及各類功能表面的制造。
高精度金剛石刀具是進(jìn)行單點(diǎn)金剛石超精密切削的基本條件之一。刀具的質(zhì)量是影響產(chǎn)品質(zhì)量(面形精度和表面質(zhì)量)和加工效率的重要因素。例如,通過對(duì)工件表面粗糙度指標(biāo)分析可以發(fā)現(xiàn),由于金剛石刀具的切削刃是由前后刀面相交而成的,故切削刃的粗糙度會(huì)受到前、后刀面粗糙度的影響,當(dāng)機(jī)床在理想狀態(tài)下工作時(shí),刃口的形狀會(huì)直接復(fù)印到工件表面上,切削刃的粗糙度將會(huì)對(duì)工件表面的粗糙度產(chǎn)生重要影響。因此,金剛石刀具前、后刀面粗糙度的高精度測(cè)量具有重要的意義。
目前,金剛石刀具前、后刀面粗糙度可以達(dá)到納米級(jí)。微納米級(jí)表面粗糙度的測(cè)量主要有觸針法、光學(xué)探針法、干涉法、原子力法等。本文采用掃描白光干涉法,實(shí)現(xiàn)了對(duì)金剛石刀具前、后刀面表面粗糙度納米、亞納米級(jí)精度的測(cè)量。
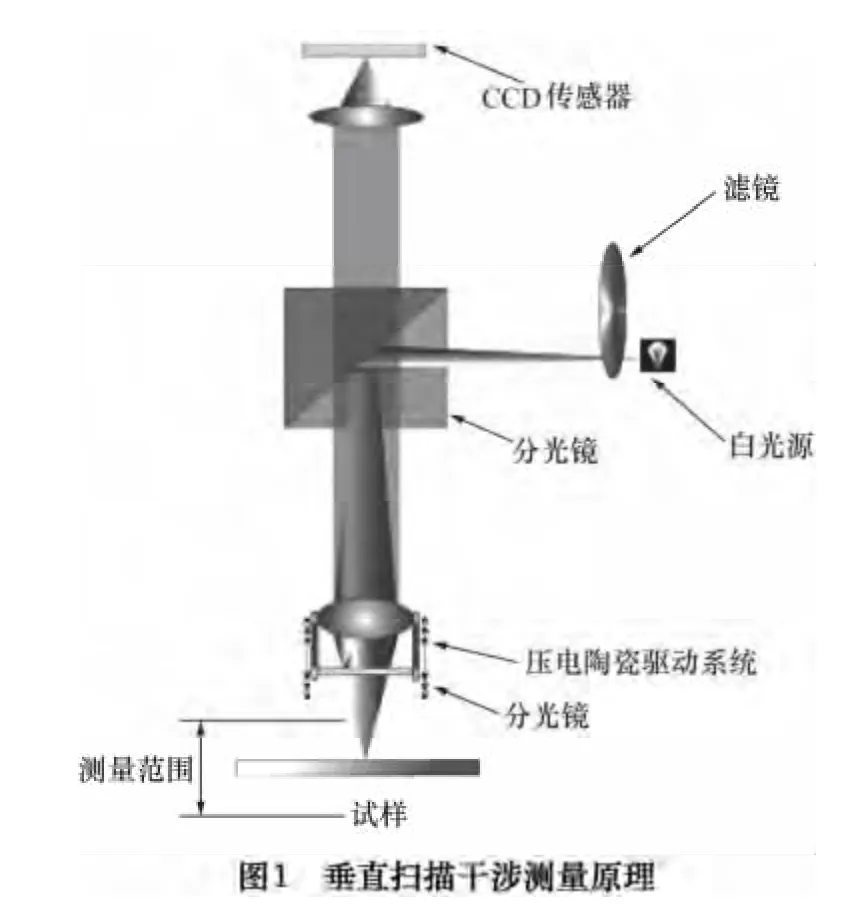
1 垂直掃描白光干涉測(cè)量原理
垂直掃描白光干涉原理如圖1 所示。光源發(fā)出的光束經(jīng)過干涉顯微物鏡系統(tǒng)的分光鏡分成兩束,一束有參考鏡反射回來,另一束由試樣表面反射,經(jīng)過顯微放大后在像平面形成干涉圖像,干涉圖像由CCD 接收。當(dāng)通過PZT 驅(qū)動(dòng)顯微物鏡垂直方向掃描時(shí),兩束光的光程差發(fā)生改變,干涉圖像也隨之改變,測(cè)量區(qū)域內(nèi)每個(gè)像素點(diǎn)的光強(qiáng)變化值將被CCD 記錄。
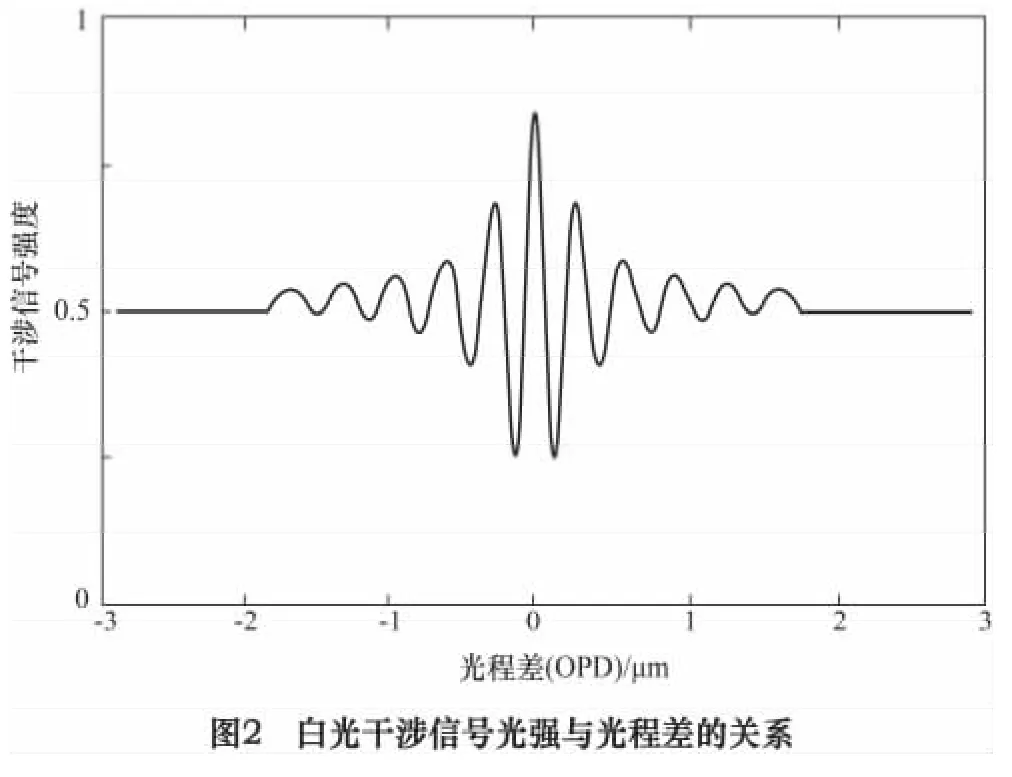
掃描白光干涉法利用白光作為光源,利用白光干涉條紋的特殊性質(zhì)來進(jìn)行表面微觀形貌的測(cè)量。白光光源即有一定光譜寬度的光源,這類光源的相干長(zhǎng)度很短,為幾個(gè)微米至幾十個(gè)微米左右,因此當(dāng)各個(gè)波長(zhǎng)的光非相干性疊加,兩支光束的光程差很小才能發(fā)生干涉,在光程差為零的位置光強(qiáng)值最大,此處出現(xiàn)零級(jí)條紋。由于1 組白光干涉條紋中對(duì)比度的不同,它可實(shí)現(xiàn)絕對(duì)位置測(cè)量,并且零級(jí)干涉條紋的位置和波長(zhǎng)大小無關(guān)。在微表面形貌的測(cè)量中,白光干涉條紋是由各色光譜成分的光波干涉圖像疊加形成的。被測(cè)表面深度不同,干涉條紋的對(duì)比度不同,兩束光干涉光強(qiáng)不同,組成干涉條紋的光譜成分不同。可見,在白光干涉微表面形貌測(cè)量中,被測(cè)表面的深度信息被編碼到干涉條紋圖像的強(qiáng)度、光譜成分及對(duì)比度等信息中,利用這些信息達(dá)到深度測(cè)量范圍的擴(kuò)展。圖2 給出了垂直掃描過程中某一像素點(diǎn)的光強(qiáng)隨光程差的變化曲線,其中,干涉信號(hào)強(qiáng)度最大位置即零光程差位置。
2 實(shí)驗(yàn)與結(jié)果分析
采用垂直掃描白光干涉法的儀器較多,這里選擇Taylor-Hobson 公司的非接觸光學(xué)輪廓儀Talysurf CCI Lite 測(cè)量金剛石刀具前、后刀面粗糙度。Talysurf CCI Lite 利用相干相關(guān)干涉算法和高分辨的數(shù)字?jǐn)z像列陣,通過在Z 方向?qū)l紋的掃描,產(chǎn)生1 個(gè)表面結(jié)構(gòu)的三維表示,對(duì)得到的信息進(jìn)行處理,可將條紋數(shù)據(jù)轉(zhuǎn)化為量化的三維圖像。
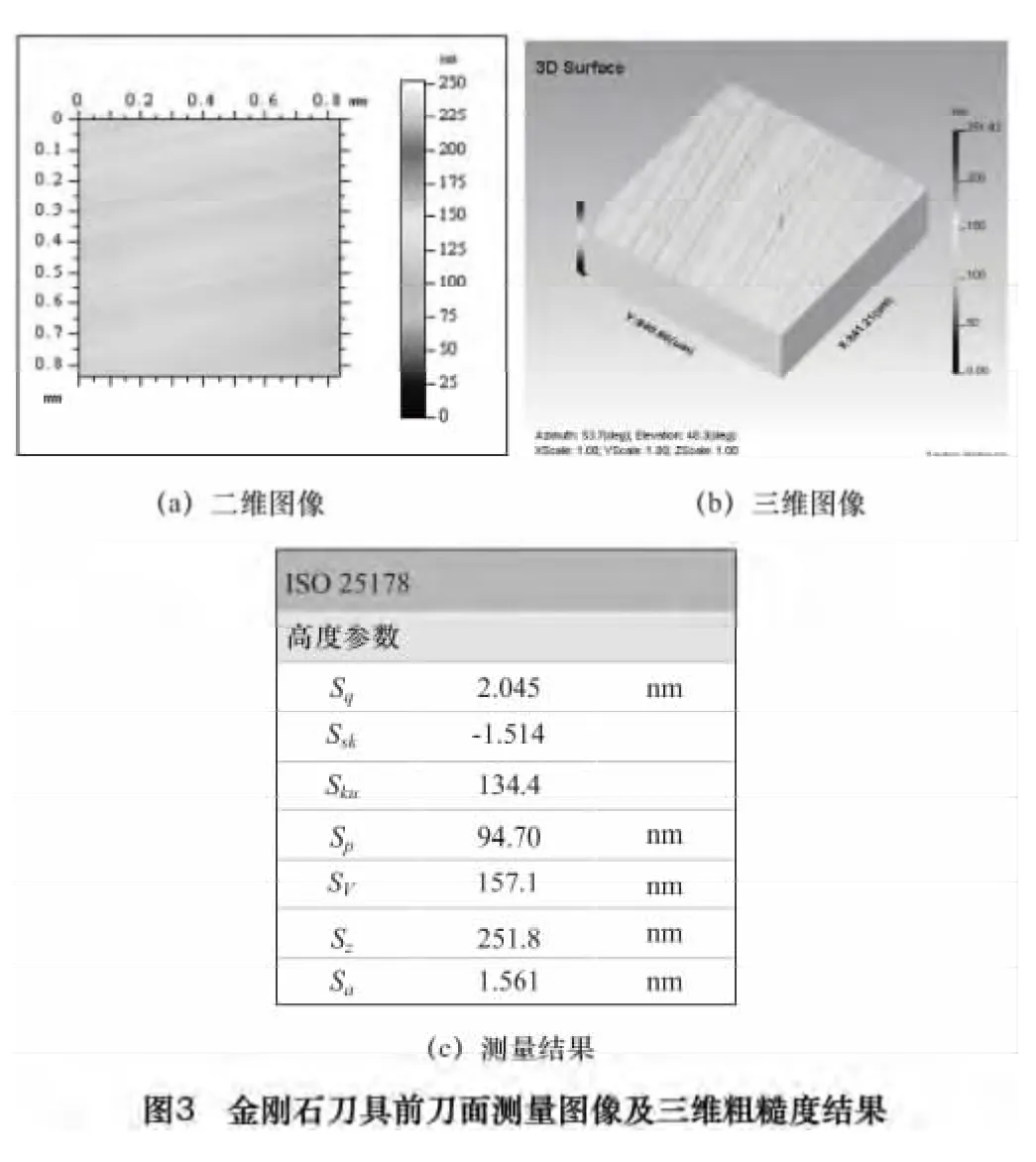
2.1 金剛石刀具前刀面粗糙度測(cè)量
刀具前刀面為超光滑平面,因此光學(xué)輪廓儀選擇“20 ×”物鏡,“Smooth or Stepped”表面類型,在全分辨率模式下測(cè)量金剛石刀具前刀面粗糙度。圖3 給出了金剛石刀具前刀面二維及三維測(cè)量圖像,并給出了刀具前刀面高度參數(shù)的三維測(cè)量結(jié)果。其中,Sq是輪廓均方根偏差,Sa是輪廓算術(shù)平均偏差。
對(duì)刀具前刀面二維圖像進(jìn)行分析,得到前刀面的二維粗糙度結(jié)果。圖4 給出了刀具前刀面的二維粗糙度測(cè)量曲線,及相應(yīng)的振幅參數(shù)測(cè)量結(jié)果。
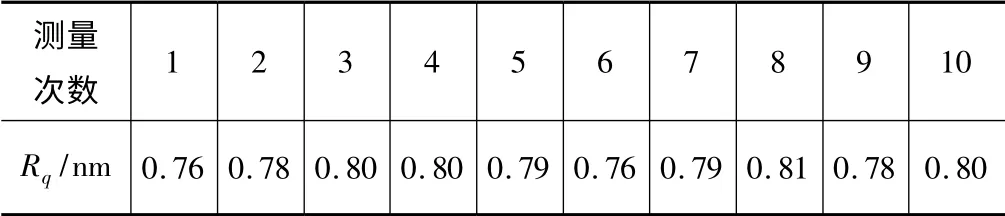
表1 刀具前刀面粗糙度10 次重復(fù)測(cè)量結(jié)果
在相同條件下,進(jìn)行10 次重復(fù)測(cè)量實(shí)驗(yàn),測(cè)量結(jié)果見表1。10 次測(cè)量平均值為:

實(shí)驗(yàn)標(biāo)準(zhǔn)差為:
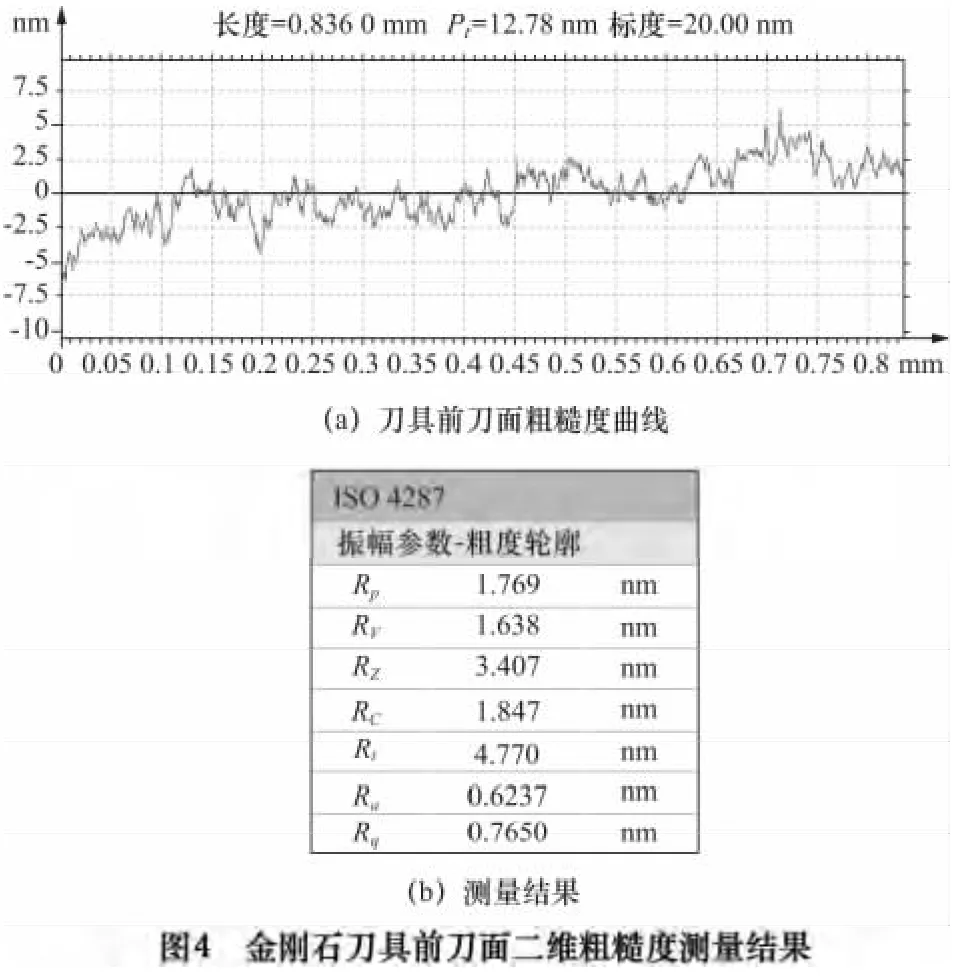
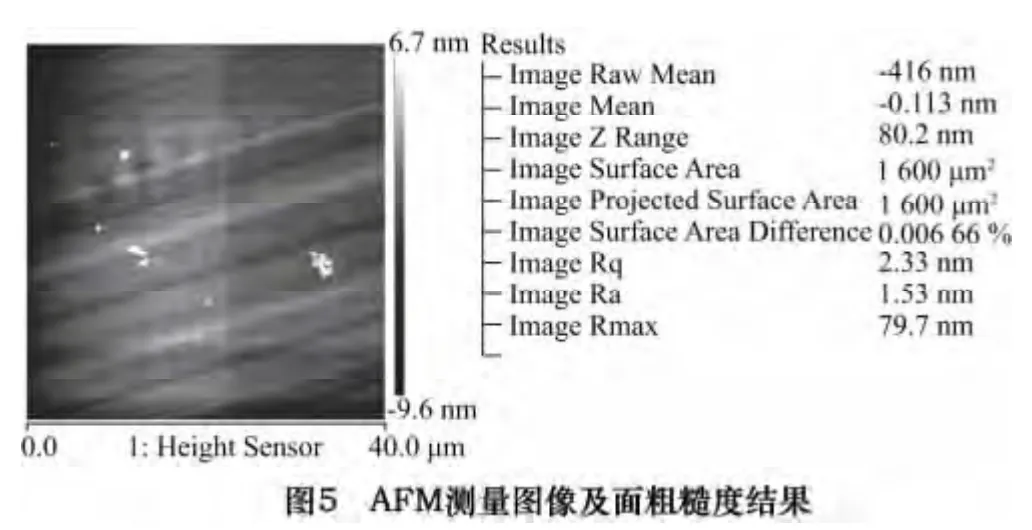
圖5 是利用原子力顯微鏡(AFM)測(cè)量金剛石刀具前刀面獲得的測(cè)量圖像及結(jié)果,其中imageRq、imageRa分別對(duì)應(yīng)光學(xué)輪廓儀中的三維粗糙度參數(shù)Sq及Sa。根據(jù)AFM 獲取的前刀面三維測(cè)量圖像,利用原子力顯微鏡分析軟件,可以得到Rq=0.86 nm。通過比較,當(dāng)在納米亞納米級(jí)高精度測(cè)量時(shí),光學(xué)輪廓儀與AFM 對(duì)金剛石刀具前刀面粗糙度測(cè)量的結(jié)果基本一致,具有很好的相關(guān)性。
2.2 金剛石刀具后刀面粗糙度測(cè)量
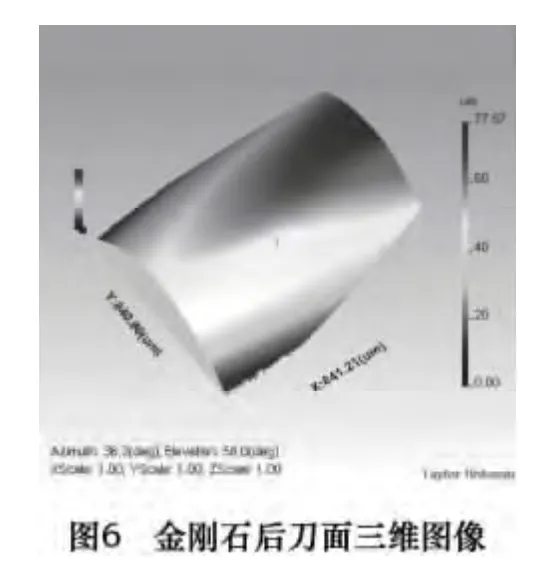
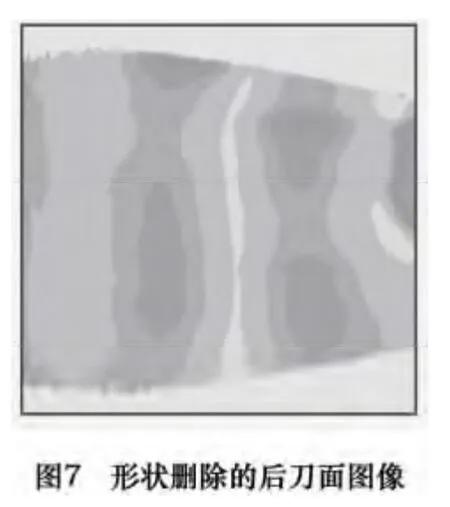
由于金剛石刀具后刀面一般為圓柱面或者圓錐面,光學(xué)輪廓儀在設(shè)置參數(shù)“表面類型”時(shí),與測(cè)量刀具前刀面有所不同。光學(xué)輪廓儀選擇“20 ×”物鏡,“Sloped or Curved”表面類型,在全分辨率模式下測(cè)量金剛石刀具后刀面粗糙度。圖6 給出了金剛石后刀面三維圖像,圖7 給出了形狀刪除的后刀面圖像。
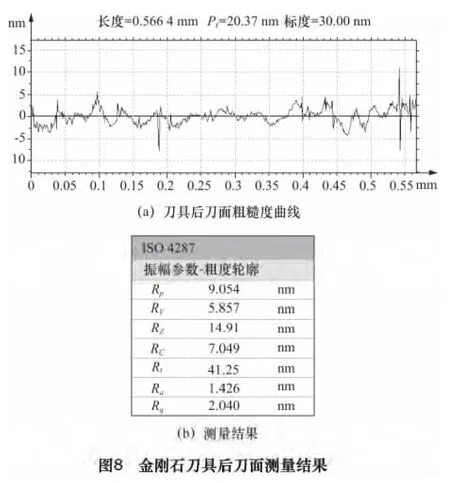
對(duì)形狀刪除之后的刀具后刀面進(jìn)行分析,得到后刀面二維粗糙度結(jié)果。圖8 給出了刀具后刀面二維粗糙度測(cè)量曲線,及相應(yīng)的振幅參數(shù)測(cè)量結(jié)果。
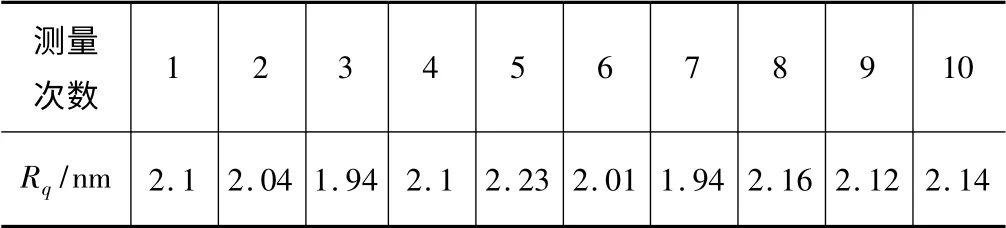
表2 刀具后刀面粗糙度10 次重復(fù)測(cè)量結(jié)果
在相同條件下,進(jìn)行了10 次重復(fù)測(cè)量實(shí)驗(yàn),測(cè)量結(jié)果見表2。10 次測(cè)量平均值為:

實(shí)驗(yàn)標(biāo)準(zhǔn)差為:
3 結(jié)語
垂直掃描白光干涉測(cè)量法已成為表面粗糙度、臺(tái)階高度、局部區(qū)域平面度和一些尺寸測(cè)量的有效工具。將垂直掃描白光干涉法應(yīng)用于金剛石刀具表面粗糙度測(cè)量,可以實(shí)現(xiàn)被測(cè)零件快速、高重復(fù)性和高精度的測(cè)量。利用非接觸光學(xué)輪廓儀,實(shí)現(xiàn)了金剛石刀具前、后刀面納米、亞納米級(jí)表面粗糙度高精度測(cè)量。在高精度測(cè)量時(shí),光學(xué)輪廓儀與AFM 對(duì)超光滑表面粗糙度測(cè)量的結(jié)果具有很好的相關(guān)性。
[1]劉晨,陳磊,王軍等. 利用白光掃描干涉測(cè)量表面微觀形貌[J]. 光電工程,2011,38(1):71 -75.
[2]郭彤,胡春光,陳建平,等. 垂直掃描白光干涉術(shù)用于微機(jī)電系統(tǒng)的尺寸表征[J]. 光學(xué)學(xué)報(bào),2007:27(4):108 -112.
[3]常素萍,謝鐵邦. 基于白光干涉的MEMS 三維表面形貌測(cè)量[J].華中科技大學(xué)學(xué)報(bào):自然科學(xué)版,2007,35(9):13 -16.
[4]徐海濤,劉曉軍,盧文龍,等. 垂直掃描白光干涉信號(hào)的計(jì)算機(jī)快速模擬[J]. 光學(xué)技術(shù),2013,39(3):5 -9.
[5]Richard Leach. 表面形貌的光學(xué)測(cè)量[M]. 北京:科學(xué)出版社,2012.
[6]龐滔,郭大春,龐楠等. 超精密加工技術(shù)[M]. 北京:國(guó)防工業(yè)出版社,2000.
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級(jí)版)(2015年4期)2015-04-29 00:00:00
