基于內高壓的對焊法蘭快速成型技術研究
2014-04-27 08:44:18鄭道友
科技視界 2014年25期
鄭道友
(浙江工貿職業技術學院汽車與機械工程學院,浙江 溫州325003)
0 前言
我國的閥門工業始于上世紀五十年代,直到八十年代初期才得以快速發展,到目前已初步形成了較為完善的產業鏈,產品品種齊全,配套環節完善,行業整體上處于國際中上水平。但與之相配套的法蘭行業發展卻相對緩慢,由于法蘭結構簡單,進入門檻低,大量小微企業進入,競爭激烈,對新技術投入少,產品附加值不高,受原材料影響嚴重,生存難度大。因此,法蘭行業一直處于低端生產水平,尤其是近年來,隨著原材料價格上漲,導致法蘭行業企業生產成本急劇增加,利潤稀薄,企業發展甚至生存面臨嚴峻考驗,整個法蘭行業面臨著洗牌的命運,同時也拖累了泵閥行業的發展。于是部分法蘭企業開始尋找新的突破點,加快自身研發,提升科技含量,以此降低原材料上漲對法蘭造成的影響,法蘭內高壓成型工藝技術正是在這種情形下開始被企業重視。內高壓成型是一種全新的現代先進制造技術,它以管材為加工對象,以液體為主要傳力介質的一種加工近凈成型液力塑性成形技術[1]。內高壓成型技術以節材、節能見長,比常規方法能顯著地縮短生產周期、提高效率、節約能源和節省資源,對于原材料依賴性強的法蘭行業能夠顯著地降低生產成本,因此,內高壓塑性成形技術近年來在國內外發展迅猛,尤其在航空、汽車制造技術以及管件生產上應用較多[2-3]。但是,內高壓成形過程復雜,影響因素眾多,如材料性能、摩擦、軸向進給、加載路徑形式、內壓以及模具等工藝因素,且諸多因素并非獨立而是相互制約,相互關聯的。另外,成形工作壓力大,成型工藝條件苛刻,目前國內還沒有較為系統、詳細、可行的模具和工藝參數的設計準則。所以,內高壓工藝生產目前只限制在航空、汽車部件等少數領域,在其他領域內推廣仍需解決許多技術問題。盡管內高壓成型技術從節材、節能等方面非常適合在法蘭生產上推廣應用,但需要解決的問題不少,目前還沒有應用先例。
1 對焊法蘭內高壓成型工藝分析
如圖1所示是內高壓成型技術加工對焊法蘭的原材料和成品,原材料只需如(a)圖所示的一段管材,通過內高壓擠壓成型即可得到如(b)圖所示的對焊法蘭。從中看出,利用內高壓成型技術加工法蘭在原材料上損失極少,真正做到了節約材料、綠色生產的目的。但是,對焊法蘭的成型過程還是比較復雜的,其工藝流程是:選料→切割管材→打磨→裝料→合模→擠壓成型→車削→檢驗→入庫。
首先是選材,內高壓成型屬于冷加工范疇,在擠壓成型過程中,材料的變形過程是非常復雜的,不同材料的流動應力不同,產生塑性變形消耗的擠壓力也不盡相同,對終端產品的形狀、穩定性等都會有影響,材料的機械性能對對焊法蘭成型非常重要。因為內高壓成型速度很快,一般在幾秒鐘內完成,沒有良好的塑性和韌性的材料一般是很難成型,即使成型了,也存在很多缺陷,所選的材料必須具備很高塑性和韌性。其次必須具備一定的強度,內高壓成型后的對焊法蘭一般不需要進行其他處理就直接使用,因此所選材料需要具備一定的強度才能達到法蘭使用的要求。不過,內高壓成型過程中伴隨著冷作硬化,其強度會有一定增大。管材的切割工序看似比較簡單,但非常重要,在擠壓前必須把管材切割成長度一定的管段放到模具內進行擠壓,由于成型模具的型腔尺寸和體積都是固定的,所供管段必須準確,切割前必須進行長度和體積計算,一旦管段長度或者體積過小,模具的型腔就擠不滿,加工不出合格產品;反之,管段長度或體積過大,模具型腔被擠滿后,多余的材料就會使法蘭壁增厚,不但浪費材料,而且使成型后的法蘭尺寸不符合要求而需二次加工。打磨工序是管材切割后的去除毛刺的工程,工序簡單;至于其它如裝料、合模、擠壓成型、車削及檢驗等只要按規定要求操作即可。
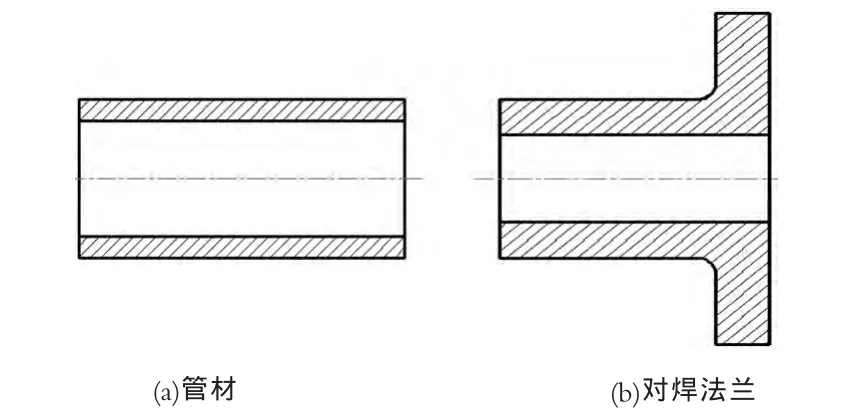
圖1 內高壓成型法蘭的原料及產品
2 對焊法蘭內高壓成型關鍵技術研究
內高壓成型技術以節材、節能見長,能有效地降低零件重量、減少模具數量、縮短生產周期、提高生產效率,具有結構輕量化、加工技術柔性化以及綠色生產等特點[4-5],非常適合于對焊法蘭的生產上推廣應用,但還需要解決非常多的技術難題。
2.1 振動軸壓技術研究
由圖1看出,要把圓形空心管件擠壓成對焊法蘭,而且要保證擠壓質量,軸向推進壓力非常關鍵。在內高壓成形過程中,目前一般采用軸向壓力隨內壓的增大而呈線性遞增方式進行加載。當軸向壓力相對過大時,容易導致管壁受壓失穩而起皺,阻礙了材料向脹形區域的流動,致使所能成形的管高度降低。相反,如軸向壓力相對過小,則由于不能有效推動材料向脹形區域的流動,同樣也不能讓管壁厚度增加。在對焊法蘭內高壓成型過程中采用振動軸壓技術,在內壓增大的同時進行軸向加載能有效地解決該難題。振動軸壓技術就是在定常的壓邊力上疊加一個振動激勵軸壓,可以比較顯著地提高極限拉深比,而且拉深件的壁厚分布也更加均勻。振動激勵下的定常壓邊力要比未疊加振動激勵時的定常壓小,對于法蘭盤,采用多大的激勵信號振幅,以及多大的振動激勵頻率才是最佳,對成型后的對焊法蘭質量最優等,不同規格的法蘭盤有不同的數據。
2.2 大厚度法蘭盤內高壓成型技術研究
隨著國內閥門企業技術力量的加強,許多企業的產品進入石油、化工領域,甚至核能領域,這些領域對閥門及其配套的管件要求較高,配套的法蘭壁厚很大,而內高壓成形的最佳成型對象則是薄壁管材,薄壁管材成型需要的內壓小,軸向進給相對簡單,加載路徑容易控制。而壁厚較大的法蘭件成型壓力大,最高達到1000 MPa,如此大的內高壓使法蘭管件外壁膨脹后緊貼在模具內壁,將產生非常大的摩擦力,導致加載路徑控制非常困難,容易出現在不合理的加載區域內加載,成型中將出現破裂、屈曲等失效形式,使產品精度下降,質量不合格,甚至不能成型。對于壁厚較大的管件內高壓成形,最佳方法是采用梯度加壓技術,即在成型過程中,軸壓是隨內壓的增大而變化,研究兩者的關系,找出它們之間的最佳匹配關系,使成型后的產品質量好,精度較高,成型產品壁厚達到最大值。
2.3 精密法蘭盤內高壓成型技術研究
近年來,隨著工業的發展,許多泵閥需要采用高精度對焊法蘭與之配套,這些法蘭如果采用傳統的鍛造、焊接、鑄造、機加工等方法生產,加工工序繁多,加工時間長,耗材多,成本高,另外,多道工序造成誤差累積,很難保證要求較高的復雜管件精度。如果采用內高壓成型技術,只需一副模具、一道工序就能完成一個復雜零件的成型,且沒有廢料產生,耗材少,成本低。對焊法蘭盤采用內高壓成型雖然工序簡單,但是,它的成形是一個非常復雜的動態過程,內部壓力和軸向進給量之間的關系很難用顯數形式表達,對于不同的形狀、不同材質的零件,其參數是完全不一樣的。因此,對焊法蘭成型之前,需要經過長時間且耗費大量人力物力的試制過程,以得到所需的加工工藝參數,例如尺寸、軸向力、內壓力及潤滑等。而傳統的試制過程是一個“試錯”的過程,取決于試驗者的直覺、經驗和隨著零件幾何形狀的日益復雜,經驗和設計準則只能提供部分的幫助。而且在法蘭內高壓成形領域,相關的經驗積累和資料庫仍然相當匾乏,因此為了縮短試驗時間同時降低試驗成本,采用有限元數值模擬技術來幫助對焊法蘭內高壓成形工藝試驗與研究,對焊法蘭內高壓成形過程數值模擬可以分析成形件的厚度變化、應力應變分布及成形缺陷等,并可以通過有限元仿真方便地獲得最優加載路徑,得到接近實際的參數,可以大大提對焊法蘭的精度。
3 結論
盡管內高壓成型技術以節材、節能見長而非常適合于在對焊法蘭上推廣應用,可以有效地減少模具數量、縮短生產周期、提高生產效率,但是,真正將其應用于生產實際,還需要解決諸多技術問題,才能生產處合格的對焊法蘭。其中成熟的振動軸壓技術可以提高成型的法蘭質量,梯度加壓技術可以擠壓出大厚度法蘭盤,采用有限元數值模擬技術可以提高對焊法蘭盤成型的精度。
[1]劉利軍,等.管材外高壓成型工藝研究現狀及應用[J].床與液壓,2007,4,35(4):98-99.
[2]范軍鋒,陳銘.中國汽車輕量化之路初探[J].鑄造,2006,55(10):995-1003.
[3]范軍鋒,等.汽車輕量化與制造工藝[J].機械設計與制造,2009,7(7):141-143.
[4]何昌德,楊普新.輕量化材料及加工技術在現代汽車上的發展和應用[J].裝備制造技術,2011(2):93-96.
[5]陳維,莊千芳.管材內高壓成形產品失效機理分析及對策研究[J].熱加工工藝,2010,39(17):104-106.