城市公路鋼箱梁制造過程中焊接變形的控制
2014-04-27 08:44:18劉海燕周新榮
科技視界 2014年25期
劉海燕 周新榮
(陜西重型機械制造有限公司,陜西 西安710021)
1 工程概況
西安市東二環~北二環立交樞紐工程是2009年度—2010年度西安市城市綜合交通改善工程的重點工程之一,做為2011年西安世界園藝博覽會得交通樞紐,其項目更是重中之重。由于該工程橫跨地裂縫,故設計在跨越地裂縫時選擇采用鋼箱梁。該工程為互通式三層立交結構,橋梁工程按單向行駛車到劃分為十一座橋梁,即南北主線橋(東、西兩側)、東西主線橋(南、北兩側)、A匝道橋、B匝道橋、C匝道橋、D匝道橋、AA匝道橋、CC匝道橋、DD匝道橋.,其中鋼箱梁共計17跨,共重約4300T。尤以東西主線第四聯鋼箱梁跨度大,跨徑為31m+51m+31m,橋梁總寬13m,箱高1.7m,采用單箱五室結構,鋼箱梁由兩側邊梁和中間掛梁組成,兩邊梁長為39960mm,中間掛梁長34900mm.鋼箱梁處于平曲線R=10800米的圓弧段上,縱斷面為豎曲線,變坡點位于中間掛梁偏右位置,橫坡為1.5%,方向一致,均指向內弧。中間掛梁重235273kg,兩側邊梁均重303645kg,鋼箱梁材質為Q345qD。
2 方案分析
由于該工程工作量大,任務重,工期緊(該工程的順利完工直接影響到世園會公交樞紐的建設使用)。綜上所述,這種結構形式的鋼箱梁制造難度較大。如要求制成后的鋼箱梁整孔間4個支點的不平度大于10mm,單箱旁彎不大于5mm,因為該項目施工區域為封閉施工,全天候24小時可以吊裝,加之施工現場距離加工廠區較近,基本不存在運輸問題,可以依據工廠吊裝設備及能力,將鋼箱梁進行最大組件的劃分組裝,最大可能的減少現場的組拼、焊接的工作量。由于將大量的組拼焊接工作放在加工廠進行,可利用車間天車將鋼箱梁分塊翻轉至水平或最有利的位置施焊,在保證焊接質量的同時又大大提高了工程進度,故此將邊梁和掛梁均分成9個分塊進行制作。
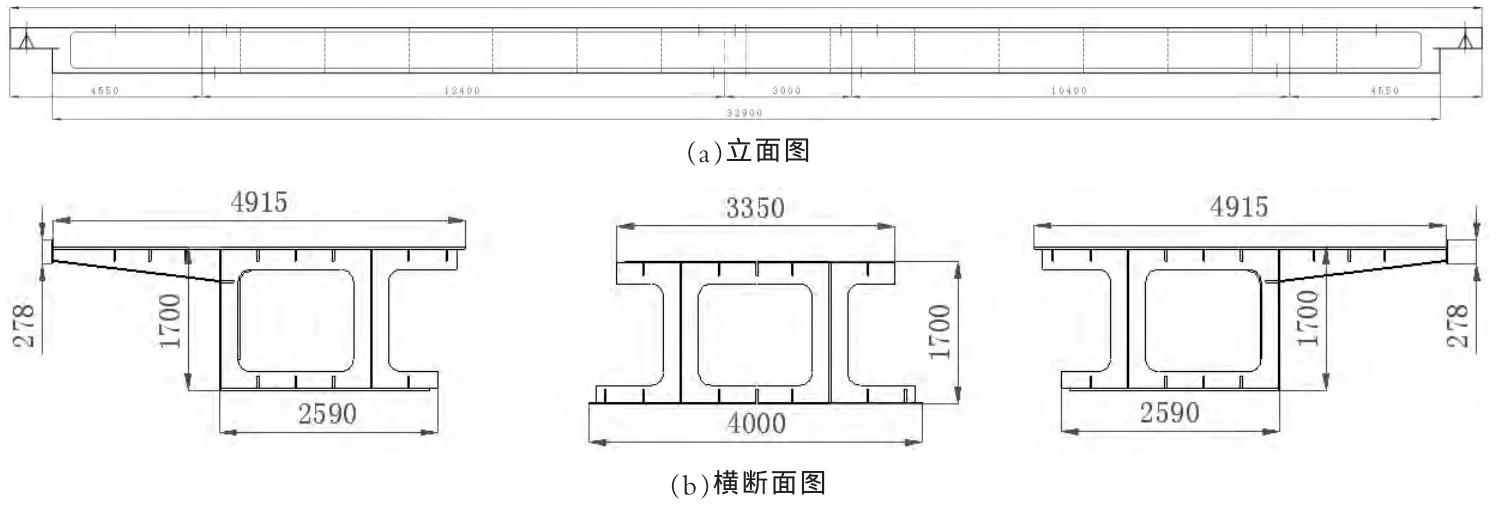
圖1
3 箱型梁段的焊接變形控制
該工程鋼箱梁為全焊結構,頂板、底板、腹板厚度分別為18mm、22mm、18mm,縱向加勁肋為16mm,支座部分墊板及隔板厚度為30mm,所采用鋼板厚度較大,頂板、底板、腹板的拼接焊縫以及腹板與頂板、底板的連接焊縫為Ⅰ級焊縫。防撞護欄、橫隔板、側擋板按Ⅲ級焊縫施工,其余連接處均為Ⅱ及焊縫,焊接工藝和焊縫質量檢驗級別按《鋼結構工程施工及驗收規范》(GB50205-2001)及《建筑鋼結構焊接技術規程》(JGJ81-2002)執行。
由于該項目鋼箱梁的熔透焊縫多,焊接工作量大,焊縫質量要求高,同時對產品的安裝尺寸要求較高,因此,焊接變形的控制成為關鍵問題。通過控制裝配的剛性約束度,采用同步中分對稱焊工藝,調整焊接順序,以及預留收縮量等措施順利地解決了焊接變形問題,滿足了質量要求。
1)要合理的預留收縮量,達到控制制作精度的目的,下料劃線長度方向預留0.5‰的收縮量,寬度方向按板厚不同分別預留1~2mm焊接收縮量。這是根據經驗確定的收縮量。箱梁橫向尺寸及高度由于焊后能進行精密切割,不難保證,箱梁縱向尺寸通過預留收縮量來保證。
2)剛性約束:以往組焊箱形鋼梁時,都是要求在各頂、底、腹單元組件組拼焊接矯形后,劃線裝配蓋板與縱肋,裝配完就進行焊接,矯正后再裝焊橫肋、腹板、蓋板等,現改為將蓋板、縱向加勁肋、橫隔板一次裝配成整體再進行焊接,增加了整體剛性,而且利用縱肋焊接時焊縫縱向收縮量引起的上拱彎曲變形和橫肋焊接時由角變形引起的下撓彎曲變形相抵消,可有效的防止拱度變形。對于一直困擾的翼緣部分焊接角變形問題,采用翼緣橫隔板下料編排時將端頭上翹5~8mm(數值取決于翼緣寬度),來抵消焊接所導致的變形。裝配后部件水平放置于鑄鋼平臺上,并用卡具固定,不僅增加了剛性約束,也可避免因放置不當由自重等引起的附加變形,可防止無規則的扭曲變形。
3)“中分異向”對稱焊;目的是防止焊接順序不當而造成的彎曲變形和扭曲變形。所謂“中分異向焊”是將一條焊縫由中間分開向兩端施焊。如上蓋板單元是采用6名焊工施焊,4名焊工焊縱肋,2名焊工焊橫肋,焊縱向加勁肋時,從中間橫隔板處分開,4名焊工分別向兩端施焊,向每一端施焊的兩名焊工,同時對稱的各焊縱肋一側的一條角焊縫。在焊每兩個橫隔板間的縱肋時,其橫隔板與上下蓋板連接角焊縫應已先焊完。總的原則均為由中間向兩端對稱施焊。
4 箱形梁整體拼焊時變形控制
箱形鋼梁焊接最易出現的難矯正的變形一般是箱梁整體的側彎變形和扭曲變形,其主要原因是焊接順序安排不當以致造成先焊側變形過大。主要控制措施是調整焊接順序和實施同步對稱焊接工藝。
4.1 調整焊接順序
箱梁分塊有8條主要角焊縫,均不采用船形位置焊接,而改為水平位置施焊,先焊上蓋板側的箱體外側4條角焊縫(CO2氣體保護焊),然后焊接箱內水平位置的角焊縫。然后翻轉箱體,在水平位置施焊下蓋板側面箱體外側4條角焊縫和箱內水平位置的角焊縫(均采用CO2氣體保護焊)。最后用CO2氣體保護焊焊完其余角焊縫,均需在水平位置施焊。
4.2 同步同向對稱焊和中分異向對稱焊
箱梁外側腹板角焊縫采用兩臺二保焊機同方向同步對稱施焊。箱內2條焊縫由2名焊工同方向同步對稱施焊。箱內其余角焊縫采用中分異向對稱焊法。每2米為一間隔。(箱內橫隔板、橫聯間距),從中間向兩端施焊,焊完一個間隔的所有平焊位置的焊縫后再焊下一個間隔內的焊縫。
4.3 焊接前墊支調平
為防止因放置不當后焊接所導致的附加扭曲變形,在開始焊接前必須依據橋梁拱度、橫坡變化將箱梁調整墊支,在符合圖紙設計要求及施工工藝要求的胎架上進行焊接:焊后放置必須墊支實確,防止因放置不當導致的變形:嚴禁在焊接好的分塊上放置其他重型工件或箱梁疊加放置,防止人為因素造成的附加變形。
4.4 箱梁現場焊接時工藝控制
4.4.1 大范圍采用各種形式陶質襯墊單面焊雙面成型工藝
對各種形式的焊縫,如頂板、底板、腹板單元的縱向對接焊縫,橫隔板對接焊縫,橋位箱段接口環形焊縫等采用鋼襯墊或陶瓷墊單面焊雙面成型工藝,確保焊接質量,提高生產效率。
4.4.2 控制焊接順序
現場拼接后的環縫,先焊腹板對接立焊縫,且要求從下向上施焊,采用幾名焊工對稱施焊的焊法,從中腹板向兩側展開,而后再施焊底板拼接焊縫,亦是由中間向兩邊施焊,然后是加勁肋對接焊縫及角焊縫,最后施焊上蓋板焊縫。
5 焊接方法的選擇
用CO2半自動焊接曲線焊縫和空間位置焊縫十分方便,且焊接變形也很少,甚至不需要焊后矯正工序,且CO2焊是一種低氫型焊接方法,抗銹蝕能力較強,焊縫的含氫量極低,在焊接低合金鋼時,不易產生裂紋,同時也不易產生氣孔。加之CO2焊所使用的焊絲和氣體價格便宜,來源廣泛,故此選用以CO2焊為主要焊接方法,經焊后實測,箱梁全長旁彎小于2mm,上拱小于5mm,下蓋板4個端點高低差小于1.5mm,均達到質量標準。
焊接施工方案的選擇符合工廠實際條件,對焊接變形的影響降到了最低,經實際操作,驗證了該方案的合理性。架設后鋼橋整體線形美觀,驗收一次通過,此鋼橋已于2011年1月順利通行。
[1]GB50661-2011鋼結構焊接規范[S].中國建筑工業出版社.
[2]陳伯蠡.焊接工程缺欠分析與對策[M].機械工業出版社.
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:57:42
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
建筑科技(2018年6期)2018-08-30 03:41:12
鐵道學報(2018年5期)2018-06-21 06:21:22
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36