快速準確找正接頭類零件斜孔中心方法
2014-04-09 13:13:58中航工業鄭州飛機裝備有限責任公司河南450005李萬民
金屬加工(冷加工) 2014年8期
中航工業鄭州飛機裝備有限責任公司(河南 450005) 李萬民
接頭類零件是機械加工中常見的一類零件,加工時一般用數控加工。零件結構中斜孔較多,多是通氣孔,公差要求不嚴,但是在加工過程中經常存在難以快速、準確定位斜孔中心的問題,特別是許多通氣孔旁邊有其他高精度孔,斜孔位置錯位會碰傷精度高的孔,影響零件氣密性,導致零件超差,甚至報廢,這就嚴重影響了產品加工周期,對產品質量穩定性不利。因此,需要找到一種方法能在工藝上準確標出斜孔的位置,同時設備操作者能快速準確找正斜孔中心位置。本文提出一種快速、準確找正斜孔中心的工藝方法,以達到縮短產品加工周期,提高產品質量的目的。
1.試驗材料與設備
(1)試驗材料:材質為30CrMnSiA的某接頭零件。
(2)試驗設備:采用北京機電院高技術股份有限公司生產的VMC1000立式加工中心,操作系統為FANUC系統。
編程軟件采用CIMCOEDIT5.10.48。采用ALPHAIMAGE205015三坐標測量儀。數據分析軟件采用Minitab5。
2.試驗過程
圖1所示為零件外形圖,圖2所示為從斜孔處剖開圖,圖3所示為加工工藝圖。
零件內部有兩個斜孔φ9mm,在斜孔旁是一個配合孔。原來的定位方法是利用百分表找正外圓高點,作為坐標原點,然后按照程序打中心孔、鉆孔。
利用這種定位方法加工時孔位置經常錯位,碰傷φ9mm孔旁邊的孔,在裝配時漏氣,導致零件超差甚至報廢。
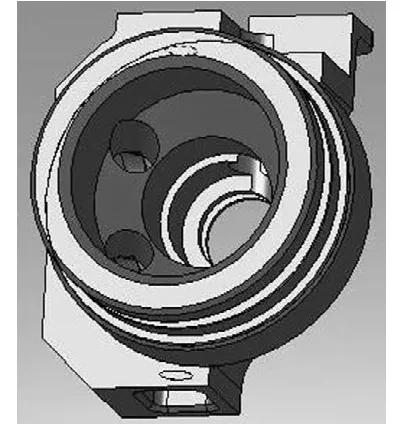
圖1 零件外形圖
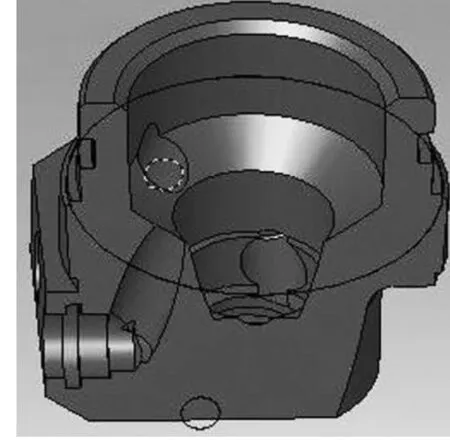
圖2 剖開斜孔圖
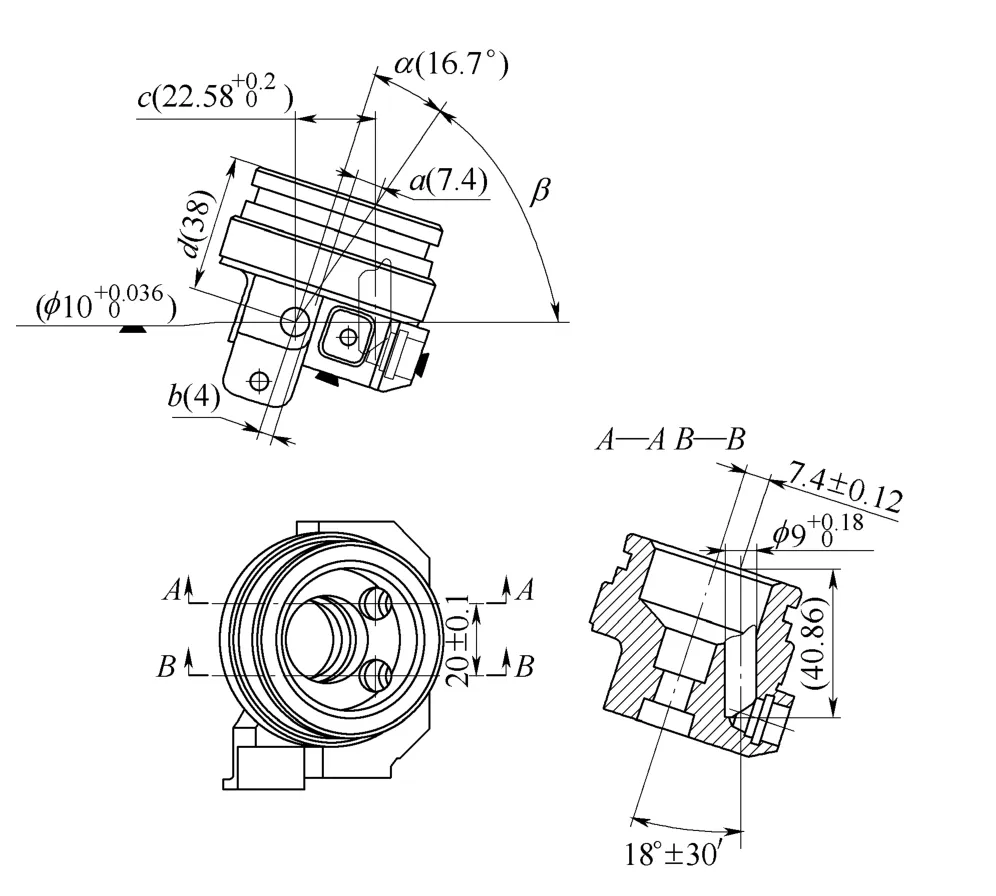
圖3 加工工藝圖
經過分析此零件結構發現,只要能尋找到一個與φ9mm孔垂直的孔,就可以換算出兩孔之間的距離。利用孔定位準確性要比點定位精確。此零件選擇與φ9mm孔垂直的φ10mm孔,此孔精度很高,用φ10mm的軸插入φ10mm的孔中,利用百分表找正軸中心,作為坐標原點,按照程序鉆φ9mm斜孔中心孔A1,然后鉆φ9mm斜孔。
計算過程和公式推導如下。
已知條件:a(7.4),b(4),α+β=(90-18)π/180=0.4π,d(38),求 c。
由tanα=(a+b)/d可得
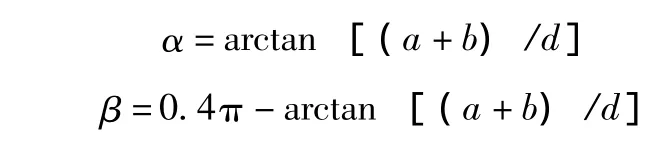
由此可以得出此類零件的通用公式
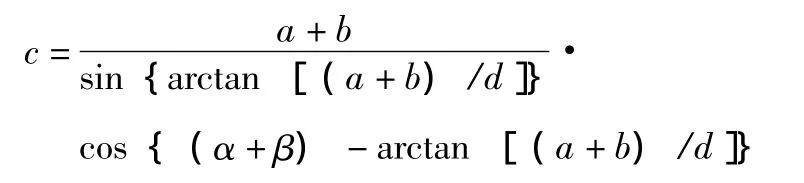
式中,a+b為斜孔中心與端面相交處到和斜孔垂直的孔中心的垂直距離;α+β為斜孔與水平面交角的補角;d為和斜孔垂直的孔中心到端面的距離。
本例代入數值后可得c=22.58mm。
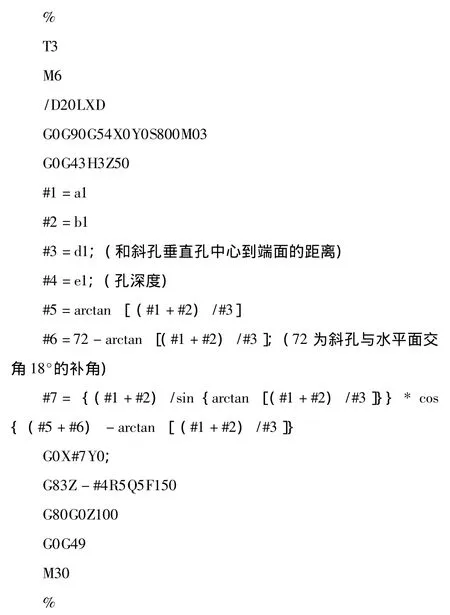
利用上述公式編制數控宏程序,簡化工藝計算,編制宏程序如下:
3.結論和應用
我們對百分表找正圓高點定位法 (原方法)和工藝孔定位法 (新方法)兩種方法加工斜孔結果做一對比。利用三坐標測量儀測量兩種方法加工出的零件斜孔中心尺寸,各取10個樣本如表1所示。
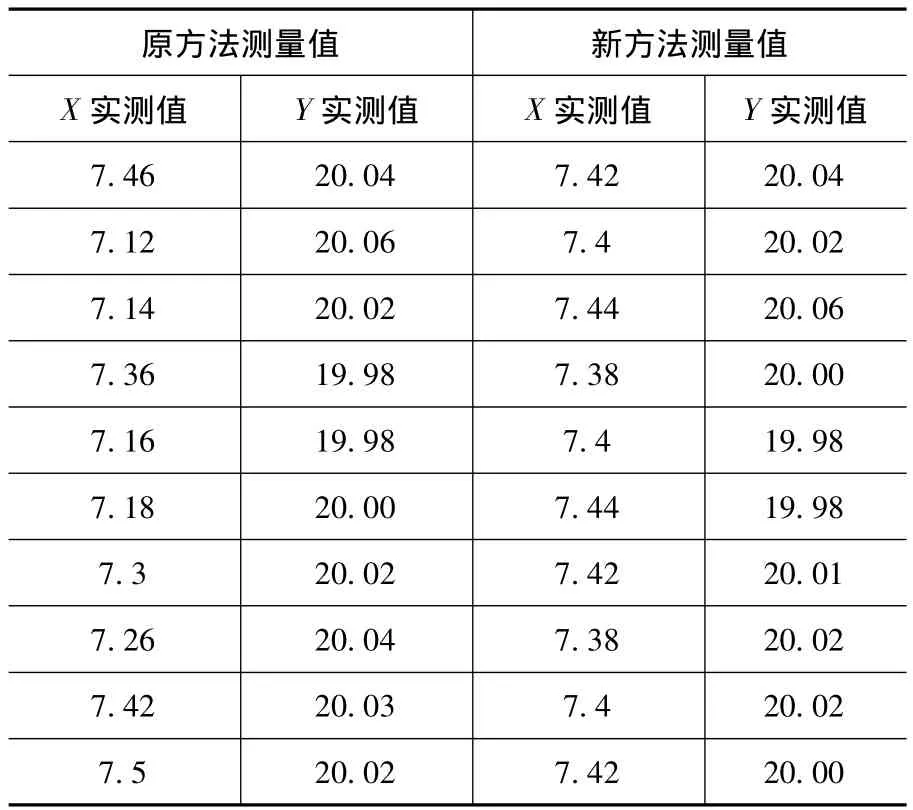
表1 兩種方法加工斜孔定位尺寸對比表(單位:mm)
由表1可以看出,新方法和原方法相比,尺寸(20±0.1)mm都在公差范圍內,不同的是尺寸(7.4±0.12)mm,我們利用 Minitab5對 (7.4±0.12)mm進行雙樣本t檢驗,結果如表2所示。

表2 雙樣本t檢驗結果(單位:mm)
差值=mu(原方法測量值)-mu(新方法測量值)
差值估計:-0.1200mm
差值的95%置信區間:(-0.2141,-0.0259)mm
差值=0(與≠)的t檢驗:
t值=-2.68mm,P值=0.015mm,自由度=18。
兩者都使用合并標準差=0.1001mm
由結果可以看出,P值=0.015mm,影響特別顯著,新方法可以很好地解決尺寸超差問題。
上述解決方法給此類零件的斜孔加工提供了思路。在此類零件加工工藝編制過程中可以確定與斜孔垂直的孔為定位孔,在加工過程中以此孔定位去找正斜孔。為了提高定位精度,在前面的加工工序中提高定位孔加工精度。對于與斜孔沒有垂直孔的零件,可以增加與斜孔垂直的工藝孔,用來準確定位斜孔位置。
猜你喜歡
中等數學(2022年2期)2022-06-05 07:10:50
小學生學習指導(低年級)(2020年6期)2020-07-25 02:31:36
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生學習指導(低年級)(2018年9期)2018-09-26 05:59:44
瘋狂英語·新讀寫(2018年2期)2018-09-07 09:32:10
Coco薇(2016年2期)2016-03-22 02:42:52
銅業工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
