浮動套筒設計在機床鉸孔中的應用
2014-04-09 13:13:52中航工業導彈院凱邁機電公司河南洛陽471003劉仁春袁維濤任春艷
金屬加工(冷加工) 2014年8期
中航工業導彈院凱邁機電公司(河南 洛陽 471003) 劉仁春 袁維濤 任春艷
某零件中有鉸刀孔工序,在實際加工中,由機用鉸刀的錐柄插入尾座的錐孔中,再調整尾座套筒軸線與主軸軸線重合,而一般車床的主軸與尾巴軸線要非常精確地重合在同一軸線上是比較困難的,因此在批量鉸孔生產中,嚴重影響了工件的質量和生產效率。為了保證工件的同軸度,提高產品質量,研制了機用鉸刀錐柄安裝在尾座套筒前的浮動套筒上。
1.浮動套筒的設計
此萬向微量浮動套筒,鉸刀在鉸孔時可以自由地徑向擺動,從而保證了鉸刀與工件孔有很好的同軸度,鉸孔精度較高。它的結構簡單、裝夾合理,深受使用者的歡迎。
萬向微量浮動套筒的結構如附圖所示。本體7使用T8A工具鋼,熱處理50~55HRC,后半部分4號莫氏錐體,用于放置在車床尾座頂尖孔內,前半部分有一臺階孔,孔內裝入浮動座的定位止口,用4個M8的螺釘和本體7的螺紋孔聯接。
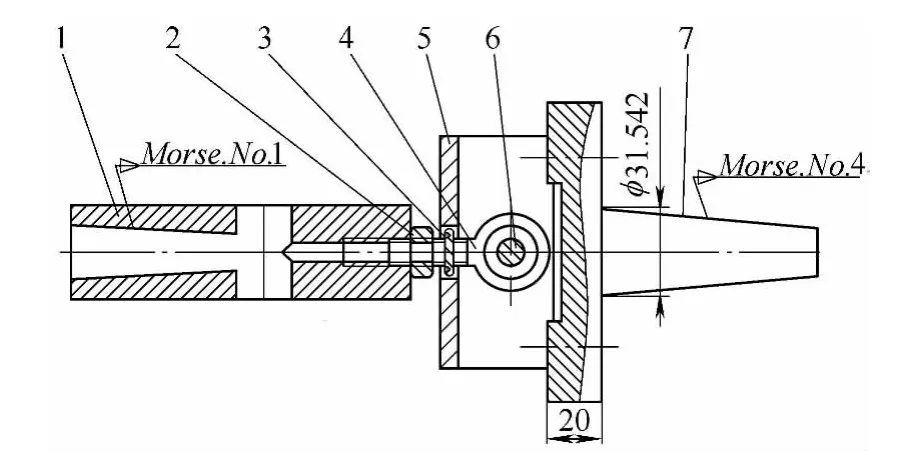
萬向微量浮動套筒結構圖
浮動座5使用T8A工具鋼,熱處理40~45HRC。浮動座上φ10mm的孔是將關節軸承4用銷軸固定,關節軸承上有球形調節螺母3和鎖緊螺母2,通過調節螺母3在浮動座孔中的位置來調節徑向浮動量,鎖緊螺母2用于固定關節軸承和聯接套,同時傳遞鉸削加工時的轉矩。
聯接套1使用T8A工具鋼,熱處理50~55HRC,聯接套后部螺紋孔用于聯接浮動座中關節軸承上M10的螺桿部分,調整好位置后用緊固螺母將聯接套與浮動座固定緊,然后調節螺母來調節萬向微量浮動鉸刀桿的浮動量來適應機床與工件不同軸的情況,進行孔的浮動鉸削加工。經過試鉸調整調節螺母到浮動座合適位置完成對孔的加工。
2.工作過程
鉸刀通過浮動套筒插入內孔中,利用套筒與本體、銷套與套筒之間存在的一定間隙,產生浮動(徑向浮動)。鉸孔時,鉸刀通過微量的偏移來自動調整其中心線與孔中心線的重合,從而消除了由于車床尾座套筒與主軸同軸度的誤差而對鉸孔質量的影響。
3.注意事項
(1)由于采用浮動套筒安裝鉸刀,鉸孔時是靠鉸孔前的半精加工內孔表面導向、定位的,鉸孔工序本身不能修正半精加工內孔的形位誤差。所以在鉸孔前的內孔軸線不直或圓跳動等缺陷應在鉸孔前一道工序把它消除,這樣可以使鉸出的孔達到同軸度和垂直度的要求。
(2)該裝置對于機床自身誤差能給予一定的修正。如修正機床主軸與尾座的同軸度誤差。
(3)安裝鉸刀時,應注意錐柄和錐套的清潔。
此浮動套筒設計現已申報并獲得2011年的國家專利,專利號為ZL201120002386.1。
