車銑復合加工中心故障分析與維修案例
2014-04-09 13:53:00許昌煙機公司河南461000盛麗華
金屬加工(冷加工) 2014年10期
關鍵詞:測量
許昌煙機公司 (河南 461000) 萬 鵬 盛麗華
車銑復合加工中心故障分析與維修案例
許昌煙機公司 (河南 461000) 萬 鵬 盛麗華
1.存在的問題
MA2AKE420H型車銑復合加工中心是集機電液氣一體化的高技術設備,由于在試切過程中,B軸刀具和A軸發生碰撞,導致B軸徑向跳動超過0.08 mm,側母線傾斜,實際測量有0.18 mm,設備不能正常使用。
公司設備部經過和廠家服務中心聯系,需要把B軸拆下送回日本修理,修理費用合人民幣50萬元。調整B軸側母線需要5萬元人民幣,而且周期長。最后經設備部和分廠領導協商,決定把這個修理任務交給分廠維修組來完成。
2.故障分析
經過反復測量找到原因:B軸徑向跳動超差是因為B軸刀具和A軸撞擊,造成B軸錐孔里面有突起的部位;B軸側母線傾斜是由于底座撞斜引起的。
3.解決措施
(1)研磨B軸 找出原因后,首先做了3根研磨棒,并分別在3根研磨棒錐面上用氣動小砂輪開出6道槽,分粗研、半精研、精研B軸。粗磨6道槽深2 mm,寬2 mm;半精研槽深1 mm,寬1 mm;精研槽深0.5 mm,寬0.5 mm。研磨棒形狀如附圖所示。
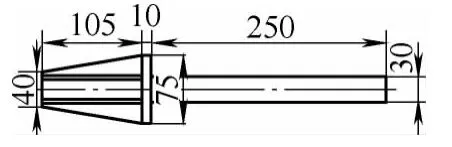
研磨棒
具體做法是:粗研磨用120目研磨膏,研磨膏用50%的機油和50%的煤油調制;半精磨用180目研磨膏,研磨膏用70%機油和30%的煤油調制;精研磨用240目研磨膏,研磨膏用純機油調制。這樣調制的原因是粗研磨時量比較大,煤油多便于研磨,精研磨時量比較小,用純機油更容易研磨光。
粗研磨時,先找準高點,用記號筆作記號,把研磨膏均勻地抹在研磨棒的道槽里,左手抓住研磨棒的前端,右手抓住研磨棒的后端,研磨棒的力量要往高點使的力大一些,研磨2~3遍后,用無毛布蘸煤油把錐孔清洗干凈,再用校棒測量一次,便于下一次研磨。這樣反復研磨、反復測量,直到測量有0.04 mm跳動時,完成粗研磨進入下一階段,用半精磨棒研磨B軸,進行半精磨。直到用校棒測量根部有0.015 mm跳動時,開始用精研磨棒研磨,這樣做的目的是因為研磨量小,便于提高錐孔的表面粗糙度質量,一直研磨到用300 mm長的校棒測量跳動,校棒根部跳動為0.05 mm,校棒中間部位跳動0.01 mm,外端跳動0.02 mm就完成研磨工作,達到了設備出廠的技術參數。
(2)調整B軸側母線 首先,把機床后面的鈑金拆掉。松開導軌上的4個滾動體上面的24個固定螺釘。再松開絲杠螺母上的6個固定螺釘。B軸上吸千分表,表頭打著校棒外端,調整導軌側面上的2個調整螺釘。調整到校棒和導軌的垂直度在0.01 mm以內就合乎要求了。
4.結語
經過此次機床維修,機床精度完全達到出廠技術要求,為公司節約了大量的維修費用,而且縮短了維修時間,為維修類似機床故障提供了參考。
20131225)
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00