電主軸高速鉆削不銹鋼微小孔
2014-04-09 13:53:00廣州航海學院船舶工程學院廣東510725唐振宇
金屬加工(冷加工) 2014年10期
關鍵詞:不銹鋼
廣州航海學院船舶工程學院 (廣東 510725) 唐振宇
廣州市敏嘉制造技術有限公司 (廣東 511453) 謝政平
電主軸高速鉆削不銹鋼微小孔
廣州航海學院船舶工程學院 (廣東 510725) 唐振宇
廣州市敏嘉制造技術有限公司 (廣東 511453) 謝政平
隨著科技的不斷發展進步,不銹鋼材料被越來越廣泛應用于航空、化工、建筑及食品等各行各業中。通常把含鉻量>11.7%或含鎳量>8%的合金鋼稱為不銹鋼,按化學成分可分為鉻不銹鋼和鉻鎳不銹鋼。不銹鋼屬于難加工材料,與碳鋼相比,其加工性能表現為塑性大、粘附性強、表面硬化嚴重、切削熱大、尺寸精度和表面粗糙度難以保證等,而不銹鋼小孔尤其難加工。微小孔一般定義為直徑為0.5~3.0 mm,長度數倍于孔徑尺寸的小孔。不銹鋼微小孔鉆削屬于半封閉式加工,排屑困難,加工硬化現象嚴重,切削溫度高,鉆頭磨損嚴重。在鉆床、數控銑床和加工中心上采用普通高速鋼麻花鉆鉆削時,容易出現鉆頭易折斷、排屑不暢、切削熱大等問題。因此不銹鋼小孔鉆削必須有適合其特點的加工要素,以適應數控機床自動加工的要求,提高加工效率和刀具壽命。
1.高速電主軸不銹鋼鉆削試驗
采用鉆削電主軸進行項目試驗是本研究的關鍵。電主軸的變速范圍由變頻交流電動機控制,具有調速范圍寬、響應快、速度高等優點。在鉆削難加工不銹鋼材料時,可根據不同的材料性能、加工要求,快速地選擇合理的切削用量。根據轉子動力學理論,當主軸轉動速度遠大于主軸系統的固有角頻率時,能夠提高主軸旋轉的穩定性,起到自動對心的作用,可提高鉆孔的入鉆定位精度。鉆削電主軸具有結構簡單緊湊、振動小,主軸跳動精度高等優點,明顯提高了鉆孔的加工精度和表面質量 (如表面粗糙度和圓度)。電主軸是機床主軸由內裝式電動機直接驅動、實現了機床的“零傳動”的一種高速主軸。
(1)不銹鋼鉆削試驗 試驗平臺為德國DMU60T高速加工中心 (選用 SFM3542B—12/0.4TMP的電主軸,其額定功率為400 W,最高轉速為12000 r/min,轉速可在0~12000 r/min之間調速)、加速度傳感器、YDM―Ⅲ99測力儀、電荷放大器和計算機等組成,如圖1所示。鉆削試驗的工件為3 mm厚不銹鋼板1Cr18Ni9Ti,試驗中對該工件鉆削1.2 mm通孔,在試驗平臺上采用單因素法,只改變鉆頭材料、進給量、主軸轉速其中一個因素,進行鉆削力和轉矩的試驗,YDM―Ⅲ99型整體式測力儀可以測量X、Y和Z向切削分力,同時測力儀的力信號運用計算機里的測力儀集成軟件處理后,可以得到切削力、轉矩等相關的試驗數據,以此探討切削力、切削功率等規律。鉆削試驗參數如附表所示,試驗數據如圖2、圖3所示。
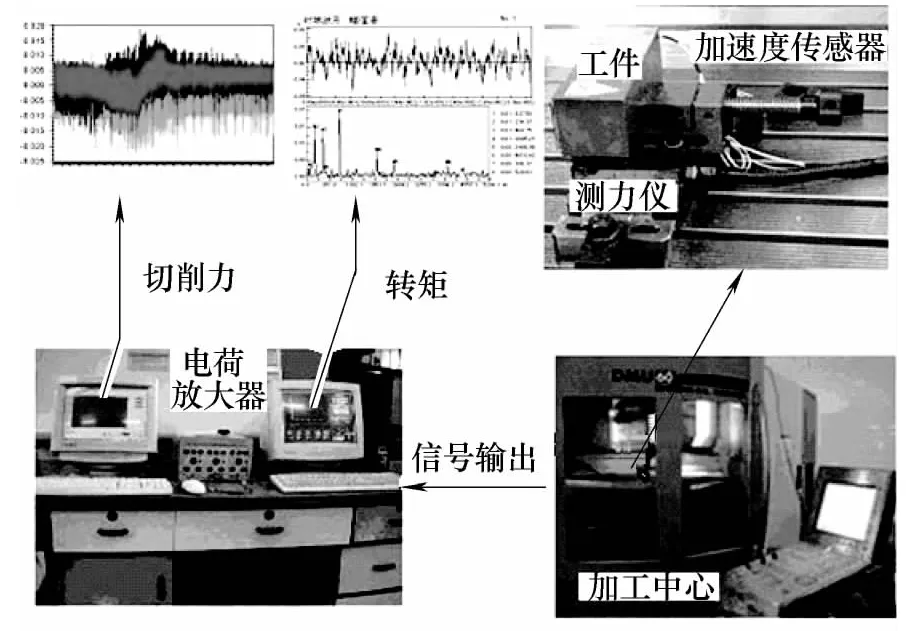
圖1 不銹鋼鉆孔試驗平臺
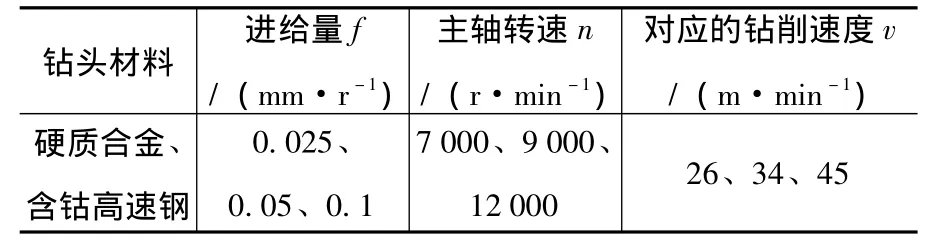
鉆削試驗參數表

圖2 切削力F與鉆削速度v的關系

圖3 轉矩M與鉆削速度v的關系
(2)試驗結果及分析 ①鉆頭材料的影響。在圖2和圖3中給出了采用直徑為1.2 mm的硬質合金鉆頭和含鈷高速鋼鉆頭鉆削不銹鋼板,在不同進給量下 F—v和 M—v的關系。經分析可知,不銹鋼1Cr18Ni9Ti鉆削的切削力F和轉矩M隨著鉆頭材料的不同會出現相對應的變化,使用含鈷高速鋼鉆頭的F和M分別比硬質合金鉆頭大7%~25%和10%~40%。究其原因是,硬質合金鉆頭比含鈷高速鋼鉆頭具有更好的導熱性和耐熱性、更高的硬度和剛度。隨著鉆頭材料硬度和剛度的提高,其切削力F和轉矩M也會相應地減小。②進給量f的影響。由圖2、圖3可知,鉆削不銹鋼1Cr18Ni9Ti時,F和M均隨著f增大而增大。究其原因是,隨著f的增大,切削刃的切削厚度成正比增大,切削面積也相應地增大,因此F和M增大。不論是采用硬質合金或是含鈷不銹鋼鉆頭,F和M隨著f增大而增大的趨勢均是一致的。③鉆削速度 v的影響。由圖2、圖3給出的1Cr18Ni9Ti鉆削試驗F—v和M—v的關系分析,F和M均隨著 v的增大而增大;當 v>34 m/min、f>0.05 mm/r時,F和M增大的趨勢更加明顯。究其原因是,隨著切削速度和進給量的提高,鉆削過程中產生的鉆屑跟鉆頭發生粘結,使得排屑不暢,引起F和M的急劇增大。鉆削后工件如圖4所示,可以看出,當v=34 m/min、f=0.1 mm/r時,就會產生嚴重的排屑不暢,使得鉆孔穿孔時帶有明顯的飛邊和毛刺。

圖4 鉆孔后的工件
2.不銹鋼小孔鉆削的工藝對策
根據試驗結果,針對不銹鋼小深孔鉆削的難點,結合不銹鋼小孔加工的特點,提出以下工藝對策。
(1)鉆頭材料的選擇 常用的刀具材料有硬質合金和高速鋼兩大類。因高速鋼切削不銹鋼時的切削速度不高,影響了加工效率的提高,但高速鋼比硬質合金的成本低,耐沖擊韌性強,所以目前大多數小孔鉆削加工還采用高速鋼刀具。硬質合金刀具材料主要有YG(鎢鈷)類、YT(鎢鈷鈦)類和YW通用類。YG類和YT類硬質合金的導熱性、耐磨性、耐熱性及硬度方面都較好,適合不銹鋼材料的切削。正因為硬質合金刀具在耐熱性、硬度上都優于高速鋼,其對不銹鋼小孔加工的鉆削力小,鉆削溫度較低,易切削。因此,為解決鉆頭直徑小、易斷的問題,提高小直徑鉆頭的硬度和剛度,降低其鉆孔加工的鉆削力,可選用高性能硬質合金鉆頭。
(2)合理的切削用量 小直徑孔的加工如果仍采用傳統的低速鉆削方式,據切削加工理論分析,會出現單位時間內材料的切除率非常低,造成切削加工時間長,加工效率低等。切削速度對鉆削溫度和鉆頭壽命的影響最大,進給量次之,吃刀量影響最小。因此采用高速電主軸的鉆削加工方式對不銹鋼進行小孔加工,選擇合理的切削用量非常重要。
(3)適當的切削液 針對不銹鋼鉆削加工切削熱的問題,實踐中常采用合理的切削液來解決。本試驗中選用添加了極壓物質SP的極壓乳化液與水按重量比1∶20混合而成的切削液,該切削液潤滑性能好,滲透能力強,特別適合不銹鋼小孔鉆削加工。常用于加工不銹鋼的切削液還有硫化油、硫化豆油、煤油加油酸或植物油、四氯化碳加礦物油、極壓乳化液等。
(4)采用步進鉆孔加工工藝 針對深孔鉆孔排屑困難和易斷屑的加工問題,采用步進鉆孔的方法即啄孔的方式來解決。步進鉆削是一種非常有效的小深孔加工手段,由于鉆頭反復回退需消耗大量時間,加工效率偏低,試驗也證明選擇高速電主軸高切削速度切削下,可以適當增加切削進給量,提高加工效率。
20140321)
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16