頂罩板折角模的設計
2014-04-09 13:14:12株洲電力機車廠湖南412001伍國柱
金屬加工(冷加工) 2014年11期
株洲電力機車廠(湖南 412001)伍國柱
1.零件工藝分析
圖1所示為三菱空調頂罩板,材料為Q235A,板厚為0.6mm。零件的沖壓工藝順序為:切角沖孔→拉深切角→折邊翻孔壓窩→折角。其中折角要求把頂罩板上4角4個R10mm處2.3mm長的直邊折出來。
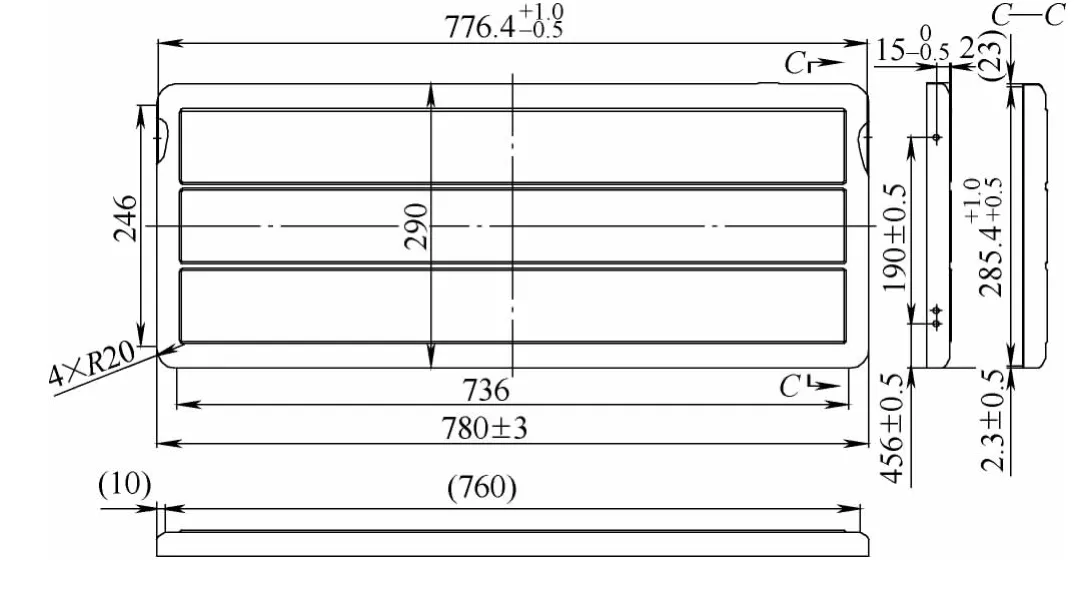
圖1 頂罩板
2.模具結構的設計
頂蓋折角模如圖2所示,主要由滑動凹模組合、斜鍥體、上下模板、折邊凸模、側壓料板組合、壓料板、壓窩沖頭、凹模斜鍥、凹模斜鍥基體、各限位裝置、各導向裝置和各類彈簧組合等組成。這套模具的最大難點在于頂罩板的邊內翻后怎么脫料,這就需要折角的凹模必須能夠活動,讓開折邊。為了解決這個難題,模具采用了斜鍥式的滑動凹模。
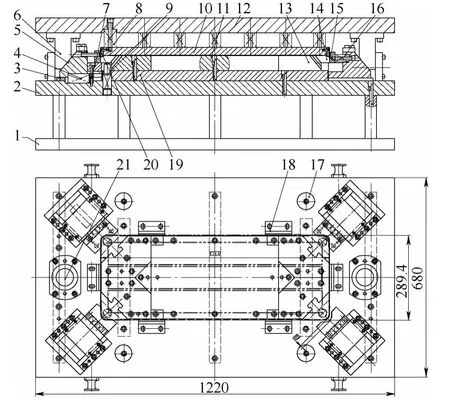
圖2 頂罩板折角模
(1)折角凸模。折角凸模的工作條件比較惡劣,所以對凸模的材料不僅要求有高的硬度,而且要求材料有好的耐磨性、好的耐沖擊性、好的淬透性和好的切削加工性。凸模采用Cr12MoV,熱處理硬度為55~58HRC。圖3所示為折角凸模的零件,熱處理硬度為55~58HRC。
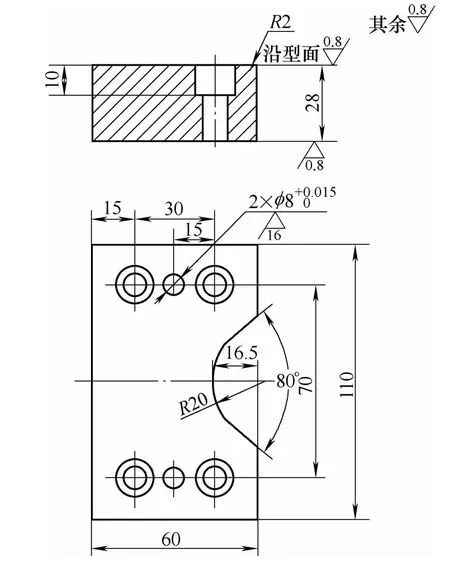
圖3 折角凸模
(2)滑動凹模及凹模斜鍥。滑動凹模組合由4件滑動凹模組成,是這套模具最關鍵的零件。圖4所示為滑動凹模組合中滑動凹模1的零件,熱處理硬度為55~58HRC。
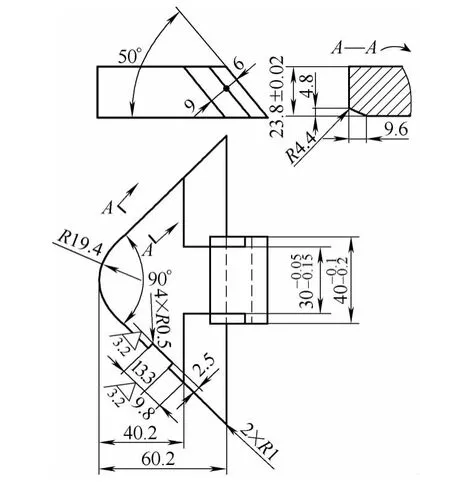
圖4 滑動凹模1
滑動凹模中的50°斜面與凹模斜鍥相貼合,可以在凹模斜鍥中作上下滑動,同時也作水平方向的移動。滑動凹模的工作條件極其惡劣,既要進行上下滑動,又要承受折邊的彎曲力,所以對滑動凹模的材料不僅要求有高的硬度,而且要求材料有好的耐磨性、耐沖擊性、淬透性和切削加工性。滑動凹模材料采用Cr12MoV,熱處理硬度為55~58HRC。滑動凹模形狀復雜,精度要求高,既要與凹模斜鍥相配合的斜面及兩處鍥形塊的尺寸及位置,又要保證折邊處的尺寸23.8mm及形狀。
為了達到精度要求,滑動凹模熱處理后工藝順序如下:①把6面磨好到尺寸100mm×100mm×23.8mm,把 9.6mm、4.8mm和 R4.4mm磨好。②利用專用工裝精密線切割加工外形及斜面。③鉗工拋光切割面。
凹模斜鍥組合由4件凹模斜鍥組成,用來安裝滑動凹模,與墊板用螺栓、銷釘聯結固定。圖5所示為凹模斜鍥組合中凹模斜鍥1的零件,熱處理硬度為55~58HRC。
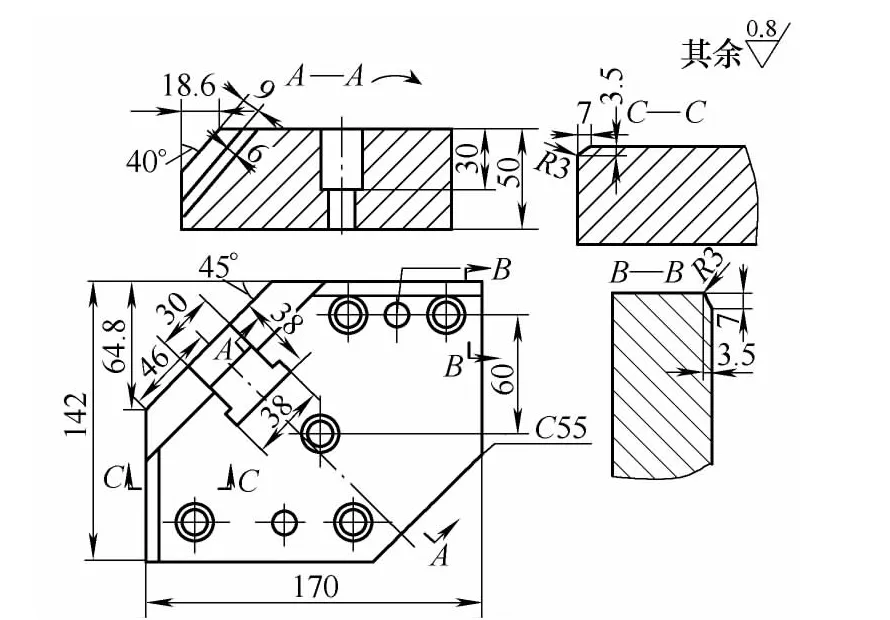
圖5 凹模斜鍥1
凹模斜鍥材料采用 Cr12MoV,熱處理硬度為55~58HRC。凹模斜鍥熱處理后工藝順序如下:①把6面及 45°倒角磨好;把 B—B、C—C型面(7mm×3.5mm及R3mm處)磨好。②利用專用工裝精密線切割加工T形槽及40°斜面。③鉗工拋光切割面。
(3)壓料與頂料裝置。包括:壓緊工件頂面的壓料板及壓料彈簧組合,壓緊工件側面的側壓板及側壓料彈簧組合,頂起滑動凹模的頂銷及彈簧組合,滑塊體復位用的復位彈簧。
(4)滑塊體與斜鍥體。滑塊體是裝折角凸模的基體。通過滑塊體的運動來實現頂罩板四角的折角。滑塊體兩側有經過淬火的導向塊,下面是經過淬火的滑塊體墊板,上面有限位的蓋板,滑塊體在它們中間滑動。滑塊體既要滑動,又要經受斜鍥體的沖擊,所以滑塊體的材料既要有強度,又要有硬度。滑塊體的材料為45鋼,經過淬火處理,熱處理硬度為40~45HRC。斜鍥體裝在上模上面,模具下行時,斜鍥體斜面與滑塊體斜面接觸,通過斜鍥體的斜面傳力,推動滑塊體移動。斜鍥體的材料為45鋼,經過淬火處理,熱處理硬度為40~45HRC。
(5)限位、導向裝置。限位裝置有:限制滑塊體行程的滑塊限位裝置,限制模具上下行程的上下限位柱。導向裝置有上、下模滾珠導柱導套裝置,滑塊體導向裝置,側固定板與側卸料板之間的小導柱導套。
3.模具工作過程
在模具起始狀態下,滑動凹模被下面裝有彈簧的頂銷頂起,高度超過斜鍥基體6mm。在上模部分和下模部分脫離狀態下,把頂罩板放到滑動凹模上面。然后啟動沖床,上模部分下行。首先壓料板與頂罩板接觸,通過彈簧力壓住頂罩板往下移動,滑動凹模也跟著往下移動。當滑動凹模的上頂面與斜鍥基體上頂面平齊后,滑動凹模不再往下移動;由于滑動凹模是斜鍥結構,在下行的同時也往外移動,自動定位貼緊了頂罩板的內腔。上模部分繼續往下移動,斜鍥體與下模部分的滑塊體接觸,通過斜面傳力,滑塊體往里行走。裝在滑塊體上的折角凸模也跟著往里行走。折角凸模前面都裝有側壓料板和彈簧。當側壓料板與頂罩板及滑動凹模接觸后,彈簧壓縮,側壓料板壓緊頂罩板;然后折角凸模對頂罩板折角。折角完成后,上模部分上行,斜鍥體與滑塊體慢慢分離;滑塊體通過側面的復位彈簧往外移動,當接觸到限位裝置后停止運動。同時,上模部分的壓料板也慢慢上行,脫離頂罩板。滑動凹模也在頂銷和彈簧的作用下上升,同時往里移動并與頂罩板內腔脫離,讓開了折邊部分,保證了順利取料。
