雙旋轉鉆夾具設計
2014-04-09 13:14:08貴州凱星液力傳動機械有限公司遵義563003葉義書
金屬加工(冷加工) 2014年11期
貴州凱星液力傳動機械有限公司(遵義 563003) 葉義書
圖1所示零件是聯接變速器與發動機的聯接盤之一,需根據用戶的要求而變化。隨著公司的發展,聯接盤的種類由少變多,尺寸由小變大。φ7.8H12斜孔原在坐標鏜床上鉆孔,由于受加工空間的限制,刀桿細長,又在斜面上鉆孔,鉆孔效率較低,使公司的零件在坐標鏜床上加工成為瓶頸,并且φ7.8H12孔有時與外壁或內壁接穿,又由于聯接盤的尺寸變大,坐標鏜床的加工范圍不能滿足要求。為此,筆者對零件圖及存在問題進行了分析,按零件大小及斜孔的斜角大小進行分類,設計了雙旋轉鉆夾具。
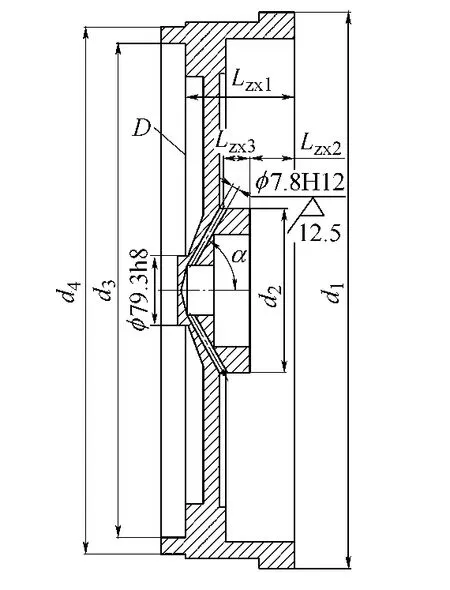
圖1
1.分析設計圖及工藝規程
收集同類聯接盤的設計圖及工藝規程,同類聯接盤有17種,兩端對接尺寸隨發動機和變速器的變化而變化,質量為45.5~92.0kg,外徑d1為477~695mm,公差等級IT14;外徑d2為100~180mm,公差等級IT7;內徑d3為395.0~571.4mm,公差等級IT14;外徑d4為423.0~609.7mm,公差等級IT8;對接定位外圓φ79.3h8為定值,軸向尺寸Lzx1為75~172mm,公差等級IT8,軸向尺寸Lzx2、Lzx3公差等級IT14。斜孔的孔徑為φ7.8H12,斜角α為42°~65°,孔數為2~4個,在斜面上鉆孔,鉆孔刀桿懸伸長170~230mm。有的零件無內徑d3、外徑d4組成的凸臺環。斜孔φ7.8H12在精車削內外圓、端面后加工,表面粗糙度值Ra=12.5μm。從加工過程分析,為了保證軸向尺寸Lzx3,軸向尺寸Lzx2的公差等級工藝加嚴為IT7~IT8。φ7.8H12孔的加工可設計鉆夾具在搖臂鉆床鉆孔即可達到要求,并可降低加工成本,提高效益,降低操作人員的操作難度。
2.夾具的設計及制造
根據對設計圖及工藝規程的分析,選用聯接盤的D面作軸向定位,外圓φ79.3h8作徑向定位,鉆第一個斜孔時圓周位置不需控制,鉆其余斜孔用定位銷定位,夾緊方式采用壓板壓緊。按零件大小及斜孔的斜角α大小分類,分階段設計了兩套同結構的雙旋轉鉆夾具。
雙旋轉鉆夾具組成和裝配要求如圖2、圖3所示。底座1用于支承旋轉臺3和支承角架7,在底座的兩支承板上鉆有裝定位銷2的定位孔,此孔鉆于過裝旋轉臺心軸8的孔中心,并與垂直方向成45°的直線上;旋轉臺3用于安裝定位盤4,在旋轉臺的臺面上鉆有裝定位銷5的一個定位孔,在旋轉臺的兩筋板上鉆有裝定位銷2的定位孔,其中一孔為基準孔,如圖4所示狀態裝定位銷2的孔,此孔鉆于過裝旋轉臺心軸8的孔中心,并與垂直方向成45°的直線上,圓周半徑與底座上裝定位銷2的定位孔相同,以基準孔為基準,其余定位孔的位置及數量由斜孔φ7.8H12的斜角α確定,用以控制斜孔φ7.8H12的斜角α;定位盤4用于安裝工件,裝定位銷5的定位孔的位置及數量由斜孔φ7.8H12的圓周角度及數量確定,圓周半徑與旋轉臺3上裝定位銷5的定位孔相同,用以控制斜孔φ7.8H12的圓周角度;支承角架7用于裝鉆模板,鉆孔時支承角架可在底座1的立槽中上下移動,從而調整鉆模板的高度;鉆模板6可在支承角架7的水平槽中移動,從而確定鉆孔位置。
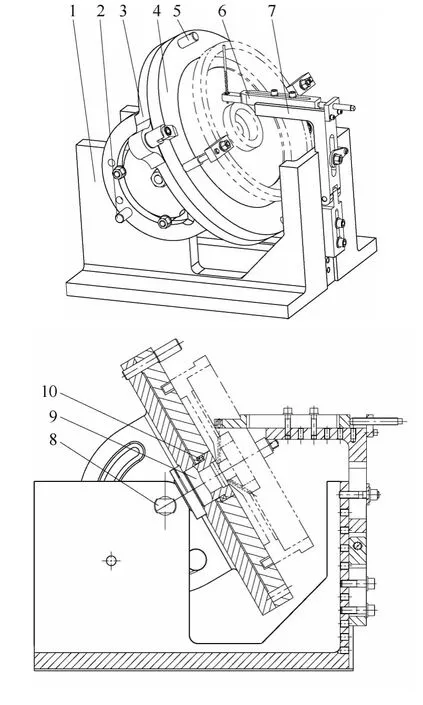
圖2
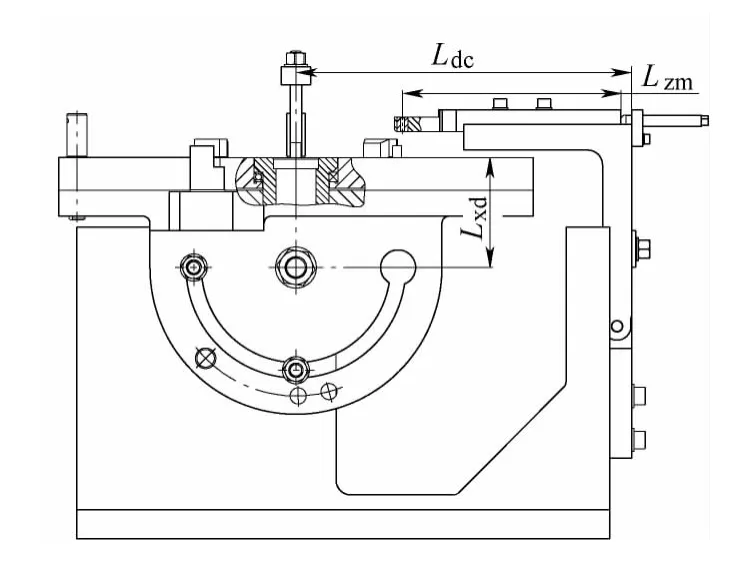
圖3
軸承10裝入定位盤4的中心孔中,將定位盤4裝于旋轉臺3上,中心孔裝定位盤心軸9,裝定位盤心軸9的鎖緊螺母,并用鎖緊螺母調整定位盤4與旋轉臺3之間的松緊程度,定位盤4能轉動即可,用鎖緊螺母的鎖緊螺釘鎖緊鎖緊螺母,用旋轉臺3上的帶埋頭螺母的鉤形壓板壓緊定位盤4。將旋轉臺3、定位盤4裝于底座1上,用旋轉臺心軸8及其螺母固定,用定位銷2裝入定位孔中,用4顆螺母壓緊旋轉臺3,裝支承角架7、鉆模板6,鉆模板裝在合適位置。將夾具上鏜床,校準定位盤心軸9的定位孔,鉆、鏜裝鉆套的孔,此孔位置要保證壁厚5mm。測量Lzm的值,將Lzm的值電刻于鉆模板上,測量Ldc的值,將Ldc的值電刻于支承角架上,測量Lxd的值,將Lxd的值電刻于旋轉臺的側面。取下鉆模板,裝好鉆套,再裝好鉆模板。
3.鉆夾具的應用
在使用鉆夾具之前,需按工件斜孔φ7.8H12的軸向尺寸、斜角α及鉆夾具上實測的數據計算Ljs和Lcl的值,計算過程如下,尺寸如圖4所示。
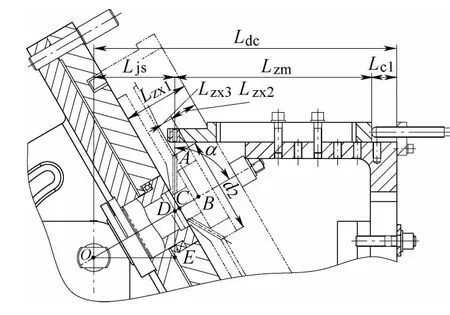
圖4
BC=Lzx1-(Lzx2+Lzx3),在 BC、Lzx1、Lzx2、Lzx3組成的尺寸鏈中,從加工過程分析得知Lzx3是封閉環,利用尺寸鏈計算BC的上下偏差值,BC的值取中間值,即得BCz;

式中,CO=Lxd。

式中,d2的值取中間值。
按工件斜孔的斜角α旋轉旋轉臺3和定位盤4,用定位銷2定位,擰緊旋轉臺3的4顆壓緊螺母。松開壓支承角架7的壓板,旋轉支承角架7及鉆模板6。裝工件,用壓板壓緊工件。用支承角架7調整鉆模板的高度,鉆模板距工件合適位置即可,擰螺母壓緊支承角架7。調整Lcl的距離,用螺釘壓緊鉆模板。鉆工件的第一個斜孔φ7.8H12,松開壓定位盤4的鉤形壓板,拉出定位銷5,轉動定位盤和工件,按斜孔φ7.8H12的圓周角度找準定位孔,用定位銷5定位,擰緊壓定位盤4的鉤形壓板螺母,鉆第二個斜孔,依次重復鉆完。
4.結語
該雙旋轉鉆夾具屬通用類夾具,操作簡單,定位可靠。調整鉆模板所需的定值在夾具裝配時測量出實際值,從而減輕了夾具的制造難度,并且提高了鉆孔的位置精度。經實踐證明,既能獲得較高的生產效率,又能減少設備投資,降低加工成本,有效提高了經濟效益。
