復雜曲面手輪的數控加工
2014-04-09 13:14:08中國船舶重工集團第七七研究所江西九江332000周光明
金屬加工(冷加工) 2014年11期
中國船舶重工集團第七〇七研究所(江西 九江 332000) 周光明
我單位有一零件,由圖1可以看出,該零件外形較為復雜,且該零件用于產品的核心部分。圖樣技術要求較高:材料為鋁或鑄鋁;零件表面粗糙度值Ra=3.2μm;不允許選用焊接加工;鑄件不得有砂眼、氣孔等缺陷。在選用機械加工方式來加工該零件之前,因考慮加工成本,多次采用鑄造件毛坯及鉗工修銼等傳統方法逼近零件外形。由于出現鑄造件外形不標準,且時有砂眼、氣孔等缺陷,無法滿足技術要求。現通過對工藝進行研究改進,決定采用機械加工方式來完成該零件的外形加工。

圖1
1.工藝分析
所選用編程軟件為MasterCAM。原圖形文件需轉換為該軟件可識別的文件類型。為保證加工效率且考慮到該零件形狀的特殊性,粗加工刀具選用φ16mm硬質合金立銑刀,精加工刀具則選用φ10mm硬質合金球頭刀。
現以整棒料為毛坯,經粗車、線切割兩道工序之后,選用立式加工中心來完成零件的復雜外部形狀加工。半精加工毛坯如圖2所示,留適當精加工余量 (最小處余量為0.5mm);留15mm高圓柱臺階 (自定心卡盤裝夾位)方便裝夾;因為考慮到該零件形狀的特殊性會導致在加工過程中穩定性欠佳而出現的振刀現象,為了保證加工質量,消除加工過程中出現的不穩定現象,所以留寬20mm加強筋用以提高工件在加工過程中的剛性。經實際加工驗證,在未留寬20mm加強筋情況下,加工過程特別不穩定,振刀現象非常嚴重,遠達不到技術要求;而在留有寬20mm加強筋情況下,加工過程穩定,消除了振刀現象,所加工表面粗糙度值Ra<3.2μm,各項尺寸均達到圖樣要求。
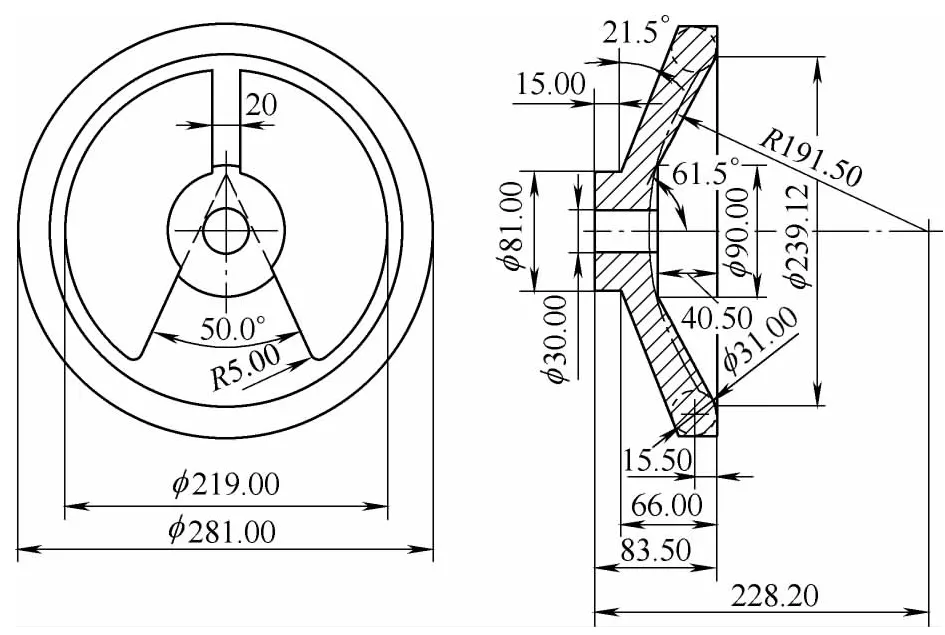
圖2
2.工藝過程
通過對該零件形狀的分析,該零件的加工必須分兩次裝夾來完成。
首次裝夾以毛坯的的左端φ81mm外圓為裝夾基準 (見圖2),以自定心卡盤方式夾緊此處,如圖3所示。同時以此圓心為編程基準來加工該零件右端所有可見外形。為了盡量去除多余的空走刀路徑,此處可將整個外形拆分為多個獨立單元來一一完成。現將該零件可拆分為φ30mm環形區域和50°的扇形錐面區域兩部分分別進行編程,需要注意的是不同加工區域的走刀路徑形式應視該區域形狀而定,例如此次裝夾,均選用等高線 (Contour)刀具路徑加工。粗加工時以去除大量為主,考慮裝夾穩固性及刀具強度的情況下,可選擇較低轉速、合適的走刀速度和較大吃刀量 (較疏的走刀路徑);精加工時則為保證最終的加工效果,選用高轉速、高走刀速度及較小的吃刀量 (較密的走刀路徑)。為方便二次裝夾,外形加工完成后,需加工出二次裝夾基準,此處應銑出一條直線用以二次找正。加工效果如圖4所示。

圖3

圖4
第二次裝夾需加工出毛坯所有左側剩余未加工區域。此次裝夾以右側小端面為基準,置于圓柱形工裝上,中心穿螺桿緊固。然后校正首次裝夾所加工的直線基準,找正圓心 (編程基準)。為增加工件在加工過程中的穩定性,在加強筋處銑出一小平面用以壓第二個壓板,此處需調節千斤頂至適當高度,防止工件受壓變形,如圖5所示。如此兩個壓板緊固便具有更高的穩定性。
經過多次試加工得出加工經驗,在第二次裝夾加工左側外形時,必需保留兩處φ30mm半圓球區域至最后加工,如圖6、圖7所示,以保證在加工過程中不出現穩定性欠佳,振刀等嚴重影響加工效果的狀況。與首次加工不同的是,在對扇形區域編程時需選用放射狀 (Radial)刀具路徑。而在加工φ30mm圓環區域選用等高線 (Contour)刀具路徑,加工效果如圖8所示。

圖5

圖6
圖7

圖8
3.結語
該零件的加工難點在于如何確定能夠保證加工過程具有極佳穩定性的裝夾方法。以上裝夾方法及加工方法經實際加工驗證,可加工出符合圖樣技術要求且外形美觀、尺寸標準的合格零件,如圖9所示,并可長期批量化作業。解決了該零件在加工過程中遇到的各項困難,在我公司加工曲面類零件方面積累了寶貴經驗。通過對該零件的加工,總結得出,曲面類零件的加工需要注意事項有:選用最佳的裝夾方法、優良的工裝設計、選擇運用最熟練的編程軟件、選擇合適的切削刀具及選用各項合理的切削參數等。

圖9
