大模數齒條加工方法優化
2014-04-09 13:14:08北方重工集團重大部件加工分公司遼寧沈陽110141何海洋
金屬加工(冷加工) 2014年11期
北方重工集團重大部件加工分公司(遼寧 沈陽 110141) 何海洋
圖1是某大型回轉裝置的傳動部件齒條簡圖,齒條長8300mm,直徑為520mm,但其上面要加工掉143mm厚的坯料,以便形成齒形上平面。齒條的法向模數為65,材料42CrMo,質量為9300kg。這樣大模數的齒條在我公司是第一次遇到,齒條橫斷面小,縱向長度大,粗加工特別是在粗切齒后結構易變形。
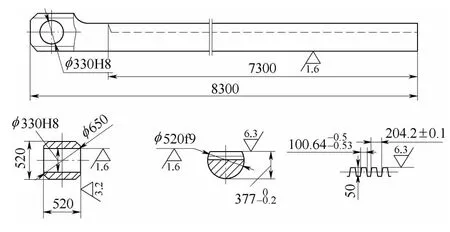
圖1 齒條
1.加工分析
(1)為保證齒條嚙合傳動強度要求,不能按常規將工件粗車成圓柱狀進行調質,而必須將齒頂面及齒形粗加工后進行調質,這樣可以減少齒條開齒后的變形。
(2)本件不能使用兩個中心架做支撐,因為我公司1680臥式車床每種規格的中心架只有一個,而兩種不同規格的中心架不能同時使用,如同時使用可能存在不同心問題。
(3)使用中心架的部位一定要保留好整圓結構,并要有一定的寬度,以便于在半精加工和精加工時能夠加工出架子窩。
(4)由于工件截面不對稱,不平衡重約有2t,必須在卡盤處設置配重塊,防止偏心。
(5)各齒形的加工不用專用銑刀,因為本件的齒形模數較大,可用刀盤裝在萬向銑頭上分別加工各齒形面,再用齒形齒距樣板控制齒形各部尺寸,這樣可以節省專用刀具費用,并且此類工件很少加工。
(6)齒條的彎曲變形采用熱校直方法,這種方法可以有效控制齒條加工產生的變形。齒條的加工工藝路線:鍛毛坯→粗加工/粗開齒→調質→半精加工/半精銑齒→時效處理→精加工/精銑齒。
2.粗加工
毛坯經劃線后檢查各部余量均勻性,在φ200mm鏜床上平端面,鉆中心孔75°B30頂尖孔,加工出520mm×520mm方形面和φ330mm吊裝孔 (單面12mm或雙向24mm),上1680臥式車床車削工件大外圓按544mm車出,上13m數控龍門銑按簡圖加工各部尺寸并粗開齒 (齒形每面留12mm),保留一處架子窩尺寸 (寬度149.4mm)如圖2所示。加工齒形時一定要先開槽后加工齒形,小切削量,多次走刀,控制工件變形。按5000號標準進行探傷,合格后進行調質處理,調質硬度達217~255HBW。
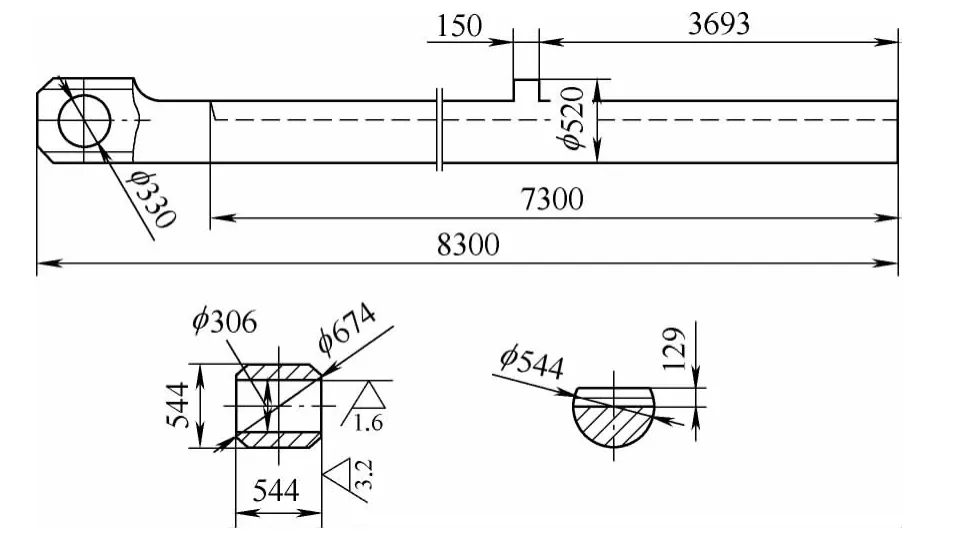
圖2 架子窩位置
3.半精加工
齒條粗加工調質后要重新劃全線,檢查各部尺寸變形情況,進行試棒取樣,必要時可以采用熱校直方法。在φ200mm鏜床上平端面精修頂尖孔,加工出520mm×520mm方形面和φ330mm吊裝孔 (單面7mm或雙向14mm),在1680臥式車床卡盤處安裝配重塊,防止工件偏心,車削工件大外圓按534mm車出,上13m數控龍門銑按簡圖2加工各部尺寸并粗開齒 (齒形每面留7mm),根據手冊查得圓柱形齒條 (20≥m,L/d>15,B/h≤4,L>1500)粗切齒后進行人工時效處理,控制齒條變形。
4.精加工
重新劃線檢查各部變形情況,測出最大彎曲彎形量,調整工件中心方向。φ200mm鏜床上平端面精修頂尖孔,在1680車床上精車外圓,嚴格控制切削量,多次走刀,防止工件變形。最后在13m數控龍門銑床上將520mm×520mm方各面、φ330mm吊裝孔及總體長度8300mm達圖樣要求。刀盤裝在萬向銑頭上分別加工各齒形面,再用齒形齒距樣板控制齒形各部尺寸 (見圖3)。
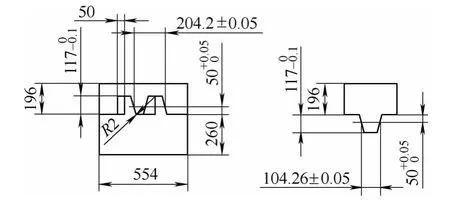
圖3 齒距齒形樣板
5.齒條的彎曲變形及熱校直
大型齒條的加工過程中變形總是不同程度存在的,嚴重的變形將直接影響齒條的加工精度。一般情況下,由于切齒,特別是粗切齒后齒條內應力重新分布,引起齒條變形,主要表現在沿齒頂方向彎曲。如圖4所示,長3m以上的齒條彎曲變形量δ粗銑齒后達3mm以上,如果變形量過大無法進行精加工時,必須對齒條進行校直,通常采用熱校直的方法效果較好,其方法是:通過加熱改變其內應力狀態,以變形抵消原變形,從而達到校直齒條的目的。加熱時齒頂面朝向平臺,背面向上,用火烤背面,加熱溫度和時間按各部位變形大小而定。加熱后自然冷卻,待全部冷卻后翻個放置,檢查校直情況;如不符合要求時可重復進行火燃加熱,直到達到要求為止。
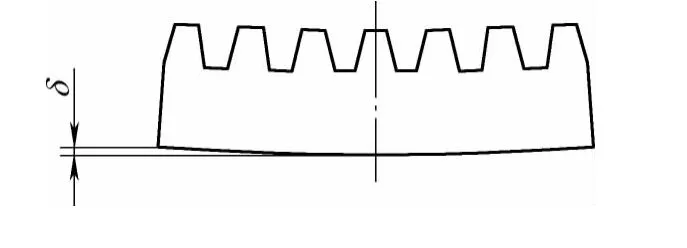
圖4 齒條彎曲變形
6.結語
目前,隨著我公司對外承攬的加工范圍不斷擴大,及我公司與外協公司的業務不斷增多,我們所面臨的各樣加工件的形式不斷改變。這種工藝方法優化了生產工藝,提高了產品質量,從工藝方法和工藝措施上保證了關鍵件、復雜件的尺寸精度、幾何精度和表面粗糙度等各項技術指標達到設計要求和使用性能要求,并在工藝上采用先進手段提高產品質量,并且適合于公司的生產要求。以后我公司還要生產制造其他產品,這種工藝方法具有廣闊的前景和深遠的意義。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
兒童故事畫報(2019年5期)2019-05-26 14:26:14
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
