鉆鏜結合加工軸套深孔
2014-04-09 13:14:06濟鋼集團重工機械有限公司山東濟南250101黃一聲
金屬加工(冷加工) 2014年11期
濟鋼集團重工機械有限公司(山東 濟南 250101) 黃一聲
1.工藝方案分析
我公司近期承制了一批小直徑深孔加工的軸套,工期緊,內孔精度高。原工藝設計外徑使用車床車削;內孔先使用臥式深孔鉆床鉆深孔,后使用鏜床精鏜內孔至圖樣尺寸精度。
現將其典型工件進行分析,如圖1所示,零件毛坯材料為45圓鋼調制坯,毛坯外圓直徑為60mm,長510mm。原工藝過程如下:夾外徑找正,使用φ33mm加長鉆頭在臥式深孔鉆床上鉆出φ33mm內孔;將外圓按圖樣要求粗、精車至尺寸,齊平兩端面至全長500mm;按外圓找正0.01mm以內,精鏜內孔尺寸至圖樣要求,保證全長同軸度0.02mm以內。
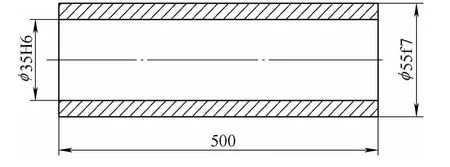
圖1
該零件的加工難度主要是在內孔的切削,由于深孔刀具較細,強度和剛度比較差,加工效率低下,在深孔鉆孔過程中鉆頭過深時很容易折斷,往往難以取出來而使得工件整體廢品。深度越大,鉆頭折斷的概率越大;鉆頭無法使用切削液冷卻,刀具容易過熱,損耗較大,增加生產成本;鏜孔過深時刀桿體本身的剛度原因以及切削中由于刀桿體自重引起的切削刃相對于中心偏移產生的振顫,必然使工件內孔超差,影響表面粗糙度。
工件本身重量小產值低,內孔又需要分為鉆床和鏜床兩道工序,生產效率極低,成本相對很高。雖然這批訂單工期緊任務重,技術難點大,但是在市場競爭日益激烈的情況下,考慮到企業的生存和效益,必須想方設法提高工藝技術水平,通過各種技術工藝手段完成加工,提高產品的技術附加值。不但要保證產品工期,更要保證產品質量。技術人員充分考慮這兩種機加工方法的優缺點,通過鉆鏜結合的工藝方法,提高生產效率,保證產品質量。
通常情況下,鉆孔與鏜孔比較,鉆孔效率高但精度低;鏜孔效率低但精度高,因此傳統工序要先粗鉆后精鏜。我們考慮在效率更高的鉆床工序上進行工藝改進,如能成功,則在加工工藝上也是一個突破和巨大進步,今后類似加工難題可迎刃而解。可將鏜刀與鉆頭有機地結合在一起,鉆頭起到替代鏜桿的作用,一次性將鉆鏜工序完成,不但省去了機床之間的工序轉運成本,也省去了二次裝夾找正的時間,大大提高了生產效率;而且鉆頭和鏜刀一前一后能夠互相起到一定的定位支撐作用,也提高了產品加工精度。
2.工藝改進的具體方案
技術人員通過多次試驗,在加長鉆頭外徑適當位置鉆孔安裝鏜刀,利用鉆頭本身代替鏜桿支撐鏜刀,實現在臥式鉆床上一次性同步鉆鏜切削 (見圖2),其優點如下:
(1)鉆頭鉆深孔時后方的鏜刀同時進行精加工切削,精加工孔徑大于鉆頭外徑,刀桿空腔形成切削液循環,鉆頭和工件之間形成間隙,冷卻刀具,延長刀具壽命;改進刀刃結構,改善切屑形狀,利于排屑,避免了鉆頭過深時切削液無法進入且切削過大排屑困難造成鉆頭折斷的風險。
(2)鏜刀切削時前方鉆頭在工件中自然形成中心孔定位以及支撐作用,刀桿的工作力臂縮短,不但可以防止鏜刀加工時跑偏,更避免了鏜刀懸臂過長振顫形成刀紋影響加工精度。
(3)粗精加工同時進行,一步加工到位,使用造價相對較低的鉆床替代了造價高的鏜床,節省了鉆床到鏜床工序之間的工件轉運成本和轉運工件二次裝夾找正的生產時間,大大提高了生產效率,降低了生產成本。
通過切削試驗,證明了改進后的鉆鏜結合加工工藝方法完全能滿足小直徑深孔加工的需要,在提高工作效率的同時保證了工件內孔的加工精度和表面粗糙度要求。
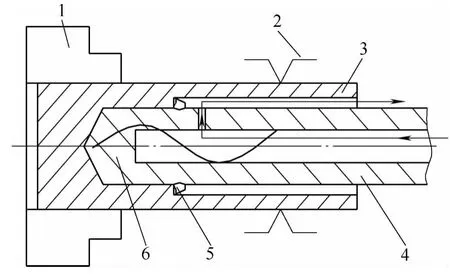
圖2 鉆鏜結合工藝原理圖
3.鉆鏜工具
(1)在鉆頭尾部上加工兩個長孔 (見圖3)。該孔直接鉆通到鉆頭的前端螺旋槽部位,用于進入切削液。鉆孔之前,首先把鉆頭本體尾部進行改造,即把尾部錐柄車成螺紋,這個螺紋用于與后面的加長鉆桿聯接在一起,加長鉆桿安裝在車床后尾座上。鉆這兩個小孔時,小孔的位置應偏離鉆頭中心線,分布在兩側,用合金鉆頭鉆出,創新的形狀如圖4所示。

圖3 鉆頭本體的尾部改造結構和切削液進入孔的位置

圖4 切削液進入孔鉆通位置
(2)在鉆頭本體徑向部位加工一個方孔用于安裝鏜刀頭。該方孔按照所用的鏜刀外形尺寸確定,保證方孔徑向與軸向垂直 (見圖5、圖6)。

圖5 安裝鏜刀的方孔位置
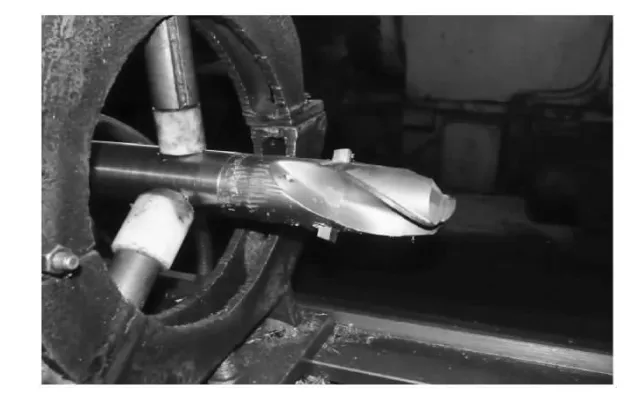
圖6 鏜刀安裝后的狀態
安裝鏜刀后,即可實現鉆鏜一體化的功能,如圖7所示的加工狀態。
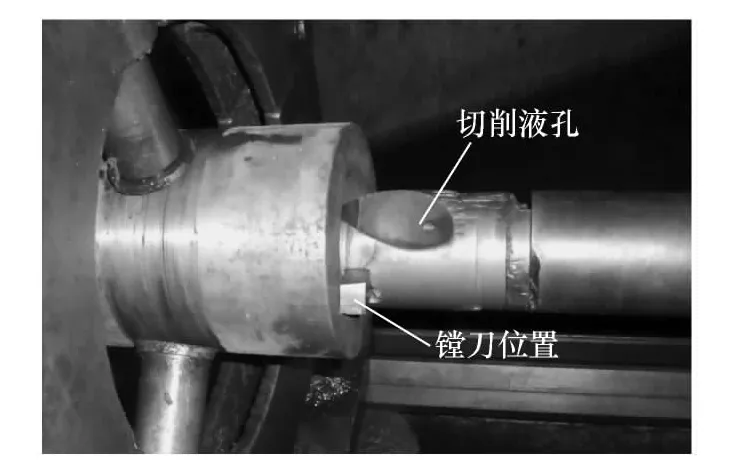
圖7 安裝鏜刀后的加工功能狀態
當大鉆頭開始鉆削時,切削液可以進入鉆頭前端,后面的鏜刀也隨即開始同步鏜削,并能受到良好的冷卻和潤滑,有效地延長了各刀刃的使用壽命。本方法投用以來加工了大批量日鋼、太鋼和濟鋼等連鑄輥子內孔。
4.結語
工件的深孔加工,不宜采用高速切削,一般采用中、低速切削,綜合考慮到刀具冷卻是否充分,排屑是否流暢等多方面的因素。鉆鏜結合工藝方法完全可以適應單件小批量生產中的工件小直徑深孔加工,既能提高工作效率,又能保證工件的加工精度及表面粗糙度,也不易發生引偏和振動,方法簡單實用,以較小的成本取得滿意的經濟效益。新技術和新工藝的應用是降成本提工效的有力措施。鑒于該種鉆鏜結合方法的優越性,我們已經廣泛應用于國內外的冶金、礦山機械產品,取得經驗后在全公司范圍內推廣應用,并在與同行業的技術交流中進行了推廣,具有極好的社會效益。
猜你喜歡
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
商周刊(2017年9期)2017-08-22 02:57:49
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32
石油化工應用(2014年8期)2014-03-11 17:40:03
