AL單、雙金屬翅片管的軋制工藝
2014-03-31 06:43:58萬學東江蘇煤炭地質勘探一隊江蘇無錫214063
江西建材 2014年15期
■萬學東 ■江蘇煤炭地質勘探一隊,江蘇 無錫 214063
1 翅片管的分類
翅片管是構成各種熱交換器的核心元件,根據翅片管的復合形式可分為:單金屬翅片管和雙金屬復合翅片管;根據翅片分布可分為:內翅片管和外翅片管;根據翅片管加工方式可分為:繞片式翅片管、套片式翅片管、和軋制式翅片管。由于軋制式翅片管的結構緊密、傳熱性能好、整體剛性強等優點,目前在國內市場上得到了廣泛的應用。
軋制式單金屬翅片管由單金屬整體軋制而成,常見的有鋁翅片管、銅翅片管、不銹鋼翅片管等,這種翅片管無接觸熱阻,強度高,耐熱震和機械振動,熱膨脹性能好,具有可觀的擴展換熱面。
軋制式雙金屬復合翅片管是兩種金屬管經過復合后再軋制出翅片,常見的有銅鋁復合翅片管、鋼鋁復合翅片管、銅鋼復合翅片管等,這種翅片管具有結合緊密,熱阻小,傳熱性能好、強度高、防腐蝕性能強、在長期冷熱工況下不易變形、工作壽命長等特點。
2 軋制設備及原理
2.1 軋制設備
我廠生產的GJ-66B金屬翅片管軋機結構緊湊,性能穩定,操作方便,有三種機型,可分別軋制基管為 Φ8~Φ15,Φ12~Φ25,Φ25~45,,翅片高為1mm~16mm,片距為1mm~8mm的單、雙金屬翅片管,以及節距為30mm以內的波紋管、波節管。整體結構如圖1。

圖1 GJ-66B金屬翅片管軋機
2.2 軋制刀片
軋制刀片為對稱結構,在初次使用時沒有正反面之分。每付刀由三組參數和數量相同的刀組成,每組刀按由小到大順序排列,處在同一位置的刀片具有互換性。軋制不同片距、片高的翅片管,應選用相應的刀片。
2.3 軋制原理
GJ-66B金屬翅片管機的軋制原理如圖2所示。
調節三個刀架Ⅰ、Ⅱ、Ⅲ的高低使三組刀片成等邊三角形分布,且內切于基管,在軋制過程中只需通過上下移動刀架Ⅰ即可實現退刀、進刀。
逆時針轉動刀架Ⅰ、Ⅱ、Ⅲ使刀片軸中心線與軋制管中心線成一定傾斜角度,傾角與翅片管的螺旋角相同。軋制過程中通過刀片的旋轉與摩擦力使軋制管自動做軸向進給,同時通過刀片和基管組成的空腔擠壓出翅片。
3 軋制過程
本文以軋制翅片外徑為Φ57mm,基管外徑為Φ25mm,翅片片距為2.3mm的鋼鋁復合翅片管為例,簡單介紹從設備調整到軋制出合格翅片的過程。
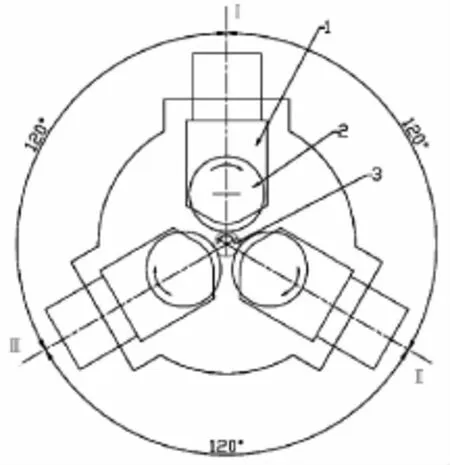
圖2 軋制結構原理
3.1 設備調整
3.1.1 刀架角度調整
刀架角度的大小對翅片管延伸率、翅片管外徑形狀及片距大小有很重要的影響。角度越大,片距相應越大,鋁管延伸率越大,同時刀片受力越大;角度小則片距變小延伸率變小。外徑Φ45以下翅片管,角度大小對外徑的影響較小;大外徑翅片管,角度過大或過小都會引起外徑波浪高低。三個位置的刀架角度必須方向一致,任何一個相反,均軋制不出翅片管。
松開刀架嵌套上的螺栓,逆時針方向輕微撥動刀架,調到角度2°06 ˊ左右,鎖緊嵌套螺栓。角度刻度原理與萬能角度尺原理一致,嵌套上每小格1°,弧形板上每小格6ˊ。
3.1.2 放差位圈
差位圈是軋制翅片管過程中重要部件之一,差位在三刀軸上放置順序為:順時針方向,厚(刀架Ⅰ)、中(刀架Ⅱ)、薄(刀架Ⅲ),放置順序不能變。按照放置順序差位圈的厚度數值差為1/3刀片厚度。軋制不同片距翅片管,必須更換相應的差位圈。
3.1.3 裝刀片
根據我們要軋制的翅片管選用相應的刀片,在此我們選用厚度為2.1mm,外徑為100mm,肩徑為63mm的刀片。
按照由小到大的順序依次將刀片裝入刀軸,檢查無誤后再放入隔套、鋼套、掛腳、鎖緊螺母。鎖緊螺母一定要鎖緊,否則在軋制過程中會引起刀片的竄動現象影響翅片管質量。
按照同樣的方法將其他兩組刀片裝好。裝好的結構如圖3。
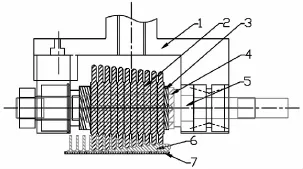
圖3 軋制變形過程
3.2 調配冷卻液
在軋制工作時,刀片與鋁管的摩擦及冷軋變形會產生大量的熱量,嚴重影響了翅片管質量和刀片使用壽命,為了保證熱量的散失、減少阻力要選用冷卻液進行冷卻、潤滑。
冷卻液必須選擇專用乳化油,按照軋制經驗乳化油稀釋濃度為30%左右,冷卻液濃度過低會導致翅片管失形或飛不高。
3.3 軋制翅片管
鋁管必須選擇專業生產用于軋翅片鋁管的廠家,鋁質越純越好,鋁管擠壓密度越高翅片越易飛高,含有雜質或擠壓鋁管機噸位不夠,都可能造成翅片高度達不到要求或局部開裂等現象。在本實驗中選擇外徑36mm,壁厚5mm的鋁管,將鋼管襯套在鋁管內,鋼管的長度要比鋁管稍長一些,因為在軋制過程中鋁管會延伸出來。
先開冷卻水泵,再開啟主電機,送鋁管的時候手要把鋁管拿平,防止鋼管碰到刀片后損傷刀片。對于厚壁鋁管,為了能夠順利起頭,通常在鋁管起頭一端進行倒角。
軋制出的翅片管要進行翅片外徑、翅片距、鋁管延伸率等項目的檢測。
AL單金屬翅片管軋制過程與復合翅片管軋制不同的是,單金屬管軋制時鋁管內襯一根固定的芯棒拉桿,在軋制過程中芯棒始終被固定在刀片的位置,這樣可以防止刀片的下壓而引起的鋁翅片管縮孔現象。根據使用壓力的要求,單金屬翅片管的底部要留有一定厚度的金屬。
在長期的軋制工作中我們得到如下經驗:一般情況下,每毫米壁厚的鋁管軋制后翅片飛高3.00~3.4毫米,復合翅片管中鋁管的延伸率為15%~20%,鋁單金屬翅片管中鋁管的延伸率為12% ~15%。片距大小、角度大小都對鋁管的延伸有一定影響,片距大大則延伸率大,對于同一副刀片來說角度增大會使片距增大、延伸率增大。
4 小結
從目前來看,由于整體軋制式翅片管各方面的優點突出,在某些領域已經完全取代了套片式和繞片式,但是也逐步暴露出一些問題,如:加工時使用的軋制油、清洗時使用的NaOH溶液會造成環境污染,軋制效率低,自動化程度低,成本問題等。隨著國外機械技術的發展,鑲嵌式翅片管開始誕生,其加工環境無污染,效率高,成本低,具有較好的綜合經濟性能,在某些領域已開始取代軋制式。
[1]肖亞慶.謝水生.劉靜安.王濤.鋁加工技術實用手冊.北京:冶金工業出版社.2005.
[2]王必武.楊子謙.施廣森.高效節能翅片管的加工、應用及發展趨勢.水利電力機械.2002(24).