高精密標準鏡頭定心裝調技術研究
2014-03-27 02:03:34左曉舟惠剛陽
應用光學
2014年6期
左曉舟,姜 峰,張 燕,惠剛陽,劉 欣
(中國兵器工業第205研究所,陜西 西安 710065)
引言
隨著計算機在光學設計領域的廣泛應用,光學設計工作進入了一個新的階段。目前,設計高質量的光學系統或鏡頭已不是一件十分困難的事情,真正影響光學系統最終成像質量的是制造誤差,而這其中最重要的一項因素就是定心精度[1-3]。例如某國防光學計量標準鏡頭,主要用于對紫外OTF測量裝置進行標定[4],屬于高精密計量用元件,相較于普通光學系統,它要求更高的分辨力及成像質量,裝調后要求其各鏡組光軸之間的傾斜偏差≤5″,平移誤差≤3 μm。本文針對高精密標準鏡頭的定心技術展開研究,提出了一種車削加工與計算機輔助裝調相結合的高精度定心裝調技術,對其原理及各項關鍵技術進行了逐一闡述,最終保證鏡頭的定心精度滿足設計指標。
1 定心原理
該紫外傳函標準鏡頭的光學系統由2片單透鏡組成,每片透鏡的表面鍍有中心波長300 nm、透過率96%以上的紫外增透膜,要求裝調后兩片透鏡之間的傾斜偏差≤5″,平移誤差≤3 μm。
2塊透鏡光軸之間存在的中心偏差分為2部分:平移誤差與傾斜偏差,如圖1所示。在定心裝調過程中,光軸傾斜偏差首先通過單個鏡組的凹槽端面及平行隔圈進行初步保證,其后利用計算機模擬輔助裝調的方式,微量修磨隔圈對傾斜偏差進行精調;而平移誤差則通過鏡框外圓的工藝孔來進行調整。具體操作過程如下:
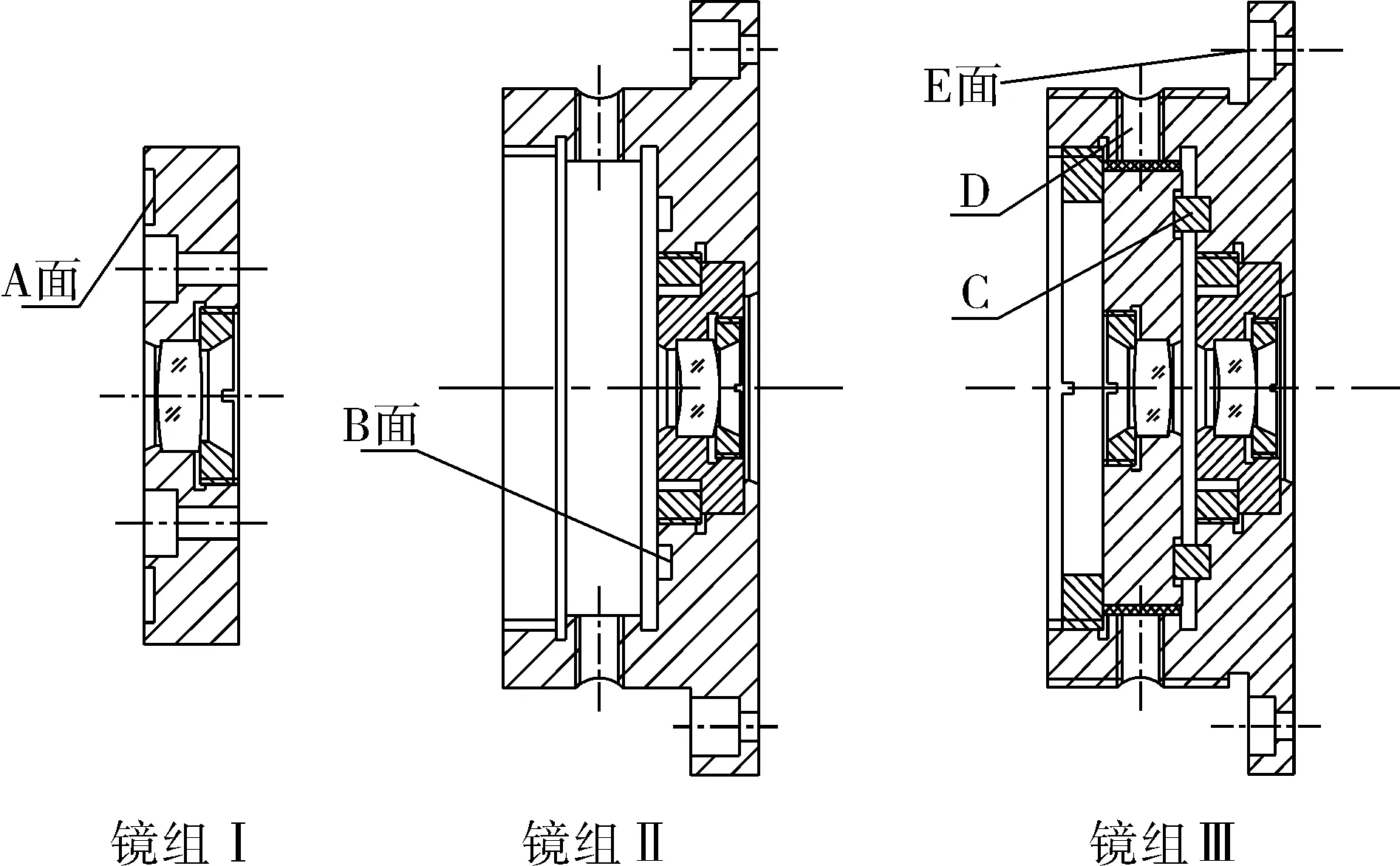
圖1 定心裝調結構示意圖Fig.1 Schematic diagram of centering alignment model
登錄APP查看全文
