臥式軸向快捷分度夾具設計
2014-03-27 03:45:54
中國新技術新產品 2014年18期
關鍵詞:設計
(揚州工業職業技術學院機械工程學院 ,江蘇 揚州 225127)
臥式軸向快捷分度夾具設計
王小剛
(揚州工業職業技術學院機械工程學院 ,江蘇 揚州 225127)
根據生產分度要求設計了一種快捷分度夾具,夾具采用臥式布局軸向孔盤式對定,根據分度原理改善分度盤及對定銷結構,實踐驗證此夾具降低勞動強度、提高生產率。
臥式軸向;快捷分度;夾具結構
機械制造過程常存在等分情況,如在生產中銑銷圖1所示零件端面的11.7×8mm凸臺和4個6mm寬的鍵槽,實踐嘗試了通用夾具方案和組合夾具方案。
一、存在問題
通用夾具方案先采用通用的手動萬能分度頭方式,然后,采用壓板等夾具對端面凸臺進行銑削,這種方案存在主要的問題是在凸臺加工需要根據已經銑削鍵槽進行定位,增加工序準備時間。
組合夾具方案為手動萬能分度的三爪卡將端蓋找正圓跳動、端面垂直度后夾緊,形成組合夾具。存在主要問題,一是夾具元件多,需要專業人員進行大量、反復調整,以提高精度。二是夾具的剛性不足,加工后的位置誤差直接影響互換性,從而影響裝配質量。
以上兩種方案采用手動萬能分度頭,本例中進行4等分每次需轉過N=40/4=10圈,準備工時較長,對操作人員技術要求高,在查找分度盤孔時有一定的誤操作風險。
二、快捷等分夾具設計
1 結構設計
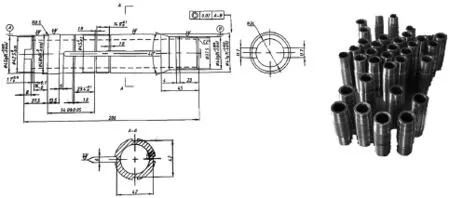
圖1 某軸套零件
基本結構如圖2所示,圖2中1為主套左端依照《GB/T5900.1—2008 機床主軸端部與卡盤連接尺寸 第1部分:圓錐連接》選擇A2型8號端部結構,可外接卡盤,設置莫氏4號中心孔,可放置頂尖,尾部設置頂出螺栓方便頂尖的取出。
圖2中2為推力軸承,在主套左右各設置一個,主要作用為當通過圓螺母旋緊時候承受軸向力,根據本設計中主套1的外形尺寸要求,選擇511系列單向推力軸承。圖中4為襯套主要承受主套的徑向力,同時設置油孔,方便對主套的潤滑。圖2中6、9為帶扳手孔圓螺母,其中6的作用為旋緊后,將主套、軸承、襯套有效連接并配合,9的作用為固定分度盤。
2 關鍵技術
(1)分度對定機構
如圖3(a)所示,基座法蘭以Φ120在一周均布12個Φ15襯套孔,基座法蘭以Φ120在一周均布4個Φ8通孔,起始角度均為0度。此20個孔分別配置二種襯套可各自與二個對定銷進行分度配合,達到30°×N、45°×N的分度目標。圖3(b)中1是以Φ140在基座法蘭設1個Φ8通孔,圖3(b)中3是分
度盤一周均布10個Φ18深15盲孔,通過簡易對定銷,可實現36°×N分度目標。
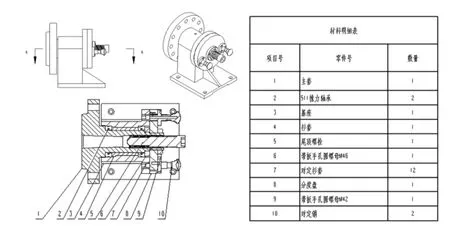
圖2 臥式軸向快捷等分夾具總裝配圖
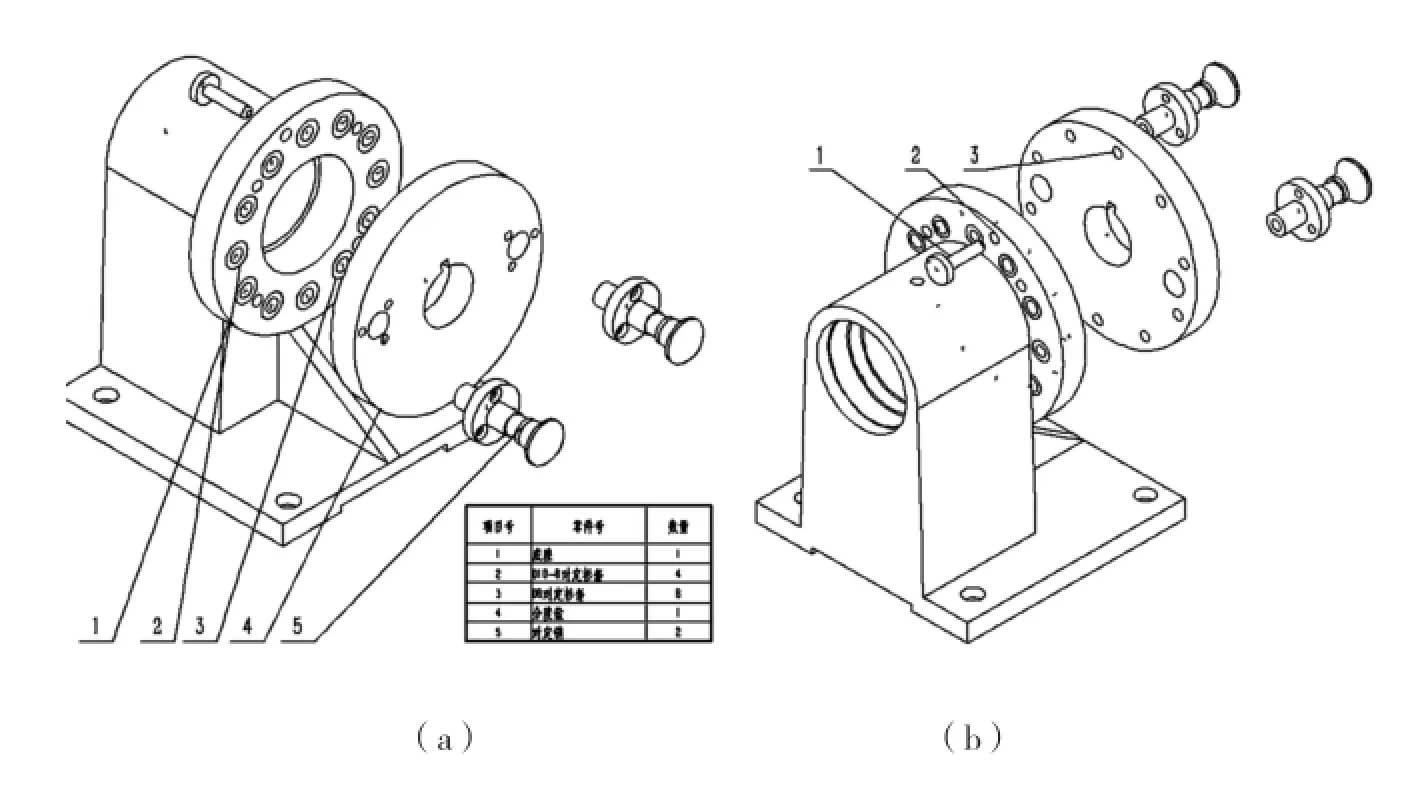
圖3 分度對定機構裝配軸測圖
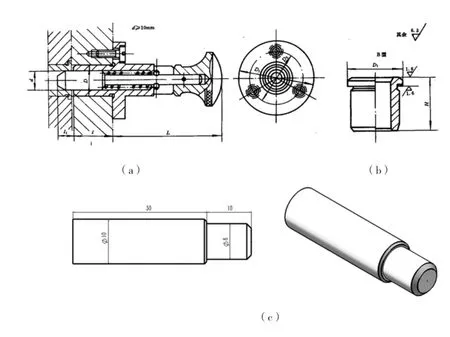
圖4 手拉式定位器及襯套
(2)手拉式定位器
根 據《JB/T8021.1—1999 機 床 夾具零件及部件 手拉式定位器》、《JB/ T8045.4—1999 機床夾具零件及部件 鉆套用襯套》的要求,結合本案分度盤分度要求選用一組標準手拉對定器及襯套的、設計一個非標手拉定位器圓柱銷。
第一組標準定位器與襯套,如圖4(a)所示,直接根據標準選取參數,定位器前端圓柱銷為Φ10mm,對應的襯套內徑為Φ10mm、深度H=20mm,如圖4(b)所示。
第二個自行設計定位器圓柱銷,如圖4(c)所示,根據分度要求,在相關標準基礎上手位定位器的圓柱銷設計為階梯軸式,前端直徑Φ8mm、長度L=10mm,后端直徑Φ10mm、長度L=30mm。
三、提高精度方案
1 充分發揮二個對定銷作用緊固作用。手拉對定銷位置在實現分度組合的同時,做到進行45°×N分度時,二個定位銷可同時分別落入相應基座對定孔進行配合,增加穩定性。
2 采用小錐度對定銷。在本設計中,綜合圓柱、錐銷的特點,對定銷采用1/200的小錐度,在防塵一般情況下補償配合間隙以有效地提高分度精度,對定銷與對定襯套的同軸度為Φ0.015mm。
3 合理選定相關零件的制造公差及配合精度要求。對定銷與襯套的配合H6/ h5,對定銷中心與分度盤中心距誤差±0.005mm,分度盤與主套間的配合為H7/h5。基座分度對定孔在數控坐標鏜或加工中心進行精加工,保證對定孔等分且節距誤差為±0.005mm。
結語
本案的快捷等分夾具滿足剛性、精度和壽命的工藝要求,結構簡明、合理,大量采用標準化設計,具有較強的互換性,特別是安裝、調整便利,可替代組合夾具,具有良好工藝范圍。基本分度為360°內的2/3/4/5/6/8/10/12等分,也可以在(45×N)°或(30×N)°內進行等分,此外可進行組合方式的分度。本夾具的操作不需要進行專門的計算及分度孔的選擇,一線工人可進行有效操作,降低勞動強度。
[1]葉穗,黃俊桂.一種新型數控齒式分度轉臺[J].制造技術與機床, 2009(03).
[2]石建玲,高雪強.一種快速分度定位鎖緊分度頭[J].工具技術, 2009(03).
TG75
:A
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04