一模多孔鋁合金型材牽引技術的應用
2014-03-26 08:25:22何海崗梁界光
機電工程技術 2014年4期
何海崗,梁界光,李 凱
(廣東豪美鋁業股份有限公司,廣東清遠 511540)
鋁及鋁合金擠壓型材由于強度與質量比值高、易于加工等特點,廣泛應用于建筑、交通運輸、電力、航空航天和國防建設等各個領域。近年來,隨著鋁型材工業的不斷現代化,只有一孔的模具逐漸不能滿足生產的需求了。發展鋁型材一模多孔的擠壓技術,對發展我國的鋁型材生產技術和提高鋁型材生產效率具有重要意義[1-3]。
為了提高一模多孔擠壓鋁型材成品率,增強多孔出材的穩定性,使制品保持平直不扭曲,現代擠壓設備都采用型材牽引裝置[4]。在牽引機作用下的鋁型材擠壓過程是一個多方面作用的過程,牽引技術是擠壓技術的關鍵,對牽引技術的研究有著重要意義。本文利用Solidworks軟件,對一模多孔鋁型材擠壓作了受力分析,提出雙牽引技術工藝,并在14 MN擠壓生產線上進行了試驗。
1 一模多孔鋁型材牽引技術研究
鋁型材擠壓工進時,擠壓桿以高壓對加熱鋁棒擠壓而造成鋁棒跟盛錠筒和模具之間的摩擦,從而引起鋁棒內部的分子運動更劇烈,以致型材在模具表面的出口速度不均勻。尤其現今鋁型材為了提高效率,從而使用更多的一模多孔。但一模多孔由于各種原因很容易造成擠壓型材的長度參差不齊、扭曲。利用牽引機以恒定張力牽引鋁型材,可以均勻控制型材在模具出料口的速度,以改善型材的長度參差不齊、扭曲等問題。牽引機以恒定張力夾著擠壓型材沿著直線導軌往前拉,保證制品的直線度,防止制品扭曲。采用恒定張力控制,在制品截面產生一個恒定的張力,保證其正常成型[5]。
1.1 一模多孔的鋁型材擠壓過程數值模擬
該數值模擬所使用的鋁型材材料為6063,其力學性能如表1所示。
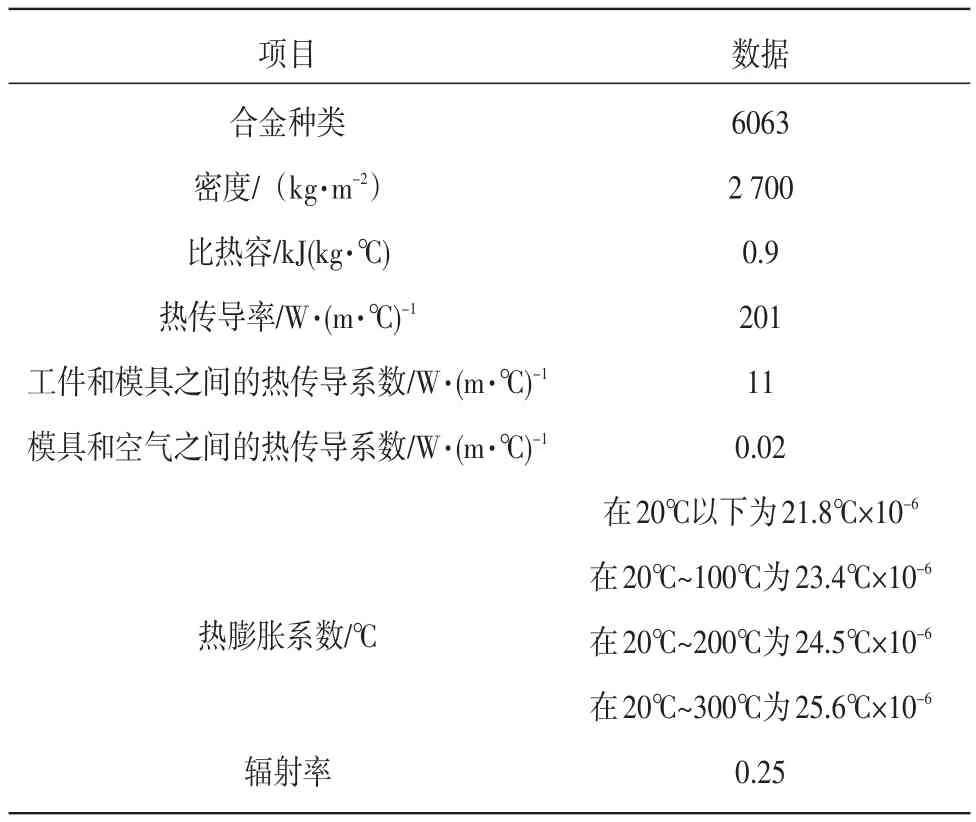
表1 鋁型材的力學性能表
本次模擬所采用的參數是根據18 MN油壓正向擠壓機的實際參數確定,模擬所采用的工件為40 mm×2.5 mm的方管,擠壓所用鋁棒直徑為178 mm,忽略鐓粗過程,直接從突破擠壓過程開始模擬。6063的擠壓溫度范圍在430℃~490℃,模擬時選取鋁錠坯的擠壓溫度為450℃,盛錠筒的溫度為420℃。模具的溫度為450℃,環境溫度取室內溫度。擠壓突破壓力為200 bar。18 MN的油壓正向擠壓機主缸的擠壓速度6 mm/s,因此在模擬中采用6 mm/s的擠壓速度進行模擬。
根據以上擠壓條件和參數,可以生成計算模型對擠壓過程的模擬測試,結果用Solidworks進行處理,其中鋁型材在突破擠壓后的受力分布圖如圖1所示。
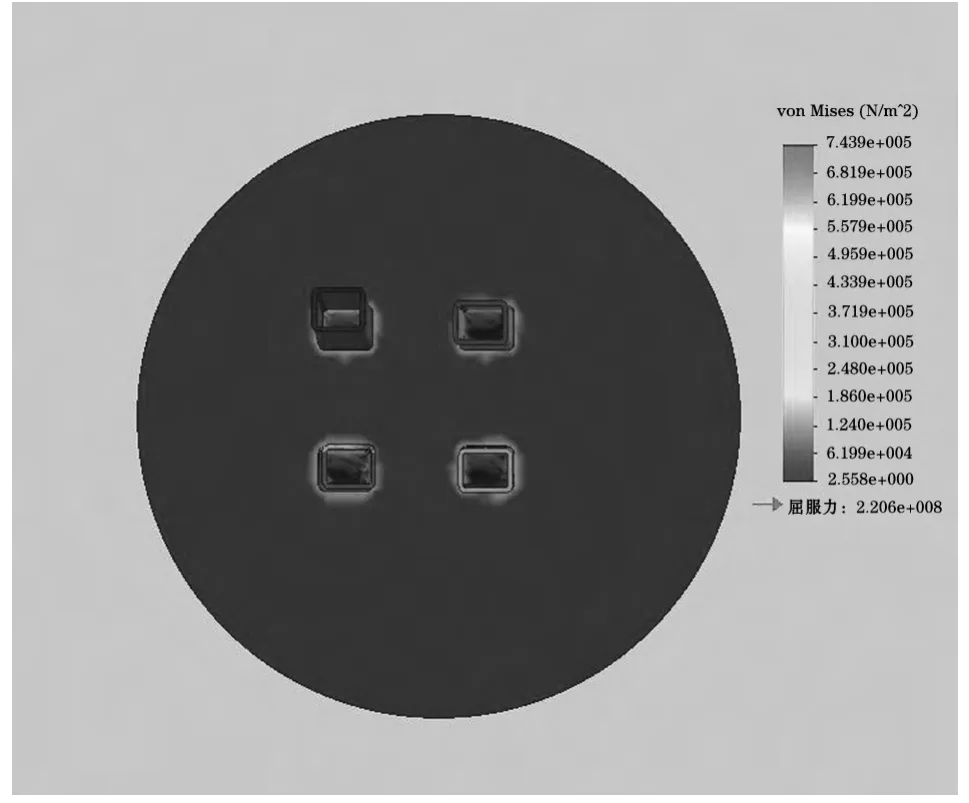
圖1 鋁型材在突破擠壓后的受力分布圖
從圖1可以看出:鋁型材在突破擠壓后的受力分布不均勻,從而造成其在模具定徑帶處沿截面的方向流動速度不均勻。左上方的那支料所受的力為最大。其變形彎曲也是最大,右下方的料所受的力最小。其原因是在擠壓鋁棒過程中,熱鋁棒和模具之間的摩擦造成型材在模具表面出口的速度與受力不均勻。由于其在模具沿截面的方向受力和速度不均勻,導致型材的長度不齊和表面質量差。
1.2 在恒力牽引下擠壓突破模擬
為了減少鋁型材在突破擠壓后的受力分布不均的情況,在擠壓突破后給一個恒力來進行模擬,在本次試驗中,嘗試在擠出的鋁型材端部施加一個恒力7 kN的牽引力,然后繼續模擬。在施加恒力7 kN的牽引力后,其受力分布圖如圖2所示。
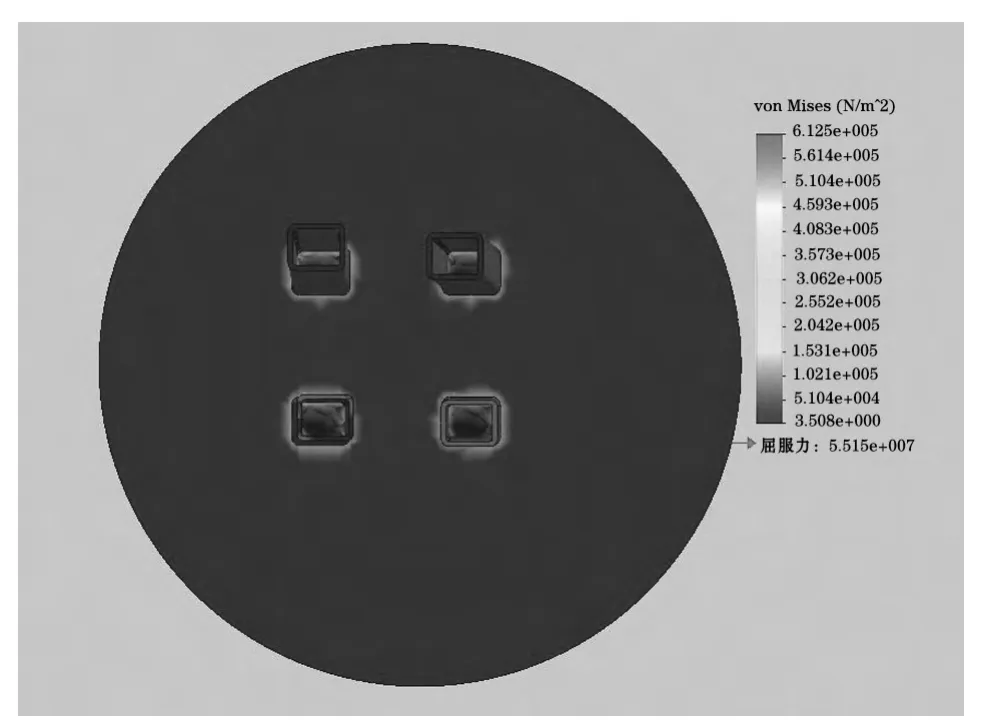
圖2 恒力7 kN的牽引力作用下模具鋁型材出料口的受力分布
圖2 顯示,在模具出料口處增加一個外部拉力后,一模多孔的擠壓型材在模具出口表面的受力比沒有外部拉力時均勻。由于增加一個外部拉力,型材在模具表面的出料速度也會略大一些,從測試看出鋁型材在擠壓過程中,模具出料口外部增加一個外部拉力后,其速度與受力的效果比較明顯。
1.3 牽引過程中的速度與恒力控制
外加恒力作用下的擠壓過程示意圖如圖3所示。
根據現場擠壓鋁型材的情況,設定擠壓桿前進速度為v,在模具出料口施加外部恒力F1后,鋁型材在模具出料口處的速度為v1,兩者之間的關系為:

(1)式中,ER為擠壓比,Δv為模具出料口施加外部恒力后的速度增量。
在模具出料口附加外部張力的擠壓鋁型材牽引過程中,為了型材的表面質量,必須保持外部張力在過程中的恒定不變。而牽引速度必須隨著模具出料口速度的變化而變化。因此附加外部張力一般有直流電機驅動提供動力。由系統的速度與恒力雙閉環控制,外環的速度環控制速度,內環的電流環控制電機的恒力。
在帶張力工作的設備中,設定忽略電機和機械裝置的空載損耗[7],則關系為:

其中,TM為電機的電磁轉矩;CT為轉矩常數;?為磁通量;I為電樞電流;D為主傳動鏈輪的直徑;i為傳動比。
由公式(2)可得

由公式(3)可以得出:為了得到恒定的附加張力,必須保證直流電機的電流恒定不變。
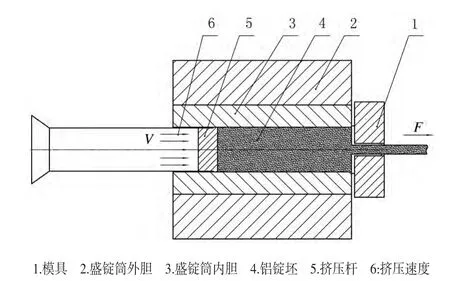
圖3 在恒定牽引力下的鋁型材擠壓過程
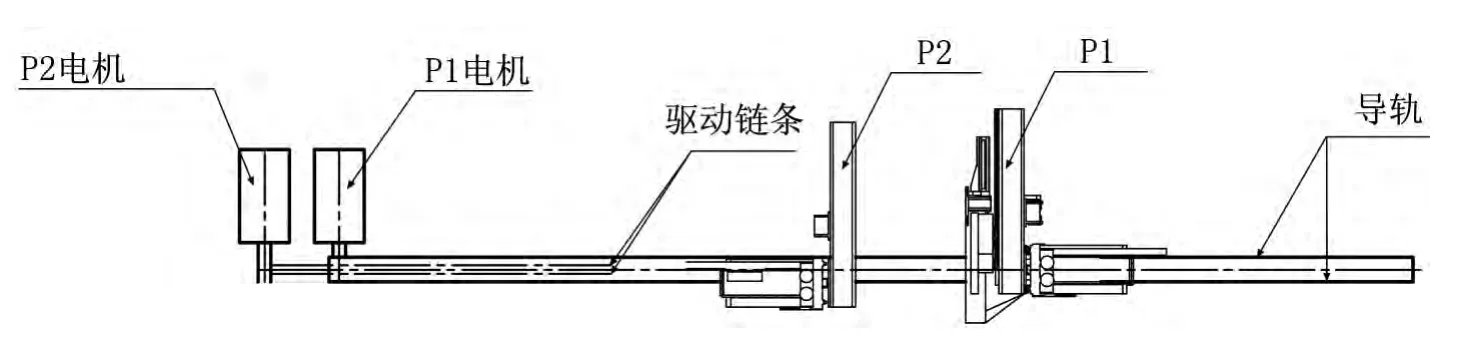
圖4 雙頭單軌牽引機示意簡圖
在擠壓鋁型材過程中,必須先給直流電機設定恒定的張力,然后對直流電機進行速度補償,其張力設定必須合理,才能保證牽引機正常工作。如果張力設定過高,容易把鋁型材的表面尺寸拉小或變形。如果設定張力過小,會引起牽引系統振動,造成牽引力的不穩定,在鋁型材表面造成振動紋。按照實際經驗,其張力數值必須大于其克服牽引裝置的摩擦力,否則設備不能正常運作。
2 牽引機在擠壓過程中的工藝
根據擠壓鋁型材工藝生產過程,鋁型材從擠壓機中擠壓出來后,需要經過外部牽引,鋸切和卸料到冷床的過程。由此,一套完整的牽引系統必須能夠完成以上幾點基本功能。目前鋁材行業一般采用雙頭單軌牽引工藝,其結構簡如圖4所示,其中P1為靠近擠壓機的帶飛鋸牽引機頭,牽引工藝流程如圖4所示。
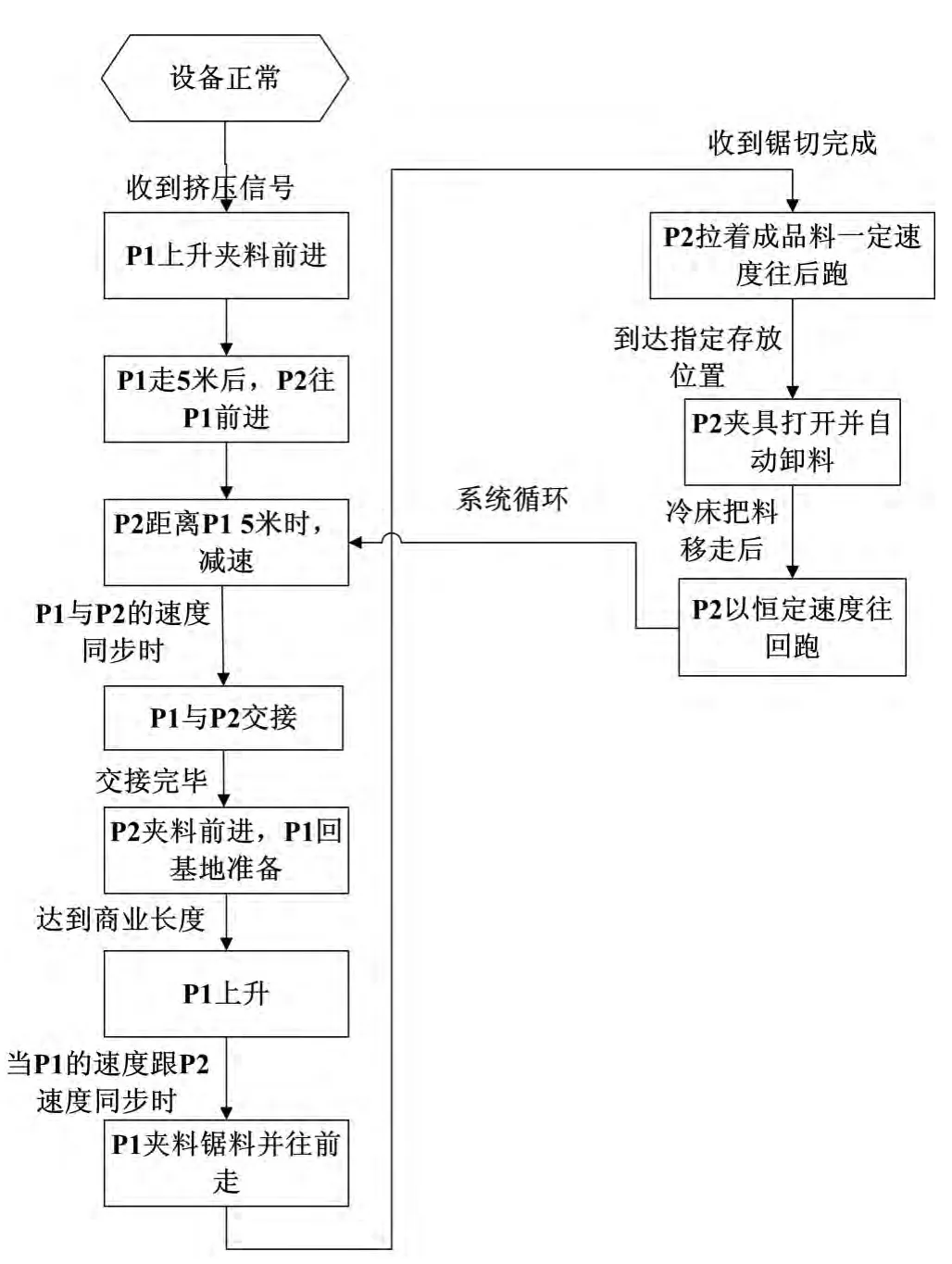
圖5 牽引機工藝流程
為了實現兩個牽引機的定位準確,順利交接,牽引機采用變頻器驅動的直流電機,才用同步鏈條傳動,并用絕對值光電編碼器檢測位置,雙牽引的技術關鍵是牽引機與擠壓機的出料口速度一致和保證兩個機頭交接的時候速度同步,同步交接的時候在鋁型材上施加的牽引力穩定不變,為了滿足這些條件,可以通過牽引控制系統中的速度和張力兩個閉環控制實現。其動作工藝流程如圖5所示。
3 測試研究
為了測試其理論結果,在18 MN擠壓生產線上進行試驗,按照理論擠壓牽引型材的工藝路線,其牽引系統參數設定如表2所示。

表2 雙牽引的技術參數
采用此雙牽引機生產一模四孔的鋁型材,生產設定的牽引力為10 kN,牽引速度為20 m/min,生產的鋁型材機械系能均勻,在牽引機的作用下鋁型材平直,表面質量良好。
4 結論
(1)在一模多孔的鋁型材擠壓過程中,鋁型材在模具出口的受力和流動速度不均勻。
(2)在施加恒定的牽引力后,鋁型材在模具出口的受力和出料速度均勻。
(3)提出的牽引機工藝路線可以提高鋁型材的質量和成材率,同時也提高擠壓生產設備的自動化程度,減少操作人員的勞動強度。
[1]魏軍.金屬擠壓機[M].北京:化學工業出版社,2006.
[2]李曉敏.中國鋁型材市場及未來發展趨勢[J].四川有色金屬,2010(4):1-3.
[3]赫崇福,王祝堂.對中國發展工業鋁擠壓材的探討[J].輕合加工技術,2007(2):1-4.
[4]R.Akeret.多孔模擠壓時牽引裝置的工作原理[J].輕合金加工技術,1985(6):18-21.
[5]張君,何養民,楊合,等.基于有限元數值模擬的大型鋁型材牽引技術研究[J].中國機械工程,2007(1):6-10.
[6]王祝堂,田容璋.鋁合金及其加工手冊[M].長沙:中南工業大學出版社,1989.
[7]楊興瑤.電動機調速的原理及系統[M].北京:水利電力出版社,1995.
