非對稱外給電子體技術生產高速擠出BOPP薄膜專用樹脂
2014-03-26 02:08:06劉宏偉楊進華
合成樹脂及塑料 2014年6期
劉宏偉,楊 文,楊進華
(中國石化海南煉油化工有限公司,海南省儋州市 578101)
中國石化海南煉油化工有限公司(簡稱海南煉化公司)聚丙烯(PP)裝置設計產能200 kt/a,采用國產第二代環管PP液相本體工藝技術,聚合單元采用兩個串聯的環管反應器,用中國石油化工股份有限公司催化劑北京奧達分公司生產的DQC401型球形高效PP催化劑作主催化劑。近年來,雙向拉伸PP(BOPP)薄膜加工技術向高線速度、大幅寬、高產率方向發展,薄膜幅寬由4.0 m增大到目前超過8.0 m,最大幅寬達10.0 m;線速度由最初的200 m/min增大到目前的400 m/min以上,最高已達500 m/min,薄膜生產廠家對其原料性能的要求越來越高。為適應市場需求,海南煉化公司采用中國石油化工股份有限公司北京化工研究院研發的非對稱外給電子體技術開發了高速擠出BOPP薄膜專用PP F03G。
1 非對稱外給電子體技術簡介
非對稱外給電子體技術是指通過調整不同反應器內的催化劑體系中外給電子體(簡稱Donor)種類或加入量,來調整催化劑的氫調敏感性、立構定向性以及共聚合性能,結合對特定用途PP分子結構的設計,實現簡單條件下生產高性能的PP。非對稱外給電子體技術在環管PP工藝上實施的技術方案是在保留原有進入預接觸罐的Donor加入管線的同時,在2#環管反應器(R20202)上增加一條Donor加入管線,以調整催化劑在相應反應器內的聚合性能。
2 高速擠出BOPP薄膜專用PP的生產
2.1 熔體流動速率(MFR)的控制
MFR越高,PP的流動性越好,平均相對分子質量越低,一般來說也越容易加工,用其制備的薄膜透光性、光澤度和表面硬度均提高;但MFR過高, PP的斷裂拉伸應變和沖擊強度會下降。對于BOPP薄膜,一般要求MFR為2.00~4.00 g/10 min(以2.50~3.50 g/10 min為宜)[1]。MFR的大小可以通過改變氫氣用量來調節,PP的MFR波動大,BOPP薄膜生產難度大,薄膜的薄厚均勻性不易控制,易出現“魚眼”、晶點等缺陷,甚至斷膜。
為保證PP的MFR穩定,生產過程中需:1)保證生產負荷穩定,波動控制在設定值的±5%;2)控制好環管反應器內漿液密度,盡量控制在555~565 g/cm3;3)穩定循環丙烯洗滌塔系統操作,控制丙烯冷凝器尾氣排放量,使進出裝置的丙烷含量達到平衡,從而保證丙烯的純度和環管反應器的有效容積;4)穩定三乙基鋁(TEAL)和Donor的加入量,波動控制在設定值的±10%;5)穩定氫氣用量,波動控制在設定值的±10%;6)保證均化料倉均化摻混時間不小于22 000 s;7)保證生產期間主催化劑質量穩定,盡量采用同一型號同一批次的主催化劑;8)遇到異常工況(如催化劑、溶劑、添加劑、氫氣中斷,MFR波動大等)要及時將PP切換成過渡料;9)保證原料丙烯質量的穩定,優化丙烯精制的操作。生產期間,連續生產3個批次F03G的MFR分別為3.15,3.18,3.12 g/10 min,基本穩定在(3.20±0.30) g/10 min。
2.2 相對分子質量分布的控制
對BOPP薄膜專用PP而言,相對分子質量分布愈窄,薄膜的拉伸強度愈高,加工工藝條件愈嚴格;相對分子質量分布過寬會導致拉伸彈性模量降低,同時,低相對分子質量組分含量過多,易在BOPP薄膜生產中析出小分子物質,粘在擠出機模頭或冷卻輥滾筒的表面,影響薄膜質量;而適當加寬PP的相對分子質量分布,可保證其流動性,從而改善加工工藝,提高成膜性能。
PP中少量的高相對分子質量組分起成核劑作用,可適當提高非等溫結晶速率和結晶溫度,提高PP的熔體強度,并可降低結晶過程對溫度的依賴性;適量的低相對分子質量組分起增塑劑作用,可降低PP熔體的溫度敏感性,提高熔體流動的穩定性,使其柔韌性增大,改善薄膜的薄厚均勻性。實際生產中,應注意減少高相對分子質量組分,避免在BOPP薄膜中出現“魚眼”、晶點等缺陷[2]。
海南煉化公司生產的高速擠出BOPP薄膜專用PP采用非對稱外給電子體技術,分步加入氫氣,提高兩個環管反應器的氫氣進料量差值,適當加寬PP的相對分子質量分布。1#環管反應器(R20201)內生產低MFR的PP,氫氣用量控制在180~230 μL/L,MFR控制在0.70~0.90 g/10 min;R20202內的氫氣用量控制在3 000~3 500 μL/L,最終PP的MFR控制在 3.00~3.20 g/10 min。
F03G的重均分子量(Mw)為36.6×104,數均分子量為4.8×104,Z均分子量為140.9×104。由于R20202內氫氣加入量比R20201多,R20202內合成的PP相對分子質量比R20201的小,而產物F03G是由R20201內合成的相對分子質量較大的PP和R20202內合成的相對分子質量較小的PP組成的,所以,F03G具有較寬的相對分子質量分布(達7.60)(見圖1),較寬的相對分子質量分布有利于加工成型。R20201內合成的相對分子質量較大的組分可以提高PP的熔體強度,從而提高高速流動熔體的穩定性,不易破膜。
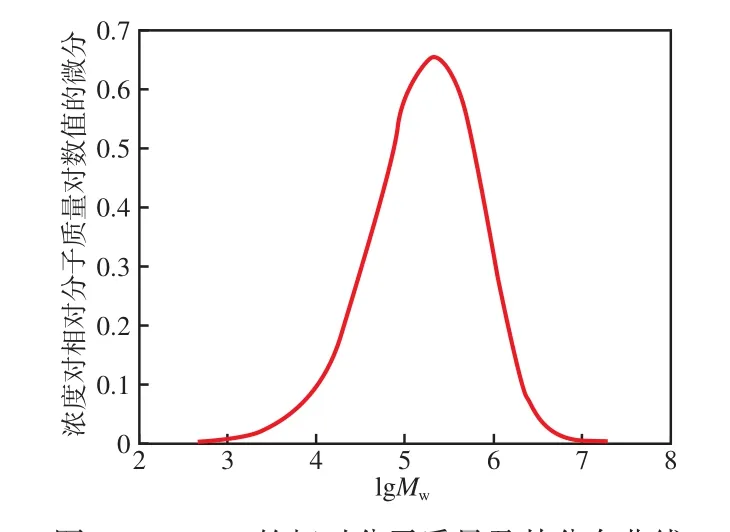
圖1 PP F03G的相對分子質量及其分布曲線Fig.1 Curve of relative molecular mass and its distribution of PP F03G
2.3 等規指數及其分布
等規指數高的PP分子鏈立構缺陷較小,易結晶,形成厚晶片,其結晶起始溫度高、結晶速率快,可形成較大的球晶。等規指數低的PP分子鏈不易結晶,結晶速率慢,形成晶片較薄。高等規指數PP的鏈段過多會導致薄膜“細頸”、薄厚不均勻、霧度增大、成膜性差,但薄膜挺度好[3]。
在BOPP薄膜的拉伸過程中,低立構規整性的鏈段有“取向增塑”作用,有助于改善薄膜的光學性能。但PP等規指數越低,結晶度越小,薄膜沖擊強度越低、脆折度增高、光學性能變差;同時,PP在室溫條件下可能會發生二次結晶。這是導致BOPP薄膜存放一段時間后霧度增加、變脆的原因之一[3]。PP中熔融物與不熔物的含量要有一定比例,實踐證明,只有等規物質量分數為95.5%~97.0%,無規物質量分數為3.0%~4.5%的均聚PP,才適合生產高速擠出的BOPP薄膜。
國產第二代環管工藝采用Ziegler-Natta催化劑、烷基鋁和Donor組成催化劑體系。Donor能抑制無規活性中心,使PP等規指數達95.0%以上。采用非對稱外給電子體技術,分別向兩個環管反應器中加入不同量的Donor,可得到大分子鏈段等規指數較低、小分子鏈段等規指數較高的PP(見表1)。PP的正庚烷可萃取物減少,同時冷二甲苯可溶物含量提高,可改善其晶片的薄厚均勻性,無厚晶片存在,生產BOPP薄膜時,不易破膜、無晶點,透光率高[4]。此外,正庚烷可萃取物減少,低相對分子質量組分、低等規物的含量減少[5],因而可析出物減少,薄膜的表面狀況得到改善、挺度提高[6]。控制R20201內的m(TEAL)/m(Donor)為40~45,PP等規指數控制在95.8%~96.0%;R20202內的m(TEAL)/m(Donor)為10~11,F30G等規指數控制在96.5%~97.0%。由于R20201內的Donor加入量少,而R20202內的加入量大,最終產物F03G的等規指數比R20201內的高,說明R20202內合成的PP等規指數比R20201內的高。由于R20202內氫氣加入量比R20201內多,R20202內合成PP的相對分子質量比R20201內的小,因此,F03G的等規指數分布寬。
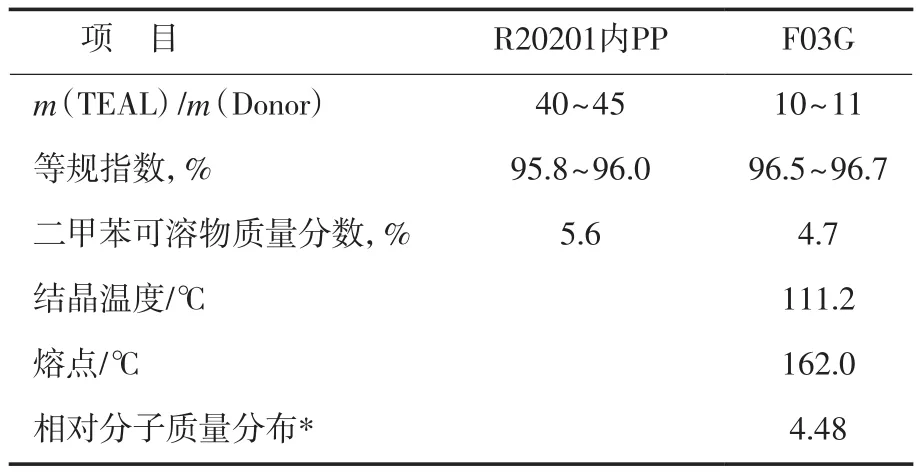
表1 F03G常規物性典型值Tab.1 Typical values of general physical properties of PP F03G
2.4 灰分的控制
PP中的灰分以固體微粒形式存在于熔融的PP中,灰分高影響制品強度,易引起加工設備濾網堵塞,薄膜的成膜率也低。所以,PP中的灰分含量越小越有利于高速擠出BOPP薄膜的加工,BOPP薄膜專用PP粉料的灰分質量分數控制在0.020%以內,此時加工性能最優[7]。
PP灰分的來源主要由兩部分組成:1)催化劑殘留物;2)穩定劑體系,尤其是抗酸劑。通過計算得出,TEAL,Donor,主催化劑可產生的灰分質量分數分別為45%,32%,38%。Donor的加入量很少,因而產生的灰分含量最少。由式(1)可計算PP中粉料的理論灰分含量。

式中:A,B,C 分別為主催化劑,TEAL,Donor的加入量,g/h;Y為產量。
降低PP粒料灰分的主要措施有:1)采用高活性、高質量的催化劑體系,提高催化劑效率;2)采用高效、高質量的復配穩定劑體系,降低鹵素吸收劑的用量;3)保障丙烯精制系統正常運行,提高丙烯質量,降低三劑消耗;4)優化操作,合理提高環管反應器漿液濃度,保障反應器內漿液的停留時間,保證主催化劑活性正常;5)分析丙烯原料質量,調整最佳的TEAL與丙烯的質量比;6)保證汽蒸罐的蒸汽汽提效果,根據裝置負荷適時調整蒸汽汽提的蒸汽量,通過蒸汽汽提失活能夠脫出部分PP粉料中的灰分;7)減小造粒機濾網的孔徑,將濾網篩孔孔徑由280~850 μm(20~50目)降低到74~150 μm(100~200目),減少雜質進入PP產品。
在生產F03G期間,通過優化操作,改進復配穩定劑體系配方,降低鹵素吸收劑硬脂酸鈣的用量。無論是PP粉料還是粒料,灰分含量明顯下降,F03G的粉料、粒料灰分質量分數分別為0.011%,0.014%,均比海南煉化公司生產的普通薄膜專用PP F03D的粉料、粒料低(分別為0.012%,0.017%),這有利于減少晶點及破膜概率。
2.5 穩定劑體系的優化
PP分子鏈上存在叔碳原子,在氧氣、紫外光和熱的條件下,PP吸收氧氣使大分子鏈斷裂,形成活潑的游離基,這些游離基進一步引起大分子鏈裂解、支化,使PP老化,相對分子質量降低,熔體黏度下降并發生粉化、脆化和變硬。隨著氧化的深入,PP將逐步喪失其原有的力學性能而失去使用價值[8]。加入抗氧劑和光穩定劑能有效抑制PP大分子的熱氧化、降低光氧化反應速率,顯著提高PP的耐熱、耐光性能,延緩降解、老化過程,延長使用壽命。
傳統的BOPP薄膜專用PP的穩定劑體系是:主抗氧劑1010質量分數為0.10%,助抗氧劑168質量分數為0.10%,鹵素吸收劑硬脂酸鈣質量分數為0.05%。F03D所用主抗氧劑1010的質量分數為0.06%,助抗氧劑168的質量分數為0.06%,鹵素吸收劑硬脂酸鈣質量分數為0.05%,但有個別生產高端薄膜的客戶反映,薄膜的卷端面發黃或偏紅,影響使用。為此,在生產F03G時,助抗氧劑由626替代168,使用美國雅寶化工公司生產的復配抗氧劑PW-9225HN(由1010與626復配而成)。與助抗氧劑168相比, 626具有更高的P含量,因此,低用量即可得到更高效的配方。添加PW-9225HN的PP的氧化誘導期為6.4 min,比添加原抗氧劑的PP的氧化誘導期(5.5 min)長。
采用德國Brabender公司生產的Plasti-Corder型轉矩流變儀對加入不同添加劑的BOPP薄膜專用PP進行多次擠出測試。從圖2看出:隨著擠出次數的增加,所有PP試樣的黃色指數均提高,添加PW-9225HN的PP黃色指數增加較少,說明PW-9225HN能極大地抑制PP泛黃。
從圖3看出:所有PP試樣經多次擠出后MFR均有所增大,說明在加工初期,PP被氧化的程度基本相同,4次擠出后PP的MFR變化差異較大,表明抗氧劑的抗氧化效果不同;添加PW-9225HN的PP的MFR增幅最小,表明其抗氧化效果優于其他兩種抗氧劑。
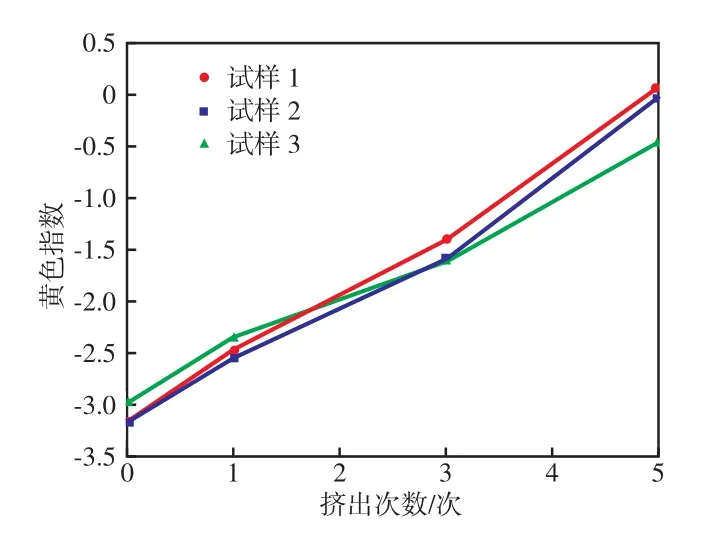
圖2 不同穩定劑配方的PP在多次擠出后的黃色指數Fig.2 Yellow indexes after repeated extrusion of the PP resins with different stabilizer formulae
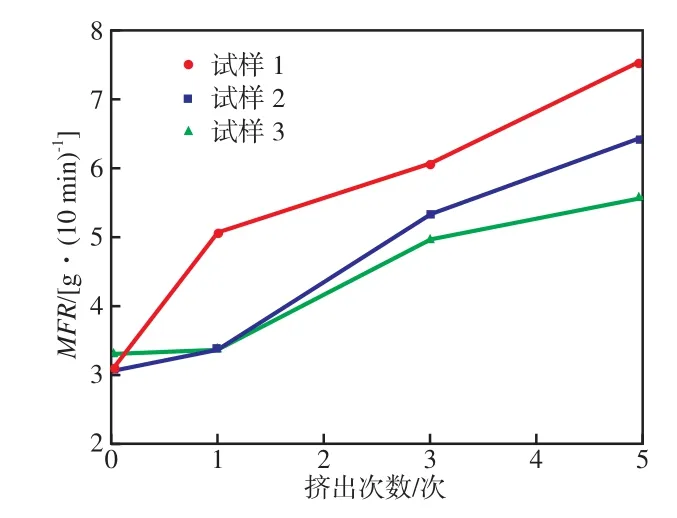
圖3 不同穩定劑配方的PP在多次擠出后的MFRFig.3 MFR after repeated extrusion of the PP resins with different stabilizer formulae
PW-9225HN中的助抗氧劑626屬于二級抗氧劑中的芳基二亞磷酸酯類,而二級抗氧劑單獨作穩定劑使用時,并不能表現出顯著的活性,與合適的一級抗氧劑按適當比例聯合使用時,能產生很好的協同作用。抗氧劑626與受阻酚類一級抗氧劑1010配合使用,能有效地與自由基引發劑反應阻止自由基的產生,把氫過氧化物還原成穩定的醇,從而提高PP的抗熱氧老化性能。抗氧劑168屬于芳基亞磷酸酯類,與抗氧劑168相比,抗氧劑626含有更多的P,與一級抗氧劑1010配合使用時,能更有效地阻止自由基的產生,提高產品的穩定性。因此,PW-9225HN抗氧劑體系表現出氧化誘導期長、多次擠出后PP的MFR和黃色指數小的優點。
3 PP的性能
從表2看出:采用非對稱外給電子體技術生產的F03G各項性能均達到BOPP薄膜專用樹脂的質量指標,部分性能遠高于質量指標。PP T03是在R20201和R20202內氫氣用量和Donor用量相同的情況下生產的,雖然與F03G具有相近的MFR,但T03灰分含量高(質量分數達0.030%)、薄膜透明性差(霧度、黃色指數均比F03G高)以及薄膜“魚眼”數多,因此,T03不適于制備BOPP薄膜。與T03相比,F03G的灰分含量較低,用其制備的薄膜具有較高透明度、較少的“魚眼”數,可滿足BOPP薄膜專用樹脂的要求。
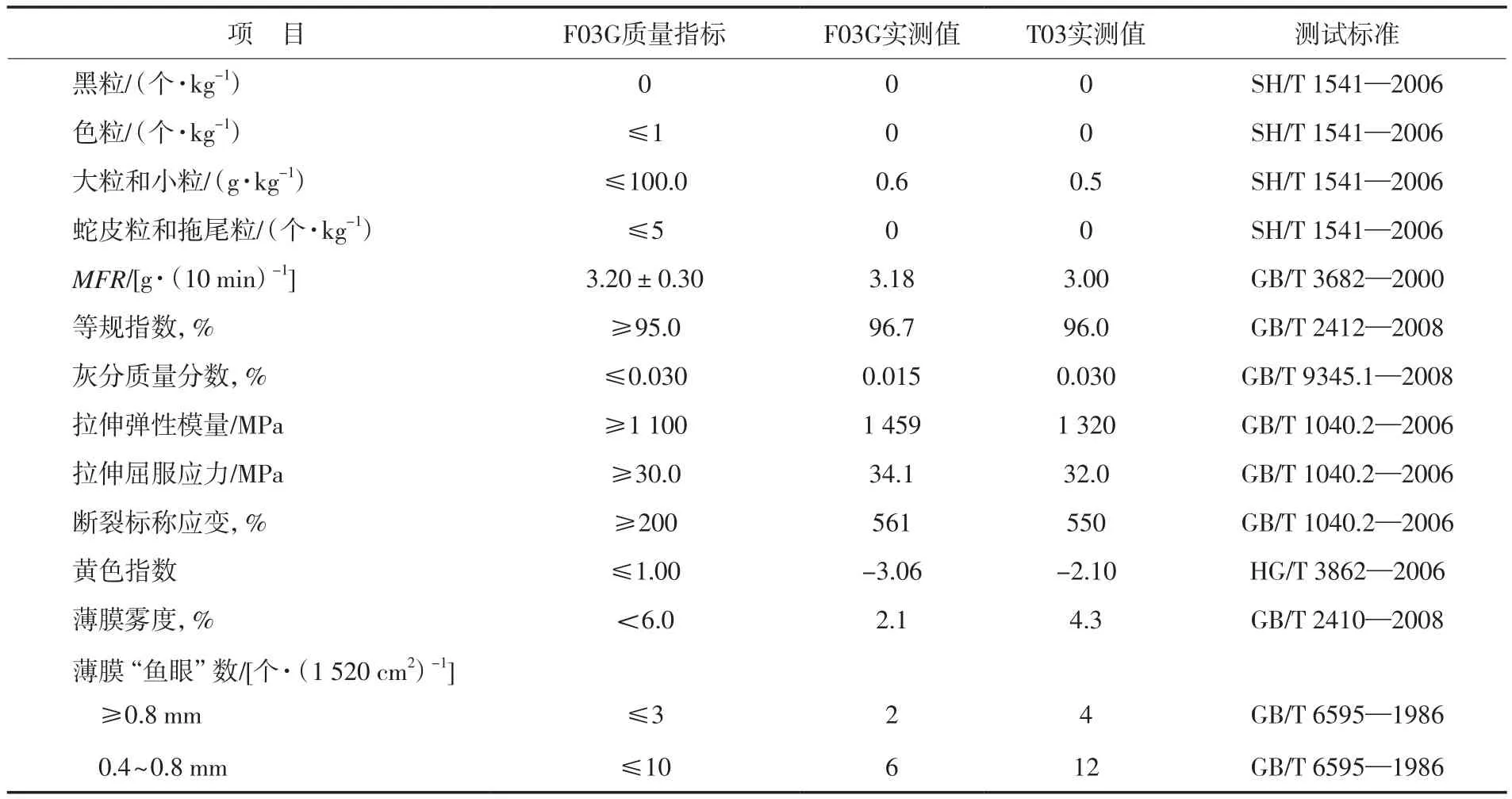
表2 PP F03G和T03的性能Tab.2 Properties of PP F03G and T03
4 應用試驗
用F03G在德國布魯克納公司生產的高速擠出BOPP薄膜生產線上試生產了幅寬8.2 m,厚19μm的BOPP薄膜,線速度達430 m/min。生產過程中,72 h不斷膜,20天不換網,薄膜的各項性能均滿足客戶需求(見表3)。
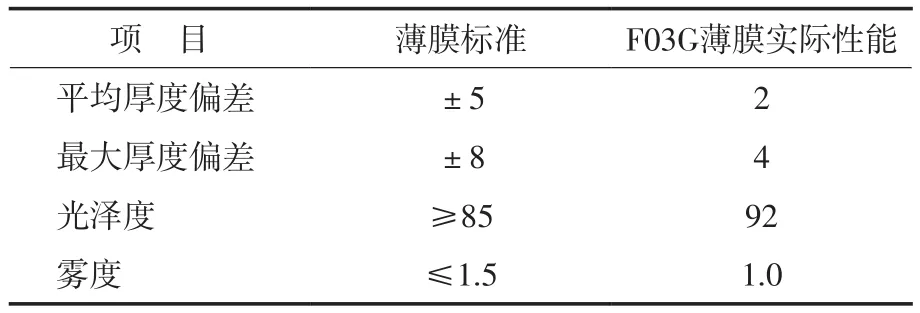
表3 BOPP薄膜產品標準和F03G薄膜性能Tab.3 Product standards of the BOPP film and properties of the film made of F03G %
5 結論
a)采用非對稱外給電子體技術,根據市場需求,通過優化聚合工藝和采用高效助劑等,開發了高速擠出BOPP薄膜專用PP F03G。
b)PP F30G的應用試驗表明,成膜性能和薄膜各項性能均滿足指標要求。
[1] 費傳軍,趙謙,周昌玉,等. 聚丙烯熔融指數對GMT力學性能的影響[J]. 玻璃纖維,2007(2):10-12;15.
[2] 張英. BOPP專用料T36F的開發與應用[J]. 石油化工化纖,2001(1):45-48.
[3] 趙起超. BOPP煙用包裝膜專用樹脂F1002的開發與生產[J].合成樹脂及塑料,2003,20(4):29-33.
[4] Masuda J,Ohkura M.Preparation and characterization of biaxially oriented polypropylene film with high molecular orientation in the machine direction by sequential biaxial stretching[J]. Journal of Applied Polymer Science, 2007, 106(6): 4031-4037.
[5] 中國石油化工股份有限公司北京化工研究院. 高性能聚丙烯組合物的制備方法:中國,100491458C[P].2009-05-27.
[6] Tamura S, Kuramoto I, Kanai T.The effect of molecular structure of polypropylene on stretchability for biaxially oriented film[J]. Polymer Engineering & Science, 2012, 52(6):1383-1393.
[7] 丁長勝. 降低PP粉料灰分的措施[J]. 合成樹脂及塑料,2005,22(3):38-41.
[8] 傅和青,黃洪,陳煥欽. 聚丙烯抗氧劑作用機理及其研究[J].合成材料老化與應用,2004,33(4):36-38.
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
中國軍轉民(2017年6期)2018-01-31 02:22:28
浙江大學學報(工學版)(2016年11期)2016-06-05 09:21:04
Coco薇(2016年2期)2016-03-22 02:45:06
汽車觀察(2016年3期)2016-02-28 13:16:26
