高效連鑄小方坯噴淋結(jié)晶器應(yīng)用實(shí)踐
2014-03-25 06:12:38牟桂梅
中國鑄造裝備與技術(shù) 2014年4期
牟桂梅
(秦皇島首鋼長白機(jī)械有限責(zé)任公司,河北秦皇島 066311)
在連鑄設(shè)備中,結(jié)晶器是高效率的熱交換器,由中間包注入結(jié)晶器內(nèi)的鋼液,經(jīng)強(qiáng)制水冷形成一定厚度的坯殼,結(jié)晶器應(yīng)具有良好的冷卻效果,使初出結(jié)晶器的坯殼厚度均勻且強(qiáng)度足夠,避免發(fā)生漏鋼。目前高效連鑄小方坯結(jié)晶器冷卻方式有水縫式和噴淋式,為提高連鑄機(jī)拉速,將結(jié)晶器水縫式改造為噴淋水冷卻,連鑄生產(chǎn)實(shí)踐表明:噴淋結(jié)晶器安全可靠,比水縫式結(jié)晶器省水60%,延長銅管使用壽命,降低漏鋼率,提高連鑄作業(yè)率。
1 連鑄結(jié)晶器的熱傳導(dǎo)過程
鋼液在結(jié)晶器內(nèi)由傳熱而冷卻、凝固、形成坯殼,是一個復(fù)雜的結(jié)晶傳熱過程。鋼液注入結(jié)晶器受到水激冷形成坯殼,繼續(xù)冷卻使坯殼增厚和降溫收縮,坯殼在液面下不遠(yuǎn)處開始脫離結(jié)晶器銅管壁產(chǎn)生氣隙,銅管壁散熱強(qiáng)度降低,坯殼溫度回升變軟,在鋼液靜壓力作用下,坯殼重新貼向銅管壁,這樣周期性地離合,直至坯殼達(dá)一定厚度后才完全脫離銅管壁形成氣隙,使結(jié)晶器的熱傳導(dǎo)急劇下降。坯殼四角比表面的冷卻強(qiáng)度大,散熱較快,較早和銅管壁形成氣隙,使坯殼厚度較小。結(jié)晶器銅管設(shè)計有倒錐度,以減小氣隙的形成,實(shí)際連鑄生產(chǎn)中銅管壁與坯殼之間不可避免產(chǎn)生氣隙。
2 高效連鑄小方坯水縫式結(jié)晶器
2.1 水縫式結(jié)晶器冷卻結(jié)構(gòu)
目前高效連鑄小方坯普遍采用水縫式冷卻方式,冷卻水采用下進(jìn)上出的閉路循環(huán)方式,結(jié)構(gòu)是在結(jié)晶器銅管外壁設(shè)計導(dǎo)流水套,銅管外壁與導(dǎo)流水套內(nèi)壁之間的水縫作為結(jié)晶器冷卻水通道,導(dǎo)流水套中間法蘭通過與外水套的密封將結(jié)晶器水箱分為上下兩腔,銅管上、下端通過上、下法蘭用O 形圈密封,結(jié)晶器進(jìn)水以0.8~1.2 MPa 的壓力先進(jìn)入結(jié)晶器下腔,以大于10 m/s 的速度從水縫中自下而上流過,然后從結(jié)晶器上腔出水口流出,高速水流冷卻銅管,如圖1.a 所示。采用高精度窄水縫設(shè)計,水縫寬度一般取4 mm±0.2 mm,結(jié)晶器進(jìn)水溫度低于40 ℃,進(jìn)出水溫差為6~10 ℃,使結(jié)晶器銅管具有良好的冷卻效果。
2.2 小方坯鑄坯菱變、角裂及漏鋼原因分析
(1)水縫式結(jié)晶器在銅管壁與坯殼之間容易產(chǎn)生氣隙,特別是彎月面附近的貫穿氣隙最大,且水縫冷卻結(jié)晶器彎月面處冷卻強(qiáng)度較差,坯殼厚度較薄,容易使鑄坯產(chǎn)生菱變,并且角部氣隙比中心部位大,角部坯殼較薄,容易產(chǎn)生角裂或引起漏鋼。
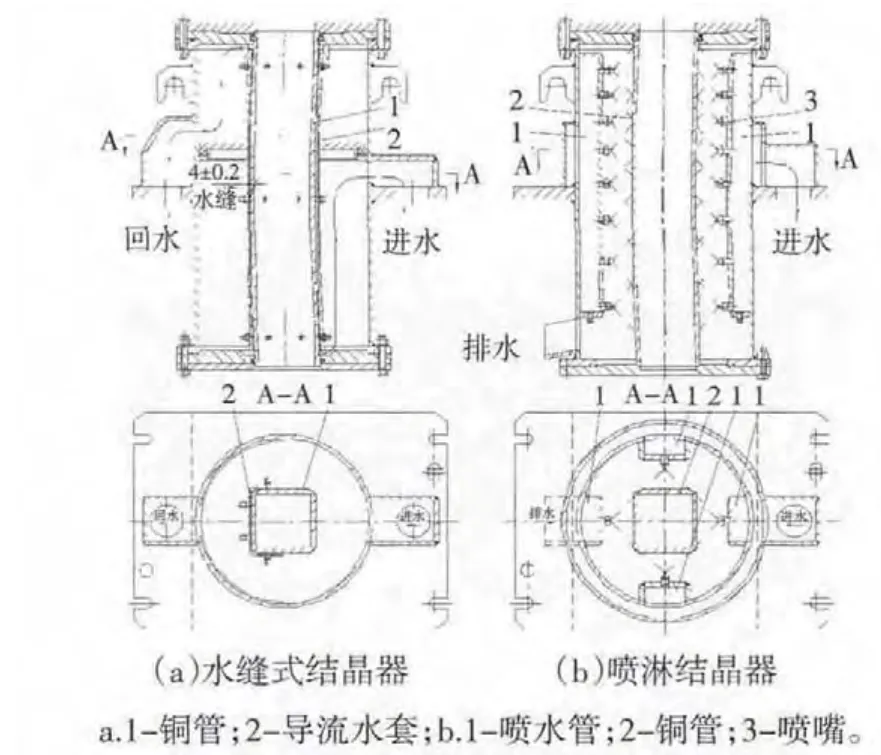
圖1 結(jié)晶器結(jié)構(gòu)
(2)導(dǎo)流水套制造和安裝精度直接影響水縫均勻性,水縫尺寸不均勻造成結(jié)晶器冷卻不均,使坯殼不均勻收縮,鑄坯形成菱變。
(3)導(dǎo)流水套設(shè)計及制造、安裝誤差,密封件材質(zhì)、尺寸精度直接影響中間法蘭密封性,結(jié)晶器內(nèi)密封失效使部分冷卻水不通過水縫而直接流入出水口,水縫內(nèi)冷卻水流量和流速降低,結(jié)晶器銅管發(fā)生形變,使鑄坯產(chǎn)生菱變、角裂及漏鋼等缺陷,嚴(yán)重時將燒穿銅管,甚至發(fā)生爆炸事故,直接影響銅管使用壽命、鑄坯質(zhì)量和連鑄作業(yè)率。
3 高效連鑄小方坯噴淋結(jié)晶器
3.1 噴淋結(jié)晶器技術(shù)
噴淋結(jié)晶器采用射流沖擊強(qiáng)化傳熱技術(shù),利用噴嘴將高壓水噴到銅管表面使之強(qiáng)化冷卻,冷卻強(qiáng)度高。按照連鑄結(jié)晶器鑄坯凝固傳熱“沿縱向上部大下部小、沿橫向中部大角部小”的分布規(guī)律,采取分段控制冷卻強(qiáng)度,實(shí)現(xiàn)無壓力冷卻。
噴淋式冷卻技術(shù)可使結(jié)晶器銅管壁均衡冷卻,避免銅管內(nèi)壁與坯殼之間產(chǎn)生間隙,特別是彎月面附近不產(chǎn)生貫穿間隙,提高結(jié)晶器彎月面區(qū)冷卻強(qiáng)度,明顯助長坯殼形成,增加彎月面處坯殼厚度,避免鑄坯菱變,有效降低漏鋼率,噴水冷卻使鋼液和初凝坯殼向外傳熱速度增加30%~50%,提高結(jié)晶器冷卻效率,利于提高連鑄機(jī)拉坯速度,目前國內(nèi)噴淋結(jié)晶器應(yīng)用于小方坯連鑄。
3.2 噴淋結(jié)晶器冷卻結(jié)構(gòu)
噴淋結(jié)晶器的冷卻是噴嘴向結(jié)晶器銅管外壁噴水,采用開路循環(huán)冷卻方式,設(shè)計噴水室為敞開式,冷卻結(jié)構(gòu)是:環(huán)形水箱聯(lián)通給、排水盒及4 排縱向的噴水盒,噴水盒布置在銅管四面,安裝于噴水盒的噴嘴按鑄坯縱向溫度梯度分布排列。銅管上、下端通過上、下法蘭用O 形圈密封,噴淋水高速噴到銅管外表面,沿銅管外壁順流而下,自流排出,排水盒尺寸大利于非壓力排水,如圖1.b 所示。
3.3 噴淋結(jié)晶器關(guān)鍵技術(shù)
噴淋結(jié)晶器關(guān)鍵技術(shù)是噴嘴選型、布置及冷卻水參數(shù)控制,通過對其關(guān)鍵技術(shù)優(yōu)化設(shè)計,達(dá)到結(jié)晶器最佳冷卻效果。
(1)噴嘴選型。采用大角度、大流量專用噴嘴,使用較少數(shù)量的噴嘴達(dá)到噴淋冷卻強(qiáng)度要求。
(2)噴嘴布置。根據(jù)噴淋結(jié)晶器傳熱規(guī)律,噴淋冷卻水分布原則是:沿銅管縱向,彎月面處水量大,下部水量小;沿銅管橫斷面,面部水量大,角部水量小。設(shè)計噴嘴沿銅管高度方向呈直線分布,通過調(diào)整噴嘴流量、噴射距離和角度,控制冷卻強(qiáng)度分布:沿銅管縱向,上部冷卻強(qiáng)度大,從上到下逐漸減弱;沿銅管橫斷面方向,面部冷卻強(qiáng)度大于角部,實(shí)現(xiàn)高效率傳熱。
(3)冷卻水參數(shù)。控制噴淋冷卻水壓力為0.4~0.6 MPa,流量大約為55~70 m3/h,冷卻水溫升小于9 ℃。
3.4 噴淋結(jié)晶器應(yīng)用
為提高連鑄機(jī)拉坯速度,某鋼廠連鑄小方坯130×130(mm)結(jié)晶器采用噴淋水冷卻技術(shù),具有省水、結(jié)構(gòu)簡單,易于維護(hù)等優(yōu)點(diǎn),在冷卻強(qiáng)度、漏水方面比水縫式冷卻有根本性改進(jìn):
(1)噴淋結(jié)晶器冷卻水直接噴射到銅管外壁上,對銅管表面有沖刷作用,比水縫中流動水的冷卻效率高,傳熱效率提高30%~50%,冷卻水無局部沸騰,可提高銅管使用壽命。
(2)噴淋結(jié)晶器通過合理布置噴嘴,提高彎月面區(qū)冷卻強(qiáng)度,增加鑄坯初凝坯殼厚度,通過調(diào)整噴嘴距離以及控制噴嘴水壓、水量,實(shí)現(xiàn)結(jié)晶器冷卻強(qiáng)度合理分布,避免水縫式結(jié)晶器銅管角部冷卻強(qiáng)度不可調(diào),冷卻強(qiáng)度相對較弱,溫度分布不均勻問題。
(3)噴淋結(jié)晶器采用無壓力冷卻,避免銅管上口密封處滲水引起鋼液爆炸危險,銅管冷卻表面暴露在大氣中,避免斷水爆炸事故,操作安全可靠。
連鑄生產(chǎn)實(shí)踐表明,噴淋結(jié)晶器比水縫式結(jié)晶器提高連鑄機(jī)拉坯速度10%,同時避免鑄坯菱變和角裂,降低漏鋼率,提高鑄機(jī)作業(yè)率。生產(chǎn)鋼種有普碳鋼、低碳鋼、低合金鋼等。
3.5 噴淋結(jié)晶器使用注意事項(xiàng)
(1)噴淋冷卻水需要使用工業(yè)凈水,過濾器設(shè)置在結(jié)晶器冷卻水進(jìn)水處。水中雜質(zhì)將導(dǎo)致噴嘴堵塞,使銅管壁冷卻不均勻,產(chǎn)生局部過熱,嚴(yán)重影響鑄坯質(zhì)量,容易發(fā)生安全事故;冷卻水需要軟化,水質(zhì)過硬導(dǎo)致銅管壁結(jié)垢,銅管導(dǎo)熱性能下降,影響噴淋冷卻效果。
(2)噴淋結(jié)晶器是無壓排水,回水管斷面較大利于排水流暢,提高冷卻效果。
(3)噴淋結(jié)晶器需要定期檢查噴嘴磨損、堵塞及銅管外壁結(jié)垢情況,對磨損噴嘴予以更換,對銅管外壁結(jié)垢膜可磨掉,提高冷卻效果。
4 結(jié)論
(1)噴淋結(jié)晶器提高彎月面區(qū)冷卻強(qiáng)度,增加結(jié)晶器初凝坯殼厚度,避免鑄坯菱變和角裂,降低漏鋼率,提高連鑄作業(yè)率;
(2)噴淋結(jié)晶器實(shí)現(xiàn)銅管壁均衡冷卻,冷卻效率高,比水縫式結(jié)晶器提高拉坯速度10%,應(yīng)用于小方坯連鑄生產(chǎn)。
[1]干勇.現(xiàn)代連續(xù)鑄鋼實(shí)用手冊[M].北京:冶金工業(yè)出版社,2010:203-204.
[2]王浦江.小方坯連鑄[M].北京:北京鋼鐵設(shè)計研究總院、中國金屬學(xué)會連鑄分會,1998:91-92.
[3]史宸興.實(shí)用連鑄冶金技術(shù)[M].北京:冶金工業(yè)出版社,2005:334-335.
[4]陳克,蔣桃仙.噴淋結(jié)晶器的研究開發(fā)和應(yīng)用[J].鋼鐵,1990(1):8-13.