核電鍛件質量控制要點
2014-03-24 03:56:06李偉民邱麗蕓韓景偉
科技創新與應用 2014年9期
李偉民 邱麗蕓 韓景偉
摘 要:文章主要闡述了制造廠在生產鍛件的過程中,質量控制人員對執行RCCM規范和ASME標準的產品在實際生產過程中應該注意的問題,以方便進一步加強核電產品在生產過程中的質量控制。
關鍵詞:RCCM規范;ASME標準;控制要點
引言
目前,我國已運行和在建的核電站機組有秦山的一期二期三期,大亞灣,嶺澳,連云港田灣等,正在積極籌建的有廣東陽江,浙江三門,山東海陽,湖南桃花江,江西彭澤等核電站。為了進一步加強核電產品的質量控制,有效區分兩種標準的異同,文章對幾個容易發生問題的地方作出對比,讓制造廠中的質量控制人員盡量避免在工作過程中由于人為的疏忽造成的不符合項出現。
1 開工文件審查
在RCCM規范中規定,如果部件先前未曾被制作或者制作工藝未曾采用過,那么在大量生產以前要先制作模型,如果制作者以前生產過同類部件,則不需要制作原型,并且產品和車間必須要按照M140進行相關評定后才能進行正式產品的生產和制造。其中包括適用范圍,產品或部件的鑒定,車間的資格鑒定。
在ASME第Ⅲ卷中并未對此類評定進行相關描述,而且并不要求昂貴的原型制作,檢測或實驗,但是制造廠在生產核電鍛件之前必須要取得NPT證書,并且與生產制造有關的相關文件必須要得到采購方的書面批準。
2 化學分析
由于不同的采購方對需要檢驗的元素種類不同,所以無法一一列出,但所有執行RCCM規范的核電產品,除了滿足采購方的要求外,還必須滿足RCCM中M130的要求,而M130中規定“即使在采購技術規范中沒有規定測定硼的含量,也必須在化學分析的報告中注明硼的含量”,所以,執行RCCM規范的核電產品在做化學分析時必須加上硼元素,并且根據回路的不同,要分別滿足M130a和b的要求。而在ASME標準中,對于化學分析一般是由業主或設計方在采購技術文件中給出。通常壓力容器鍛件除了要求分析常規元素外,還要分析ASTM E350-95中列出的所有殘余元素,而蒸發器鍛件通常不要求。
關于熔煉分析,二者基本相同,都應在澆注時對每爐的鋼水進行取樣分析,對于多爐合澆的鍛件,除了分析每爐的鋼水外,還要提供合澆后的權重報告,并以權重報告作為驗收值。
但RCCM規范要求鋼廠須提供澆包分析化學成分單,該單由廠長或廠長正式委派的代表簽證。而ASME產品是不要求廠長簽字的。另外在元素含量的驗收指標上兩者的要求也是不同的,所以在判定化學分析的報告上也需要質量控制人員注意。
3 熱處理
制造廠在生產過程中,并不能保證所有部件均一次合格通過檢驗,所以有時就需要重新進行熱處理來改善材料的性能。在RCCM標準中規定“重新熱處理不允許超過兩次。”而采購方一般在質保程序上將此類情況作為制造廠內部不符合項,由制造廠自行進行重新熱處理。但根據ASME標準生產的鍛件,采購方通常要求鍛件不允許重新熱處理,除非得到采購方的批準。所以就需要質量部門辦理外部不符合項,必須通過采購方和設計方的審批才能進行重新熱處理,在這一點上兩者是有區別的。
4 性能檢驗
4.1 拉伸試驗
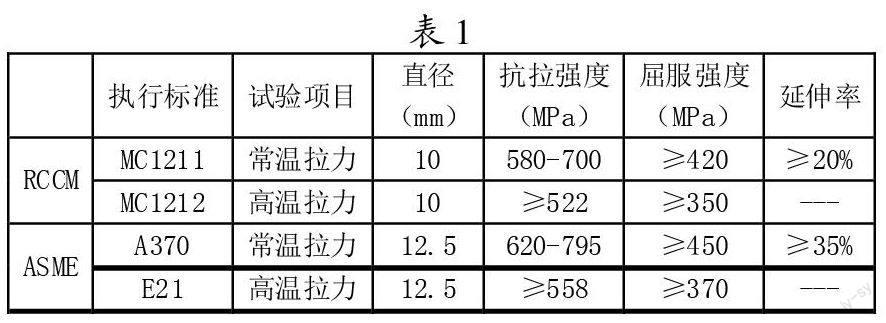
以蒸發器鍛件下封頭為例,按材料材質的不同,兩者的驗收指標也是不同的,具體情況見表1。
4.2 落錘試驗
關于落錘試樣的型號,兩者都采用P3型試樣,但兩者的焊道長度是有些細微區別,按MC1000中MC1230.2中給出的尺寸為63.5mm,公差也按ASTM E208中試樣的公差±25mm執行,而ASME產品的焊道按ASTM E208中的要求為44.5mm,公差為±25mm,也就是說焊道長度在29.5mm-69.5mm之內都是合格的。一般制造廠通常都將按RCCM標準執行的鍛件的落錘焊道控制在63.5mm-65mm之間,而執行ASME標準的鍛件的落錘焊道長度控制在44.5mm-50mm之間來達到區分的目的。作為驗收指標的NDTT,由于材質的不同,也有較大區別,通常采用RCCM標準的采購方及設計方對蒸發器鍛件的NDTT要求一般為≤-12℃左右,而采用ASME標準的采購方及設計方通常要求為≤-21℃左右。
5 復驗條件
5.1 拉力復驗
RCCM標準M2143中第4.3.2-A(c)規定:“如果拉力結果不合格,除了試樣有物理缺陷(不影響制品的使用能力),或由于試樣裝夾不妥、或試驗機運行失常而使試驗結果不合格的原因以外,可對測得的每個不合格結果再取雙倍試樣進行復試。復試試樣取自不合格試樣的鄰近部位,若復試結果均合格,則該零件予以驗收,反之,則必須剔出”。也就是說可以進行雙倍復驗。而ASME標準的SA 788第10.2.1節中規定:“如果拉伸試驗過程中,拉伸試樣上出現明顯的裂縫而使任一拉伸試樣的伸長率或斷面收縮率小于規定值時,則允許重新試驗,只要證明缺陷不是由于鋼的斷裂,裂紋或白點造成的”。ASTM A370中也有類似的規定,并且不能進行雙倍復驗,所以說在拉力的復驗上兩者是有很大區別的,應該注意。
5.2 沖擊復驗
在RCCM中,沖擊試驗的復驗根據試驗溫度的不同,復驗的形式也不相同。在RCCM標準M2143第4.3.2-C中有相關規定,至少要求在鄰近部位取一組沖擊試樣進行復試。而ASME SA-788第10.2.2節中規定:“如果試樣平均沖擊功符合標準中的要求,但其中一個試樣的沖擊功小于材料標準中所述單個試樣的規定最小值,則可允許復試,應在靠近或位于不合格試樣的任一側取兩個試樣。每個復試樣的沖擊功都應大于或等于材料標準中所要求的最小平均值”。(在NB 2350中也有類似的規定)也就是說只需要取兩個試樣進行復試即可。
由此可以看出,在對于復驗問題上,兩者區別很大。所以在實際的生產過程中,如果出現了性能不合格的情況時,質量控制工程師要根據性能不合格的具體情況指導有關部門進行相應的產品復驗,避免出現將兩者混淆的情況發生。
6 結束語
總體來說RCCM標準對相關的各項要求描述的更為細致,通過對兩者不同之處的理解,可以更好的提高質量控制人員的業務水平,并且加強核電鍛件在生產過程中的質量控制,進一步提高核電產品質量。核電無小事,核電的質量安全尤為重要,所以質量控制工作任重而道遠。QC人員必須要加強對各核電標準的理解并對出現過的問題作出細致的總結,避免出現過多的由于人為失誤而產生的不符合項,確保核電“萬無一失”。
參考文獻
[1]M140-2000.制品和車間的技術鑒定[Z].
[2]SA-370-2004.鋼制品力學性能試驗的標準試驗方法和定義[Z].
[3]MC1000-2000.力學、物理、物理-化學和化學試驗[Z].