一種用于薄壁箱型梁結構的焊接工裝設計
2014-03-24 07:39:12
中國新技術新產品 2014年3期
(山東核電設備制造有限公司,山東 海陽 265118)
一種用于薄壁箱型梁結構的焊接工裝設計
劉 晶 李 娟
(山東核電設備制造有限公司,山東 海陽 265118)
薄板焊接變形具有一定的復雜性、多元性,研究薄板結構焊接過程中變形控制的方法,對于提高產品質量,增加產品的市場競爭力,具有重要的意義。基于此,本文提出了一種適用于薄壁、長焊縫箱型梁焊接的焊接工裝方案,為類似鋼結構件焊接變形的控制提供了有效的參考。
薄板焊接;變形控制;焊接工裝
1 概述
在學術研究上,焊接過程屬于不均勻快速加熱和冷卻過程,極易引發焊接區材料發生不均勻的應力應變,導致焊后形成殘余應力和殘余變形。周廣濤等針對高強鋁合金薄板結構焊接時存在的焊后殘余應力大的缺點,采用施加不大于材料屈服強度σs的縱向預置拉應力的方法降低其殘余應力,結果表明該方法可以改善殘余應力的分布狀態,顯著降低焊后殘余應力的峰值。
在工程實際應用中,選用工裝夾具對焊接件進行剛性固定是防止和減少焊接殘余應力與變形的常用措施之一,焊接工裝夾具亦是焊接工藝裝備中具有典型意義的設備,焊接工裝夾具的方案設計更是焊接生產機械化合自動化的基礎。
可見,通過工裝夾具實現對焊接變形的有效控制不論在學術界還是工程實際應用中均得到了廣泛的認可。對于薄板結構件來說,薄板結構焊接時往往會因為屈曲而產生波浪變形,從而嚴重影響焊接結構的質量。因此,在生產中控制薄、超薄制品的焊接變形具有十分重要意義。
2 焊接工裝設計
2.1 設計背景
國內某核電設備上一組件中的構件,外形類似槽鋼的兩薄壁“槽鋼型材”,焊接成薄壁箱型梁。
2.2 主要參數:
(1)材質:304不銹鋼;
(2)板厚:T≤2mm薄板;
(3)兩條長度:H>5000mm,位置分布對稱的焊縫1和焊縫2;
(4)截面尺寸:
L1×L2,L1<250mm、L2<250mm。
2.3 工藝難點:
(1)板厚較薄且焊縫偏長,焊縫位置居于面中心,焊后形變較難控制。
(2)輪廓尺寸要求嚴格,焊后很難進行通長校形且校形成本較高。
2.4 工裝設計簡圖
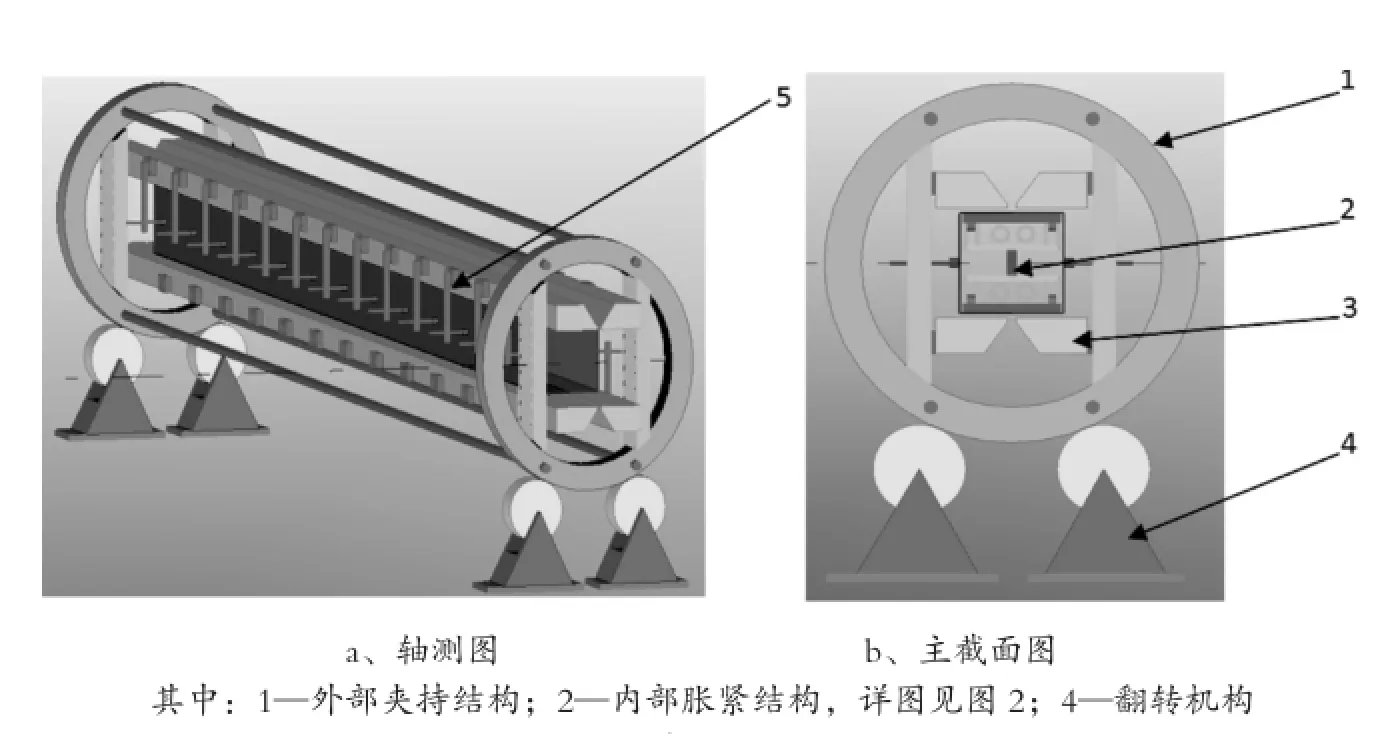
圖1 工裝三維效果圖
通過對比橫焊和平焊的特點,設計了一種適用于薄壁、長焊縫箱型梁結構的焊接工裝,且能夠實現自動旋轉,調整焊接位置,三維效果見圖1所示。
外部夾持結構主要組成部分包括3上、下琴鍵,5壓緊手鉗。琴鍵位置設計為上下可調,可適用于不同截面尺寸箱型梁的焊接。
工裝使用過程:調整上下琴鍵位置和翻轉機構滾輪位置,將工件兩部分從側面送入外部夾持結構內部,調整工件位置使焊縫處于可焊狀態,夾緊手鉗將工件固定。將氣囊呈泄氣狀態下的內部脹緊機構從外部夾持結構的前方推入。氣囊充氣后支撐板頂起,與琴鍵配合夾緊工件,進行第一條焊縫的施焊。第一條焊縫焊接完成后,保持工裝夾緊狀態,利用翻轉機構翻轉180°,進行第二條焊縫的焊接。焊接工作全部完成后,氣囊泄氣,高強度彈簧將支撐板復位(彈簧自然狀態下,滾輪呈外露狀態),露出滾輪,取出內部脹緊結構。
2.5 工裝特點:
(1)可以實現工件和工裝的自動旋轉,改變焊接位置、方便焊接操作。
(2)自帶滾輪,方便工裝的拆卸和轉移。
(3)可實現自動脹緊,起到良好的加固作用,從而保證焊接質量。
結語
焊接變形的根源是固有應變,即焊接過程中產生的殘余塑性應變。通過反變形也可以減少或消除殘余塑性應變,從而達到控制焊接變形的目的。薄壁、長焊縫箱型梁鋼結構件的焊接過程中,若參考此工裝設計理念,再配以適當的反變形措施,將能夠很好的控制焊接變形。
[1]陸雪冬.AH36薄板焊接質量控制技術研究[D].江蘇科技大學碩士學位論文,2012.
[2]周廣濤,劉雪松,方洪淵. 縱向預置應力法控制薄板焊接殘余應力與變形[J].機械工程材料,2008,32(03)∶78-81.
[3]戴鴻濱,林三寶.焊接工裝夾具方案設計職能CAD技術的研究[J].焊接,2004(02):13-16.
[4]田錫唐,焊接結構[M].北京:機械工業出版社,1981.
U445 < class="emphasis_bold"> 文獻標識碼:A
A
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中華詩詞(2019年7期)2019-11-25 01:43:04
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
