無損檢測技術在鐵路貨車車鉤、鉤尾框上的應用
2014-03-23 08:54:48孟慶民
鐵道機車車輛 2014年4期
李 偉,孟慶民
(1 齊齊哈爾軌道交通裝備有限責任公司 計量理化檢測中心,黑龍江齊齊哈爾161002;2 齊齊哈爾軌道交通裝備有限責任公司 大連研發中心,遼寧大連116052)
LI Wei1,MENG Qingmin2
(1 Metrology&Inspection Center,Qiqihar Railway Rolling Stock Co.,Ltd.,Qiqihar 161002 Heilongjiang,China;2 Dalian Development Center,Qiqihar Railway Rolling Stock Co.,Ltd.,Dalian 116052 Liaoning,China)
無損檢測技術在鐵路貨車車鉤、鉤尾框上的應用
李 偉1,孟慶民2
(1 齊齊哈爾軌道交通裝備有限責任公司 計量理化檢測中心,黑龍江齊齊哈爾161002;2 齊齊哈爾軌道交通裝備有限責任公司 大連研發中心,遼寧大連116052)
介紹了我國鐵路貨車車鉤、鉤尾框概況,無損檢測技術在我國鐵路貨車車鉤、鉤尾框應用歷程,以及國內外無損檢測技術在車鉤、鉤尾框的應用情況,并對無損檢測技術的應用提出了建議。
無損檢測;貨車;車鉤;鉤尾框
車鉤、鉤尾框是鐵道車輛的關鍵部件,具有傳遞牽引力和沖擊力的作用。隨著我國鐵路貨車重載運輸的不斷發展,車輛間的縱向作用力不斷增大,車鉤、鉤尾框裂紋、斷裂故障日益增多,影響了列車運行安全和正常的行車組織,貨車重載運輸對車鉤、鉤尾框的可靠性提出了更高的要求。車鉤、鉤尾框在制造、維修過程中難免會出現裂紋等各種制造缺陷,需對其進行檢測,因此檢測技術是保證制造質量、檢修質量的重要因素,是保障鐵路運輸安全的重要措施之一。
無損檢測是利用聲、光、熱、電、磁和射線等與物質的相互作用,在不損傷被檢物使用性能的情況下,探測材料、構件或設備的各種宏觀的內部或表面缺陷,并判斷其位置、大小、形狀和種類的方法。在車鉤和鉤尾框生產、檢修過程中應用無損檢測技術手段,可以發現目視檢查無法發現的內外部宏觀缺陷,不需破壞試件就能完成檢測過程,不僅可以對產品進行100%檢驗和逐件檢驗,為產品質量提供有效保證,而且在產品工藝試驗過程中,通過對工藝試樣進行無損檢測,可以根據檢測結果改進制造工藝,確定理想的制造工藝,另外,應用無損檢測技術,定期對產品進行抽查可以有效地發現產品質量波動狀況,對保證產品質量具有重要作用。
1 我國鐵路貨車車鉤、鉤尾框概況
我國既有鐵路貨車主要裝用13系列車鉤、鉤尾框和16型、17型車鉤及配套鉤尾框,其中13系列包括13號、13A型、13B型。13系列車鉤、鉤尾框主要應用于60 t級貨車,17型車鉤、鉤尾框主要應用于70 t級貨車,17型車鉤、鉤尾框還與16型車鉤、鉤尾框配套使用于不摘解車鉤進行翻車機卸貨的大秦線、神華線等重載貨車。
為解決鑄造鉤尾框疲勞裂紋問題,齊齊哈爾軌道交通裝備有限責任公司會同有關單位采用大型鍛造技術,于2005~2008年間設計研發了17型、16型、13B型鍛造鉤尾框,并在新造及檢修鐵路貨車上推廣使用。目前,我國新造和檢修貨車用的新品車鉤、鉤尾框是17型、13B型和16型,鉤體、鉤舌采用E級鑄鋼制造,鉤尾框均采用E級鍛鋼制造。
2 無損檢測技術在我國鐵路貨車車鉤、鉤尾框上的應用歷程
目前,國內、外無損檢測技術發展十分迅猛,無損檢測領域不斷擴大,在常規無損檢測技術(射線、超聲波、磁粉、滲透、渦流)日趨成熟的基礎上,無損檢測新技術,如工業CT、DR、超聲波相控陣、TOFD、超聲波B掃描、C掃描及漏磁檢測等得到廣泛應用,無損檢測技術逐漸呈現數字化、圖像化、自動化、網絡化的特點,檢測結果也更加可靠、直觀。
伴隨著我國無損檢測技術的不斷發展,鐵路貨車車鉤、鉤尾框所應用的無損檢測技術也日趨先進、種類不斷增多,為保證產品質量和運用安全提供了保障。截止目前為止,無損檢測技術在我國車鉤、鉤尾框上的應用主要經歷了3個階段。
2.1 通用、干法磁粉探傷時期
建國以后,由于我國無損檢測技術較為落后,再由于車鉤、鉤尾框表面形狀復雜,我國新造鐵路貨車車鉤、鉤尾框沒有進行探傷檢查,隨著檢測技術發展由僅對鉤舌、鉤舌銷和鉤尾銷進行干法探傷檢測發展到對鉤體、鉤尾框的關鍵部位進行檢測。
2.2 專用、濕法磁粉探傷時期
2002年原鐵道部運輸局裝備部以運裝貨車〔2002〕241號下發了《關于公布〈鐵道車輛貨車車鉤、鉤尾框磁粉探傷技術條件〉(試行)的通知》,這是我國第一次針對鐵路貨車車鉤、鉤尾框磁粉探傷制定專用技術條件。該技術條件規定車鉤、鉤尾框探傷必須采用專用探傷設備,并對探傷工件進行整體復合磁化濕法連續法探傷檢測,制定了新造、廠、段修車鉤、鉤尾框的檢驗規則,全面提高了車鉤、鉤尾框探傷質量和探傷技術水平。
2.3 多元化時期
隨著我國鐵路貨車對鉤緩系統安全可靠性提出更高的要求,在無損檢測技術水平的發展和提高的基礎上,鐵路貨車車鉤、鉤尾框采用了更多的無損檢測技術。
鍛造鉤尾框作為我國重載鐵路貨車的關鍵技術,其連接板部位的焊縫采用超聲波探傷檢測技術,要求焊縫達到Ⅰ級焊縫要求。鍛造鉤尾框的全面推廣使用,擴大了超聲波探傷檢測技術在鐵路貨車領域的應用范圍,有效的保證了制造質量和運用安全。
目前,我國鐵路貨車車鉤、鉤尾框已綜合采用整體磁化濕法連續法磁粉探傷、便攜磁軛局部磁化干法或濕法磁粉探傷、A型脈沖橫波及縱波超聲波探傷檢測技術,相關單位已開展了工業CT在車鉤檢測方面的可行性論證研究,進入了無損檢測技術的多元化時期。
無損檢測技術已成為鐵路貨車車鉤零件制造及運用檢修不可或缺的關鍵技術,在車鉤零件制造及運用檢修的全壽命過程中起著極其重要的作用,對保證關鍵部件的可靠性,保證車輛運用安全具有非常重要的意義。
3 國內外無損檢測技術在鐵路貨車車鉤、鉤尾框的應用
3.1 國內鐵路貨車車鉤、鉤尾框
(1)濕法連續法整體復合磁化探傷檢測
按運裝貨車〔2002〕241號《關于公布〈鐵道車輛貨車車鉤、鉤尾框磁粉探傷技術條件〉(試行)的通知》和現行的鐵路貨車廠修、段修規程要求,鐵路貨車車鉤、鉤尾框均應采用濕法連續法進行探傷檢查,該文件對磁粉探傷的人員、環境、磁粉和磁懸液、探傷設備、檢測方法和記錄等進行了詳細的規定。
由于車鉤零件結構復雜,變截面較多,在采用直接通電法對車鉤零件進行磁化時,很難保證各探傷部位均獲得均勻的磁化,為適用車鉤零件結構特點,滿足磁化要求,鐵道行業利用交叉線圈磁化技術開發研制了車鉤零件專用磁粉探傷機。采用交叉線圈旋轉磁場技術的車鉤零件磁粉探傷機由控制系統、磁化系統、磁懸液循環及噴淋系統、退磁系統及照明裝置組成,車鉤零件磁粉探傷機見圖1。該磁粉探傷機可在工件表面形成三維空間交替磁化場,工件表面任何方向的缺陷(裂紋)均能清晰顯示出來,使形狀復雜的車鉤零件能夠實現非接觸式探傷。

圖1 車鉤零件磁粉探傷機
(2)超聲波檢測
我國既有17型、16型、13B型鍛造鉤尾框采用主體結構鍛造、整體為組焊式的結構,由于連接板與框板處的焊接可能產生未焊透、未熔合、氣孔、夾渣等缺陷,會降低焊縫強度,引起焊縫運用開裂和失效,因此為保證鍛造鉤尾框連接板處的焊接質量,焊縫處要求進行超聲波探傷檢測,缺陷評定等級應符合TB/T 1558中I級的要求。該處焊縫的超聲波探傷采用A掃描橫波斜探頭檢測,探頭頻率4 MHz,由于鉤尾框的特定結構,無法在焊縫兩側進行檢測,為保證整個焊縫能夠被主聲束全部覆蓋,采用兩種角度的探頭在連接板雙側進行掃查的同時,還針對鍛造尾框焊縫超聲檢測的特殊要求研究設計了雙晶斜探頭,大大提高了焊縫近表面缺陷檢測的可靠性。數字超聲波檢測儀見圖2。
圖2 數字超聲波檢測儀
此外,為保證車鉤鉤體及鉤舌關鍵部位的密實度,部分廠家在車鉤生產過程中采用超聲波探傷技術對車鉤及鉤舌關鍵部位進行檢測,用于發現由于工藝波動及操作失當而產生的嗆空、縮孔、夾沙和氣孔等內部缺陷。
(3)X射線照相檢測
鑄件射線檢驗是一項在國內外廣泛應用的成熟技術,隨著對重載車鉤內部質量關注度的提高,X射線照相檢測技術也被應用于鑄造車鉤工藝評定,通過對采用新工藝生產的車鉤零件進行X射線照相檢測,以評價鑄造工藝的科學性、合理性,通過定期對車鉤進行抽探,以評價產品質量的穩定性。目前車鉤射線探傷主要是用于評價車鉤內部缺陷的基本情況,但還沒有建立其合格等級標準。車鉤內部缺陷射線檢測缺陷情況如圖3所示。

圖3 車鉤內部缺陷射線檢測缺陷
(4)高能X射線工業DR成像檢測和工業CT成像檢測
盡管膠片照相檢測技術檢測靈敏度和可靠性較高,但其檢測效率較低,不適用于對鑄鋼車鉤零件進行全面檢測和大比例抽查,且其僅能獲取缺陷平面投影信息,無法描述缺陷在工件斷面的真實特性,技術上存在一定的局限性,為進一步提高鑄鋼車鉤零件內部缺陷的控制能力,有關單位已開始對高能X射線工業DR成像檢測和工業CT成像檢測在車鉤零件生產過程中的快速檢測和工藝開展深入研究。
DR射線檢測技術具有靈敏度高、成像速度快、影像動態范圍寬、操作方便、空間分辨能力強、圖像層次豐富、細微結構表現出色、檢測條件寬容度大、適合工件整體檢測等特點,檢測靈敏度可以較好地滿足車鉤等鑄鋼件內部缺陷檢測和控制的需要。高能X射線DR成像所需要的曝光時間短,通過合理配置機械傳動裝置,可一次性將大型關鍵部件檢測完畢,生成完整的檢測圖像,檢測效率高,可以實現對關鍵部件的快速批量檢測,另外DR射線檢測結果可以通過電子介質進行存儲,對檢測結果的使用和管理提供了方便。車鉤、鉤舌DR檢測圖像如圖4所示。

圖4 車鉤、鉤舌DR檢測圖像
CT成像檢測是利用射線從多個方向透射工件某斷層,通過探測器測量被工件衰減后的射線信息,由計算機對采集的數據進行圖像重建,以二維圖像形式清晰、準確、直觀地展現被檢測物內部結構特征、材料密度分布、缺陷位置及大小等,相當于對檢測斷層部位進行了虛擬解剖。與DR成像檢測相比,工業CT檢測具有成像精度高、圖像直觀清晰、影像不重疊、空間分辨能力和密度分辨能力強、適于內部缺陷精確定量測量分析等顯著優點。工業CT檢測系統通過高精度掃描再現工件內部結構、斷面缺陷形貌和缺陷位置等信息,對工件內部缺陷的準確評價和精確測量具有十分重要的意義。鉤舌CT掃描圖像如圖5所示。

圖5 鉤舌CT掃描圖像
3.2 美國AAR標準車鉤、鉤尾框
美國鐵路新造貨車車鉤、鉤尾框基礎標準AAR M211《車鉤、鉤尾框、鉤舌及車鉤其他零件鑄造廠和產品認可條件》對車鉤、鉤尾框始終沒有強制要求進行磁粉探傷檢查,僅在制造商和用戶均同意時可以將磁粉探傷作為合同的規定內容。檢修標準AAR M212《貨車車鉤、鉤尾框及相關零部件舊件分級和修復方法》則始終沒有要求進行磁粉探傷檢查。
AAR協會以AAR M220《鑄件無損檢測要求》對鐵路貨車用鑄件的最低檢測要求進行了規定,目前該標準僅以附件A對鉤舌在制造廠、檢修車間和在線的無損檢測進行了要求,對鉤體、尾框等要求將作為附件陸續增加。該標準附件A對鉤舌的檢測方法、設備、人員和記錄等做了詳細的要求,鉤舌的磁粉探傷檢測見圖6。

圖6 鉤舌的磁粉探傷檢測
根據AAR M220規定,新造鉤舌檢測部位表面應無裂紋,表面不連續性(包括熱裂、夾雜、氣孔)寬度、長度或深度不應超過3.2 mm;在檢修車間和在線檢測時,鉤舌檢測部位表面裂紋長度應不超過6.4 mm,并要求在檢測時采用白色反差增強劑提高缺陷磁痕與本底的對比度。
3.3 澳大利亞的鉤尾框超聲波探傷檢測
澳大利亞BHP公司對鉤尾框的后彎角部位進行超聲波探傷檢測進行了研究,探傷采用先進的超聲波相控陣技術,實現了超聲檢測成像,缺陷識別與傳統A掃描技術相比,更加直觀、準確,檢測圖像見圖7。
該技術對鉤尾框的超聲波檢測可以在從車輛分解后或安裝在車輛上進行,對于裝在車上的檢測,則要求具有鐵路的維修地坑,進入到車輛和裝有尾框的緩沖器套口的下面進行操作。
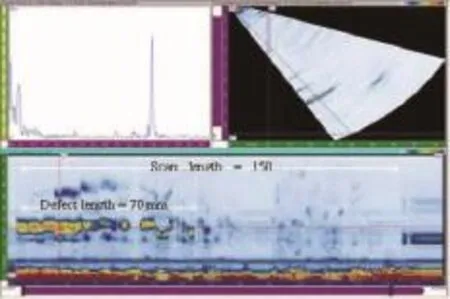
圖7 超聲波相控陣技術檢測圖像

圖8 鉤尾框Z字形掃描
進行超聲波探傷的探頭在掃描尾框后彎角時采用z字形掃描,見圖8;并采用在尾框實物切取的樣塊預制缺陷的辦法,對設備進行校準。目前該技術已在澳大利亞積累了充分的應用經驗。
4 結束語
我國鐵道車輛的車鉤、鉤尾框設計、制造、檢測技術基本源于AAR標準,但隨著我國鐵路貨車技術近些年的飛速發展,以及對安全可靠性要求的日趨提高,我國鐵路貨車車鉤、鉤尾框不僅在設計、制造等方面已超過AAR標準要求,無損檢測技術在車鉤、鉤尾框上的應用也超過了AAR標準要求,并趨完善和多元化。
結合無損檢測技術的發展,建議在我國鐵路貨車車鉤、鉤尾框開展以下研究工作。
(1)進行零部件剩余疲勞壽命研究,制定合理的檢修限度和周期
將無損檢測發現的裂紋、缺陷進行甄別,對帶有不同位置、長度等缺陷特征的車鉤、鉤尾框進行疲勞試驗,開展剩余壽命研究,以制定合理的檢修限度和周期,在保障運用安全的基礎上降低檢修成本和提高檢修效率。
(2)開展車鉤零件內部缺陷可靠性研究
依托現代工業CT檢測技術,結合現場實際運用和疲勞試驗研究情況,開展車鉤零件內部缺陷可靠性研究工作,建立更加完善和科學的車鉤零件內部缺陷評價體系。
(3)在車鉤生產工藝過程中,采用先進的檢測技術,積極推進超聲相控陣技術的研究應用工作,研究檢測技術標準,使我國車鉤質量檢測和控制水平達到世界領先水平。
[1] JB/T 4730.1~4730.6-2005.承壓設備無損檢測[S].
[2] 中國機械工程學會無損檢測分會編.磁粉檢測[M].北京:機械工業出版社,2010.
[3] 中國特種設備檢驗協會組織編.射線檢測[M].北京:中國勞動社會保障出版社,2012.
NDT Technology Application on Coupler and Yoke of Railway Freight Wagon
This paper introduces the profile of freight wagon's coupler and yoke in our country,and application of non-destructive testing technology in freight wagon's coupler and yoke at home and abroad.Some suggestion is provided for the application of non-destructive testing technology.
NDT;freight wagon;coupler;yoke
LI Wei1,MENG Qingmin2
(1 Metrology&Inspection Center,Qiqihar Railway Rolling Stock Co.,Ltd.,Qiqihar 161002 Heilongjiang,China;2 Dalian Development Center,Qiqihar Railway Rolling Stock Co.,Ltd.,Dalian 116052 Liaoning,China)
U272
A
10.3969/j.issn.1008-7842.2014.04.26
1008-7842(2014)04-0112-05
?)男,工程師(
2013-11-14)
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
云南畫報(2021年12期)2021-03-08 00:50:54
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
鐵道通信信號(2018年7期)2018-08-29 01:17:04
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
通信電源技術(2016年4期)2016-04-04 02:58:04