TC4鈦合金鉆削力和鉆削溫度仿真研究
2014-03-18 07:20:22田衛(wèi)軍李郁何扣芳
機床與液壓 2014年21期
田衛(wèi)軍,李郁,何扣芳
(1.西北工業(yè)大學現(xiàn)代設(shè)計與集成制造技術(shù)教育部重點實驗室,陜西西安710072;2.西北工業(yè)大學明德學院,陜西西安710124)
0 前言
鈦合金材料以其良好的力學性能、抗腐蝕性能和抗高溫氧化性能等特點廣泛應(yīng)用于航空、航天領(lǐng)域,但鈦合金屬于難加工材料,在加工過程中,具有彈性變形大、切削溫度高、單位面積上切削力大等特點[1-2]。由于切削時鈦屑和被切削表層易與刀具材料咬合,會產(chǎn)生嚴重的黏刀現(xiàn)象,容易引起刀具劇烈的黏接磨損。對鉆削參數(shù)合理的選擇,有助于提高刀具壽命。近年來國內(nèi)外學者對TC4 鈦合金的鉆削進行了深入的研究。K SAKURAI 等[3-5]分別采用無涂層WC/Co 和TiAIN 涂層硬質(zhì)合金鉆頭對TC4 進行了鉆削研究;S SHARIFA 等[6]研究了TC4 的鉆削參數(shù)對鉆削力的影響。
文中以航空用TC4 鈦合金為研究對象,采用有限元仿真的方法,開展鉆削參數(shù)對TC4 鉆削力和鉆削溫度影響的研究,建立了TC4 的三維鉆削加工有限元模型;獲得了不同參數(shù)下的銑削力和溫度以及刀具上的溫度場分布。該研究結(jié)果對提高鈦合金的可鉆削性具有一定的參考意義。
1 TC4 鈦合金高速銑削過程仿真
1.1 工件材料
工件材料TC4 鈦合金。TC4 鈦合金化學成分組成如表1所示。其在室溫/高溫下的力學性能如表2所示。

表1 TC4 鈦合金的化學成分(質(zhì)量分數(shù))%

表2 TC4 鈦合金的力學性能[1]
1.2 仿真模型及加工條件
作者運用AdvantEdge FEM 有限元仿真軟件進行鈦合金鉆削力和溫度的仿真。刀具選擇高速鋼刀具,冷卻條件為干切削,初始溫度20 ℃。TC4 鈦合金鉆削力和鉆削溫度仿真模型如圖1所示。
為了得到切削參數(shù)(鉆頭直徑d、主軸轉(zhuǎn)速n、進給量f)對鉆削力和溫度的影響規(guī)律,文中采用單因素方案進行仿真,各因素的設(shè)定又分3 水平,具體仿真參數(shù)及仿真結(jié)果如表3所示。
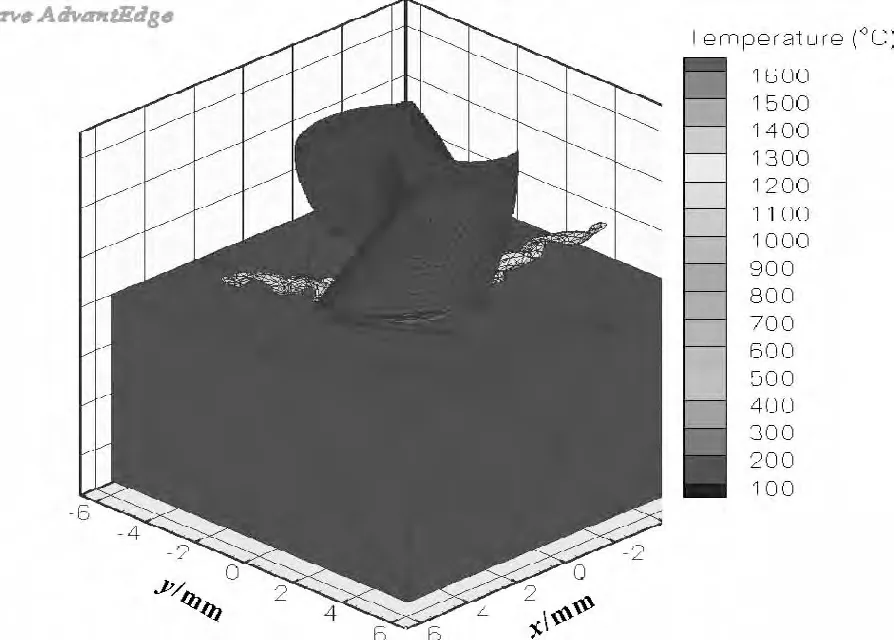
圖1 鉆削有限元模型
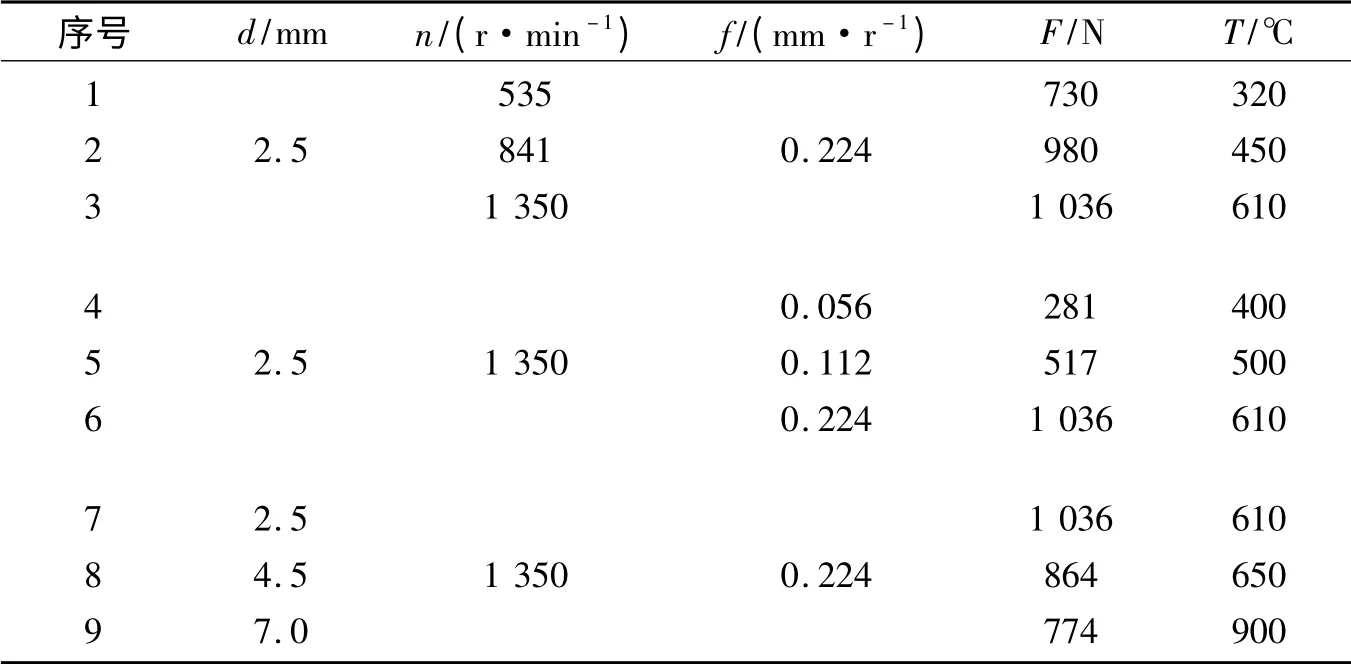
表3 TC4 鈦合金鉆削仿真參數(shù)及仿真結(jié)果
2 仿真結(jié)果分析
2.1 溫度場分析
圖2 為第9 組參數(shù)下為不同時刻工件和刀具上的溫度場分布,從圖中可以看出,由于切削時切削熱大部分被切屑帶走,切屑溫度明顯高于工件和刀具的溫度。在切削的初期,刀具上溫度場主要分布在切削刃上,隨著切削的進行,熱量向刀具內(nèi)部擴散,溫度場范圍逐漸增大。

圖2 不同時刻工件和刀具上的溫度場分布(d=6.8 mm,n=1 350 r/min,f=0.6 mm/r)
2.2 鉆削參數(shù)對軸向力和溫度的影響
圖3 為鉆削參數(shù)對TC4 鈦合金鉆削軸向力和鉆削溫度的影響曲線圖。圖3(a)為主軸轉(zhuǎn)速對鉆削力和溫度的影響曲線,從圖中可以看出,隨著主軸轉(zhuǎn)速的增大,鉆削力和溫度都呈增大趨勢。當主軸轉(zhuǎn)速從535 r/min 增大到841 r/min 時,鉆削力急劇地從730 N 增加到980 N;當主軸轉(zhuǎn)速從841 r/min 增大到1 350 r/min 時,鉆削力增加的趨勢有所減緩,其變化范圍為[980 N,1 360 N]。在仿真參數(shù)范圍內(nèi),隨著主軸轉(zhuǎn)速的增加,鉆削溫度呈線性增加,其變化范圍為[320 ℃,610 ℃]。
圖3(b)為進給量對軸向力和溫度的影響曲線,從圖中可以看出,隨著主軸轉(zhuǎn)速的增大,軸向力和溫度都呈增大趨勢。當進給量從0.056 mm/r 增大到0.224 mm/r 時,軸向力線性從218 N 增加到1 036 N。這是因為進給量增大,切削厚度增大,軸向力隨之增加。當進給量從0.056 mm/r 增大到0.112 mm/r 時,鉆削溫度線性從400 ℃增大到500 ℃;當進給量從0.112 mm/r 增大到0.224 mm/r 時,鉆削溫度增加趨勢減緩,其變化范圍為[500 ℃,610 ℃]。
圖3(c)為鉆頭直徑對軸向力和溫度的影響曲線,從圖中可以看出,隨著主軸轉(zhuǎn)速的增大,軸向力呈減小趨勢,鉆削溫度增大趨勢。當鉆頭直徑從2.5 mm 增加到7.0 mm 時,鉆削力變化范圍為[1 036 N,774 N]。當鉆頭直徑從2.5 mm 增加到4.5 mm 時,鉆削溫度從610 ℃緩慢增加到650 ℃;當鉆頭直徑從4.5 mm 增加到7.0 mm 時,鉆削溫度急劇增加,其變化范圍為[650 ℃,900 ℃]。
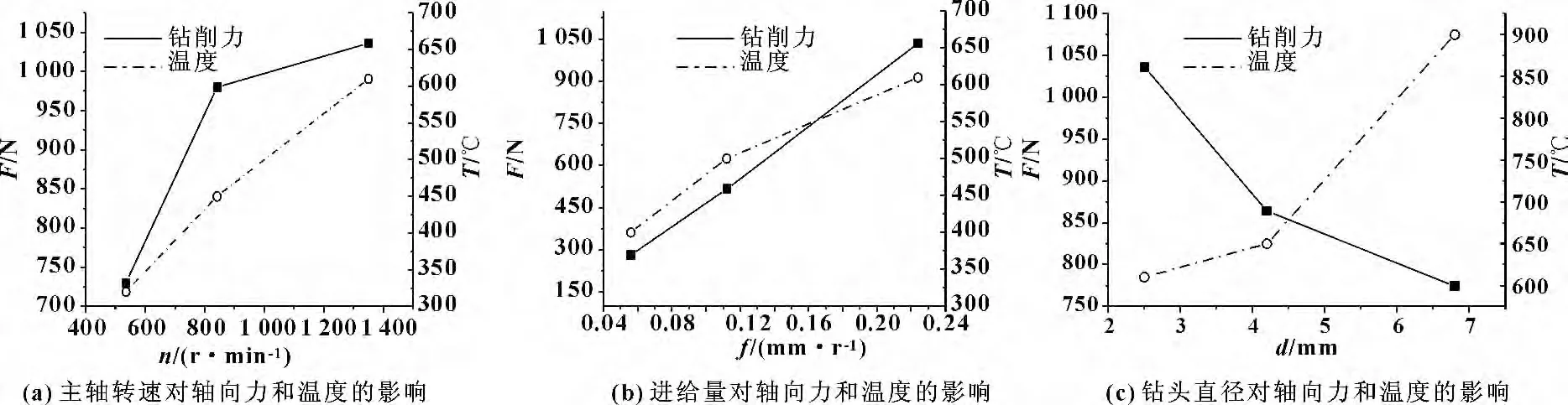
圖3 鉆削參數(shù)對軸向力和溫度的影響
3 結(jié)論
通過對TC4 鈦合金鉆削過程的有限元仿真與分析,可以得到以下結(jié)論:
(1)鉆削過程中,切屑上的溫度最高,隨著切削的進行,熱量向刀具內(nèi)部擴散;
(2)鉆削力對進給量的變化最敏感,其次是主軸轉(zhuǎn)速,對鉆頭直徑的變化最不敏感。鉆削力隨著主軸轉(zhuǎn)速和進給量的增加而增大;隨著鉆頭直徑的增大而減小。
(3)鉆削溫度對鉆頭直徑的變化最敏感,其次是主軸轉(zhuǎn)速,對進給量的變化最不敏感。鉆削溫度隨著主軸轉(zhuǎn)速、進給量和鉆頭直徑的的增加而增大。
[1]張春江.鈦合金切削加工技術(shù)EM3[M].西安:西北工業(yè)大學出版社,1986:22-24.
[2]陳克越.鈦、鈦合金與鈦合金制品生產(chǎn)新技術(shù)新工藝流程及質(zhì)量檢驗新標準實用手冊[M].銀川:寧夏大地音像出版社,2005:229-265.
[3]SAKURAI K,ADACHI K,OGAWA K,et al.Drilling of Ti-6Al-4V alloy[J].Keikinzoku/J.Jpn.Inst.Light Met.,1992,42:389-394.
[4]SAKURAI K,ADACHI K,OGAWA K.Low Frequency Vibratory Dilling of Ti-6A1-4V Alloy[J].Keikinzoku/J.Jpn.Inst.Light Met,1992,42:633-637.
[5]SAKURAI K,ADACHI K,KAMEKAWA T,et al.Intemittently Decelerated Feed Drilling 0f Ti-6Al-4V Alloy[J].Keikinzoku/J.Jpn.Inst.Light Met.,1996.46:138-143.
[6]SHARIFA S,RAHIM E A.Perfonnance of Coated-and Uncoated Carbide Tools When Drilling Titanium Allay Tl-6AI-4V[J].Journal of Materials Processsing Technology,2007,185:72-76.