壓裝機裝卸料機械手的研制
2014-03-18 07:20:16李明栗全慶
機床與液壓 2014年21期
李明,栗全慶
(鄭州航空工業管理學院,河南鄭州450015)
1 機械手與壓裝機的配置關系及工作過程
文中所介紹的裝卸料機械手用于某品牌汽車某組件裝配線的壓裝機上,在兩臺壓裝機和物料自動輸送線之間實現物料的自動安裝、卸下和傳遞,并保證準確定位。該機械手能裝卸多種型號組件以實現生產線的多品種加工。機械手與壓裝機、輸送料臺及輸送線的配置關系如圖1所示。
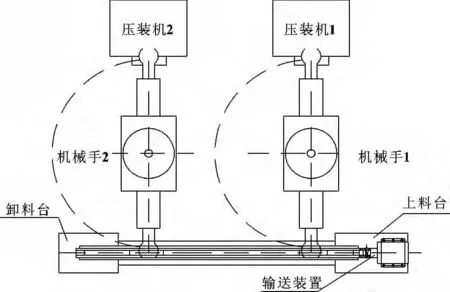
圖1 機械手與壓裝機、物料輸送線的配置關系
該裝卸料機械手的工作過程如下:首先由機械手的手臂伸向壓裝機1 的上料臺,并由手部握緊已壓裝好的組件,往上抬起離開定位裝置,手臂縮回,并水平逆時針回轉180°至輸送料臺上方,手腕帶動組件翻轉180°,調位完畢,手臂伸出,機械手手臂下降,將組件放置在輸送線對應料臺上定位,通過輸送裝置,將組件送出至壓裝機2,以備使用。同時,輸送裝置將下一個待壓裝組件輸送到位,機械手抓取組件輸送至壓裝機1,開始下一個工作循環。由輸送裝置實現兩壓裝機之間組件的輸送。
2 機械手的總體結構設計方案
圓柱坐標型機械手因具有良好的靈活性,工作范圍較大,剛度和精度較好、占地面積小,且在結構上易于實現,在機械制造生產中得到了廣泛應用[1-2]。結合生產實際,設計的機械手的基本形式采用圓柱坐標型。從既滿足生產的實際需要又盡量減少結構的復雜程度考慮,取機械手的自由度數為4 個:大臂(立柱)的升降和回轉運動,小臂的伸縮運動及手腕的回轉運動。因機械手抓取部位組件的形狀基本上為圓柱形,故采用兩支點回轉型夾持式機械手,回轉型手指的張開閉合靠根部(以樞軸支點為中心)的回轉運動來完成。這種手指結構簡單、形狀小巧,但夾持不同尺寸的工件時會產生定位偏差,即夾持誤差,在設計計算時應注意將夾持誤差限定在規定的范圍內,才能保證機械手有效地工作[3]。機械手總體結構如圖2所示。
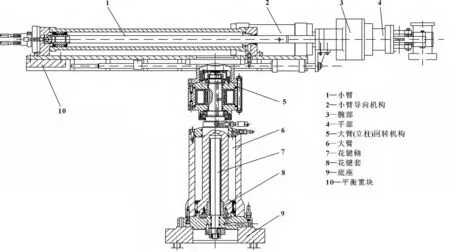
圖2 機械手總體結構
2.1 機械手的手臂
手臂是支持手指和手腕部分的機構,是機械手的主要部件。該機械手手臂由小臂(橫臂)和大臂(立柱)組成,小臂完成伸縮運動,大臂完成升降和回轉運動,大臂回轉范圍為180°,用以實現組件在壓裝機與輸送料臺之間的裝卸,大臂與機座連接在一起。在機械手小臂伸縮缸的兩側,設置了雙導向桿的導向裝置,用作伸縮運動的導向,以防止手腕、手部繞油缸的軸線轉動,保證手指的正確方向,并同時承受部分偏重力矩。
大臂的回轉與升降是通過立柱的運動機構來實現的,采用回轉缸置于升降缸之上的形式。升降機構上部的回轉油缸帶動小臂伸縮機構等做180°的回轉,大臂的升降運動由立柱升降油缸來完成。在升降油缸的活塞桿內裝有一花鍵套8,其與固定花鍵軸7 配合(花鍵軸7 用螺母和圓柱銷與升降油缸下端蓋固連),用以導向和防止活塞套筒的轉動。這種布局形式結構緊湊、簡單,適用于機械手結構尺寸及質量較小的場合。
機械手手臂要承受組件和本身的質量,要保證其具有足夠的剛度和強度,且能克服不良力矩的影響,因此必須從結構上保證手臂結構的合理性,合理的設計就是應在最小質量條件下,具有最大的靜剛度[4]。該機械手的小臂采用Q235 鋼板焊接式框架結構,截面形狀為矩形,通過合理的布置內部筋板,從而確保了手臂既質量輕,又具有良好的剛性。手臂筋板橫截面形狀,沿縱向不同部位,不盡相同,如圖3所示。為了使回轉軸通過大臂重心,克服偏重力矩的影響,在機械手偏重的基本對稱位置加置了平衡重塊,從而改善了手臂的受力情況。

圖3 機械手小臂橫截面
2.2 機械手的手腕和手部
因組件需分別在兩端面壓裝軸套,故機械手應能實現組件的翻轉,采用手腕實現組件的調位,而腕部的回轉運動由回轉油缸來完成。
手部是該機械手的關鍵部件之一,用于抓取組件,因是多品種加工,其組件抓取部位的直徑是變化的,其變化范圍為:φ50 ~φ80,因此合理地確定手爪的開閉角度,提高抓取精度是設計的關鍵。
2.3 機械手直線運動油缸的緩沖結構
該機械手的運動全部采用液壓驅動,因此在設計機械手的液壓系統和機械結構時,必須設法減輕或避免液壓沖擊和震蕩,提高機械手運動的平穩性。為此在機械手的小臂伸縮油缸和大臂升降油缸的設計中,采用了德國Hüller-Hille 公司發明研制的動力油缸針閥式緩沖活塞[5],其結構如圖4所示。針閥式緩沖活塞可在油壓改變的瞬間,高、低壓兩腔通過φ4 孔與滾針之間形成的環形空間連通,使高壓腔溢流,從而達到減小或避免液壓沖擊的目的。針閥式緩沖活塞的工作原理是:正常工作時(設活塞向右運動),油缸高壓腔(左腔)一端的鋼球2 和該端φ6.3 孔底錐面密切貼合(裝配時,要求φ6.3 孔的孔底錐面分別與兩鋼球配研),φ4 孔被堵,針閥無溢流作用,高壓腔油液不能向低壓腔流動,兩腔封閉,活塞正常運動。如果活塞的運動突然停止或者換向,油缸原低壓腔(右腔)的壓力會急劇升高,引起液壓沖擊[6]。此時,針閥式緩沖活塞可以使油缸兩腔瞬時互通,從而減小液壓沖擊,起到緩沖作用。即右腔的高壓油會通過擋板1 上的油孔,經過空心彈性銷4,流入活塞的階梯孔內,推動鋼球2 和滾針3 向左移動,并流經φ4 針孔,推動左端鋼球2 向左移動,油液經左擋板油口流至左油腔,兩腔貫通,從而減低了右腔高壓油的峰值,減緩或消除了液壓沖擊。右鋼球2 從開始向左端運動并從右端堵住φ4 孔的時間,就是溢流時間,而溢流時間的長短可通過控制滾針和φ4 孔的長度差來設定。
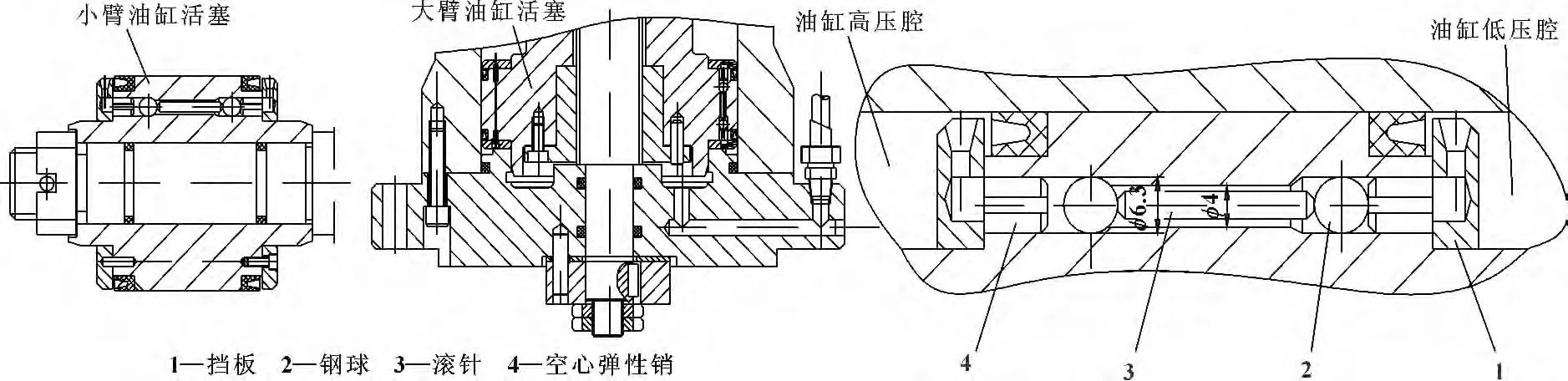
圖4 動力油缸的針閥式緩沖活塞
經過大量的實踐證明,該結構的使用,成功地解決了液壓動力油缸所產生的沖擊和振蕩,大大提高了機械手的定位精度和運動的平穩性。
3 手部的抓取誤差
回轉型手指夾持工件,當工件的直徑有變化時,將引起工件軸心的偏移,這個偏移量稱為夾持誤差[3,7]。機械手能否準確夾持工件,把工件送到指定位置,不僅取決于機械手的定位精度,而且也與手指的夾持誤差大小有關。當機械手用于多品種生產加工時,為了適應工件尺寸在一定范圍內的變化,在機械加工中,通常要求手指抓取工件的定位誤差不超過±1 mm[8],因此根據生產線多品種加工的需要,設計合理的手部結構,確定正確的手部尺寸參數,是設計的關鍵問題之一。
該機械手手指的抓取動作由斜楔杠桿外夾式回轉型手部來實現,抓取動力由單作用油缸來提供。因組件夾持部位的外形基本為圓柱形,故其雙支點回轉型手部采用V 型手指。V 型手指可根據抓取組件的規格不同而進行更換。
手部各部分尺寸是按給定的組件抓取部位的最大直徑和最小直徑來確定的,一般來說,為了減少夾持誤差,可適當加長手指長度,但手指過長,整個手部結構就要增大,影響手部的剛性;另一方面也可通過選取合適的偏轉角度β,使夾持誤差最小。但對于雙支點回轉型手部,偏轉角β 的大小不是僅僅按夾持誤差為最小的條件來確定,還要考慮在抓取半徑較小的工件時,不能出現兩手指的BE 和B'E'邊平行,造成抓不著工件的現象[8]。為避免上述情況發生,通常按手爪抓取工件的平均半徑,來確定雙支點回轉型手爪的偏轉角β。
該機械手手部的尺寸參數如圖5所示。

圖5 機械手手部尺寸
工件的最大半徑Rmax為40 mm,工件的最小半徑Rmin為25 mm,工件的平均半徑R0為32.5 mm,機械手手指指長lAB為80 mm,兩回轉支點的距離2a 為75 mm,即a 為37.5 mm,夾持V 型槽的夾角2θ為120°,既θ = 60°。按上述參數計算,偏轉角β 為62°,則機械手的最大夾持誤差為0.639 mm,滿足要求。
4 結束語
該壓裝機裝卸料機械手,在滿足有關生產效率和工作可靠性目標的同時,一方面采用了較為簡單的結構,不但降低了設計和制造成本,而且有助于提高系統可靠性;另一方面采用了國際先進的緩沖式液壓油缸,進一步有效地提高了機械手定位的精度和運行的穩定性。該機械手定位準確,抓取精度高,是該型號組件裝配線上的關鍵裝備之一,為保證該生產線的效率和質量作出了獨特貢獻。
[1]周伯英.工業機器人設計[M].北京:機械工業出版社,1995.
[2]周凌.三自由度氣動機械手結構設計[J].煤炭技術,2012(12):26-28.
[3]王承義.機械手及其應用[M].北京:機械工業出版社,1981.
[4]朱世強,王宣銀.機器人技術及應用[M].杭州:浙江大學出版社,2005.
[5]李明.國外機床先進結構的原理及功能分析[J].機床與液壓,2006(7):261-262,252.
[6]賈銘新.液壓傳動與控制[M].北京:國防工業出版社,2001.
[7]馮辛安.機械制造裝備設計[M].北京:機械工業出版社,2008.
[8]方明倫,應振澍,裴仁清,等.工業機器人(一)[M].北京:機械工程師進修大學出版,1991.