無溶劑復合操作細節集錦(2)
2014-03-17 06:56:49伍秋濤
印刷技術·包裝裝潢 2014年2期
伍秋濤
減少環境濕度對復合膜尺寸的影響
一般,以BOPA薄膜為基材的復合膜,其尺寸穩定性與環境相對濕度密切相關,若BOPA薄膜暴露在空氣中,則會因吸潮變形。因此,復合此類基材薄膜時,應盡量減少環境濕度對其的影響。
圖2所示為放置在溫度20℃、相對濕度65%測試環境下的一塊BOPA薄膜吸濕后的橫向尺寸變化曲線。測試結果顯示:在高溫、高濕環境下,BOPA薄膜的尺寸變化將隨著吸濕程度的加重而加速。因此,無溶劑復合時,要盡量加快升減速過程,且環境相對濕度要低一些,這將有利于以BOPA薄膜為基材的復合膜尺寸保持穩定不變。
另外,BOPA薄膜吸濕后,其彈性模量也會下降,在張力作用下更易變形伸長,從而產生拉伸形變量。
基材薄膜防塵處理
由于基材薄膜的邊緣部位特別容易吸附灰塵,因此基材薄膜邊緣部位的輥面最易黏附雜質(如圖3所示)。例如,將料卷裸放在空氣中,使其端面直接與托盤面接觸,這樣托盤面上的灰塵就會直接污染料卷端面,而且空氣中的灰塵還會在基材薄膜靜電的作用下吸附或沉降在料卷端面上。這些留在料卷端面的灰塵或雜質,在復合過程中會有一部分黏附在膠輥輥面上,這樣就會增加膠輥的局部直徑,導致局部壓力增大;若存在較大顆粒雜質,還會壓傷輥面,降低膠輥的使用壽命。
由此可見,進行無溶劑復合時,必須對基材薄膜采取一定的防塵處理措施,確保基材薄膜表面的清潔度。
保持膠桶清潔
當向膠桶中添加膠液時,應事先清除膠桶表面的雜質,以免膠液倒入膠桶時有雜質混入。另外,要保證膠桶中的過濾網處在正確位置,否則起不到良好的過濾作用,容易使雜質通過管道流入膠桶,由于混膠頭結構存在兩個直角,這樣就會造成管道“半堵塞”,從而引起無溶劑膠黏劑比例失配。
根據復合基材種類合理調節
A、B膠的混配比
無溶劑膠黏劑的說明書中都會給出A、B膠的標準混配比,但是考慮到復合基材的多樣性及可能產生的副反應程度不一,因此還需根據不同類型復合基材的工藝要求來調整A、B膠的混配比。例如,在環境濕度較大、印刷墨層醇類物質殘留量較高等情況下,應適當增加A膠的比例;當復合鍍鋁產品時,應適當減少A膠的比例,這樣可降低膠層反應硬度及反應收縮內力,以緩減鍍鋁層轉移現象。
合理設定轉移膠輥壓力
轉移膠輥壓力可根據上膠寬度來調節,同時還與氣缸截面積大小有關。對此,可通過觀察轉移膠輥電機的電流大小,來判斷轉移膠輥壓力、無溶劑膠黏劑黏度是否異常或是否在正常范圍內。一般,轉移膠輥壓力設定為0.2~0.3MPa為宜。
保證轉移膠輥和涂布壓輥壓力的均勻性
轉移膠輥和涂布壓輥離合壓時,其兩端要基本同步,否則會出現兩端壓力不一致的現象。通常采用的測試方法是:在輥面上放置一張復印紙,經離合壓后觀察其在輥面上留下的印跡,如果印跡兩側的寬度與中間的寬度不一致,則表明轉移膠輥和涂布壓輥的壓力不均勻,此時就需要調整。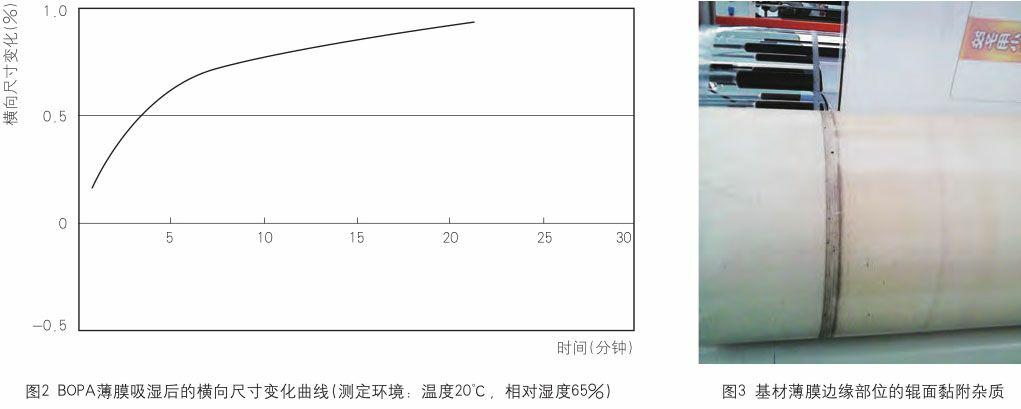
正確安裝擋膠塊
擋膠塊的安裝位置應與轉移膠輥的邊緣對齊,如果窄于轉移膠輥寬度,則會使轉移膠輥兩側邊緣缺膠;如果寬于轉移膠輥寬度,則轉移膠輥兩側易富積陳膠,隨著時間的延長,無溶劑膠黏劑的黏度就會增大,轉移膠輥邊緣部位的涂膠量就會減少,從而導致復合膜兩側的剝離強度不足,同時還會加速無溶劑膠黏劑與空氣中水分的反應,進而發生變質,如果無溶劑膠黏劑的黏度繼續增大,則其就會失去流動性,最終導致計量間隙變小,復合膜兩側的涂膠量變小甚至缺膠。
正確判斷及應對膠液氣泡現象
隨著膠槽中的膠液發生交聯反應,無溶劑膠黏劑的分子量會迅速增大,黏度也會快速上升,這樣就容易導致膠液中產生不易消除的氣泡。換個角度,如果膠槽局部出現了嚴重氣泡現象,則表明該區域膠液的黏度較高,積膠時間較長。如果氣泡出現在膠槽中部,則可判斷是因為加膠不均勻所致,此時需要通過調節行程氣閥來使加膠更加均勻;如果氣泡出現在擋膠塊邊緣,則表明此處積累有較多的陳膠。
擋膠塊兩側有陳膠積累時,通常的處理方法是:將固定計量輥轉動一定角度,帶出黏度異常升高的陳膠;或者在滿足供膠要求的情況下,盡量將混膠機開始供膠時的液面高度設定得低一些,供膠頭距離擋膠塊近一些,這樣可以進一步減少擋膠塊兩側的陳膠積累。
半成品復合膜充分熟化后再進行再次復合
無溶劑復合產品的初黏力為零,需要經過熱熟化才能達到一定的剝離強度,那么,在加工多層結構復合產品時,究竟需要半成品復合膜熟化多久才能進行再次復合?這主要取決于無溶劑膠黏劑的反應速度。另外,無溶劑膠黏劑的反應速度與復合膜卷表面的收卷溫度有關,如果復合膜卷表面的收卷溫度較低,則需進一步延長熟化時間才能進行再次復合。
圖4是某型號無溶劑膠黏劑熟化過程中剝離強度-熟化時間變化曲線(熟化溫度36℃、BOPA/CPP結構)。從中可以看出,無溶劑復合產品剛下機時沒有初黏力,不能快速熟化,也就無法像干式復合一樣取出單張樣品觀察其外觀效果及剝離強度。一般,無溶劑復合產品熟化3~4小時后,其初始剝離強度才能達到要求,樣品外觀效果也可基本定型,24小時后可達到制袋加工要求。
注意薄膜基材氣體阻隔性對復合外觀的影響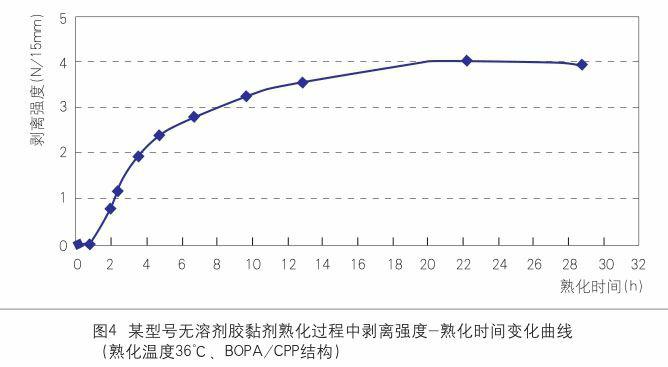
無溶劑復合制品下機時,膜層之間或多或少都會夾雜一些空氣,而空氣中含有一定水分,這些水分連同薄膜基材表面的吸附水都會不可避免地與A膠中的-NCO基團發生交聯反應,從而生成CO2氣體,而這些氣體和膜層之間的空氣在固化過程中會從膜層之間逸出,由此產生復合外觀缺陷,這也反映出薄膜基材的氣體阻隔性會直接影響無溶劑復合制品的外觀質量。
在實際生產中主要考慮的是薄膜基材對N2、空氣、O2、CO2的氣體阻隔性,如20μm厚PET薄膜在35℃時對N2、空氣、O2、CO2的氣體阻隔性分別為11.4、20.6、72.1、360(單位均為cc/m2?24h?0.1MPa)。
對于氣體阻隔性較差的薄膜基材,復合制品下機時存在的白點、氣泡等現象比較容易消除;而一旦復合制品經過熟化后,其白點、氣泡等現象反而會更加明顯,這很有可能是因為水分與A膠中的-NCO基團發生交聯反應產生了較多CO2氣體所致,此時要注意控制操作環境的相對濕度,或對薄膜基材進行防潮處理。
測試無溶劑復合制品的耐內容物性
以BOPA/PE結構的復合制品為例,BOPA/PE是一類比較特殊的復合結構,包裝過程中沾染在BOPA基材外層的酸性、辛辣等內容物汁液會通過內層滲入膠層或墨層中,從而引起脫層現象,因此有必要對無溶劑復合制品進行耐內容物性測試。
一般的測試方法為:將辛辣內容物封裝在無溶劑復合包裝袋內,然后放入烘箱內,在55~60℃溫度下烘干7天,如果未出現膠層起皺、剝離強度差等問題,即可判斷無溶劑復合制品的耐辛辣性良好。
做好混膠機和供膠頭的日常維護
當拆下混膠機的供膠頭后,A、B膠就會直接暴露在空氣中,而A膠中的-NCO基團容易與空氣中的水分發生交聯反應,這樣就會堵塞供膠口。因此,在不使用混膠機時,應用凝固狀油脂將供膠口密封,以隔絕空氣中的水分,當下次使用時再將凝固狀油脂清理干凈即可,且每次都要重新更換凝固狀油脂。
另外,還要定期清洗混膠機和供膠頭,一般半個月清洗一次,以防止堵塞現象的發生。注意清洗時要拆下液面探頭(其不耐溶劑)。若長時間不對其進行清洗,就無法保證混膠機管路完全通暢,也就無法避免管路或供膠頭堵塞現象。endprint