反應堆壓力容器用低合金鋼焊絲焊態熔敷金屬疲勞性能研究
2021-09-10 06:12:10宋世杰金亮葉序彬黃騰飛匡艷軍
電焊機 2021年3期
宋世杰 金亮 葉序彬 黃騰飛 匡艷軍
摘要:采用一種免焊后熱處理的回火焊道焊接工藝在碳鋼試板上進行反應堆壓力容器用低合金鋼焊絲堆焊工藝試驗,獲取低合金鋼焊絲焊態熔敷金屬。根據ASTM E466和ASTM E606標準對焊態熔敷金屬進行室溫下低周和高周疲勞性能試驗,并使用Coffin-Mansion方程與三參數方程擬合焊態熔敷金屬低周疲勞和高周疲勞壽命曲線。同時,根據核電設備設計規范RCC-M中推薦的修正系數對試驗獲得的疲勞曲線進行修正,獲得修正后的S-N曲線,并與RCC-M規范中低合金鋼疲勞設計曲線進行對比。試驗結果表明:基于RCC-M修正后的焊態熔敷金屬低周疲勞S-N曲線與RCC-M中的低合金鋼低周疲勞設計曲線基本重合;基于RCC-M修正后的焊態熔敷金屬高周疲勞S-N曲線位于RCC-M中的低合金鋼高周疲勞設計曲線之上。
關鍵詞:反應堆壓力容器;焊態;熔敷金屬;S-N曲線;疲勞設計曲線
中圖分類號:TG406? ? ? 文獻標志碼:A? ? ? ? ?文章編號:1001-2003(2021)03-0051-05
DOI:10.7512/j.issn.1001-2303.2021.03.09
0? ? 前言
反應堆壓力容器(RPV)是核電站重要部件之一,長期處于高溫、高壓工作狀態。在服役期間,隨著時間的增加會出現需要焊接返修的缺陷。通常,RPV用低合金鋼在焊接返修過程中因焊接熱循環作用會產生修復部位殘余應力增加、熱影響區韌性下降等問題,傳統焊接修復后需采用熱處理工藝來改善修復區域的性能。然而,核電廠大型設備在制造、役前及在役期間,基于一些客觀條件(如:核電設備的大尺寸、結構復雜性,焊后熱處理會帶來不可預知的變形風險;現場熱處理條件不具備以及時間成本等問題)無法實施焊后熱處理。生產現場通常采用回火焊道對補焊位置進行處理。回火焊道焊接技術無需焊后熱處理,是利用層道間的焊接熱循環作用達到焊后熱處理的效果。回火焊道焊接修復后焊態熔敷金屬的疲勞性能能否滿足核電設備設計規范RCC-M規范要求,對于核電站的安全運行至關重要。但目前國內文獻資料尚無相關研究。
文中采用一種免焊后熱處理的回火焊道焊接工藝在碳鋼試板上進行低合金鋼焊絲堆焊工藝試驗,獲取低合金鋼焊態熔敷金屬。根據ASTM E466和ASTM E606標準對焊態熔敷金屬進行室溫下的低周疲勞和高周疲勞性能試驗,以獲取疲勞循環壽命,并使用Coffin-Mansion方程與三參數方程擬合出焊態熔敷金屬的低周疲勞和高周疲勞壽命曲線。同時,根據設計規范RCC-M中推薦的修正系數對試驗獲得的疲勞曲線進行修正,獲得修正后的S-N曲線。對比試驗獲得的疲勞壽命曲線與RCC-M中低合金鋼疲勞設計曲線的保守性,為反應堆壓力容器免熱處理的焊接修復及疲勞力學評價提供數據支撐[1-7]。
1 試驗材料與方法
1.1 疲勞試樣制備
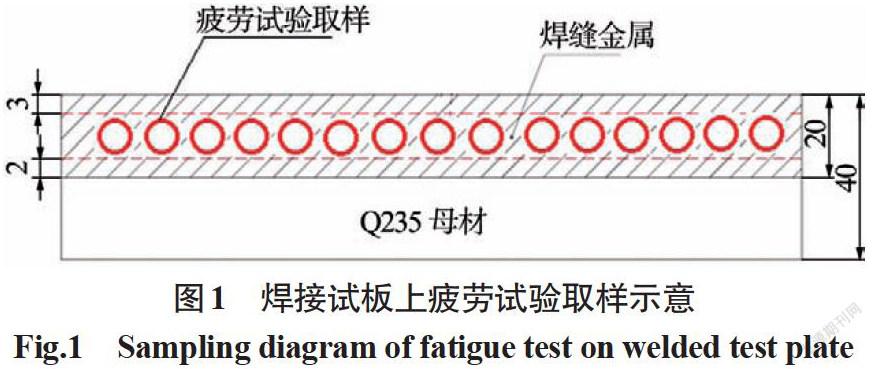
在室溫下采用一種免焊后熱處理的回火焊道焊接工藝在Q235鋼板(規格400 mm×280 mm×20 mm)上進行低合金鋼焊絲堆焊工藝試驗,焊絲是一種自主研制的反應堆壓力容器配套用低合金焊絲(成分保密),規格φ1.0 mm,采用機械-鎢極惰性氣體保護焊,堆焊熔敷金屬厚度至少為20 mm,并進行疲勞試驗取樣,如圖1所示。
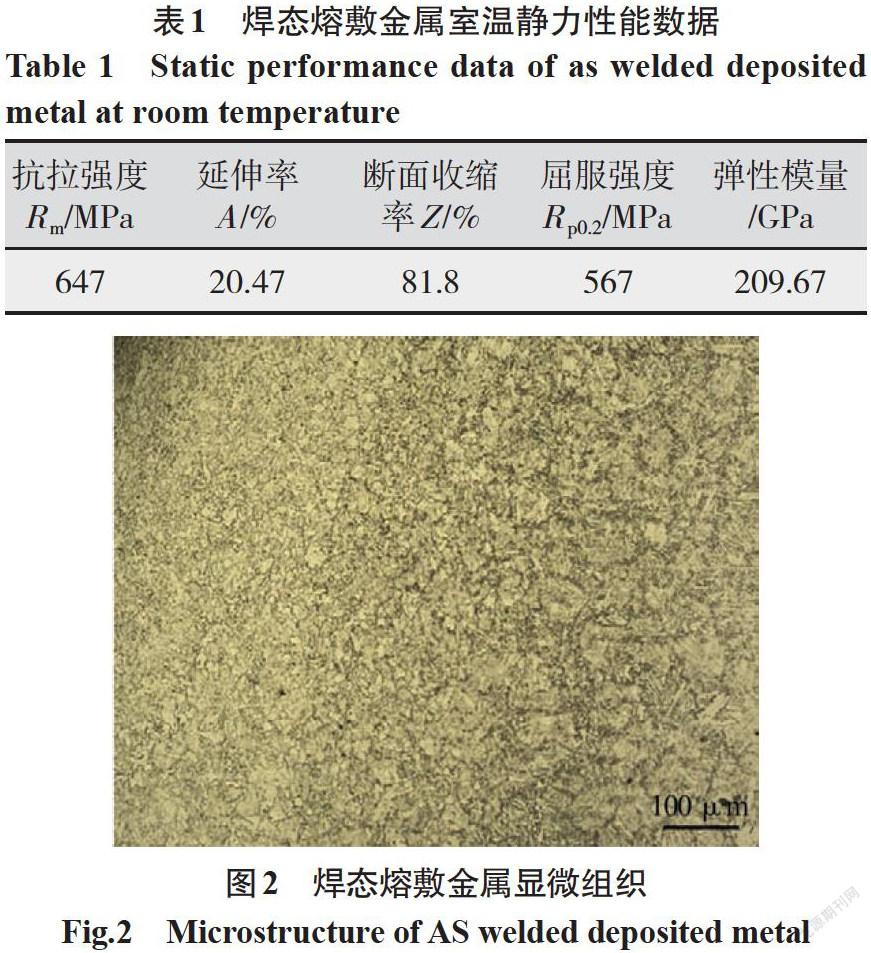
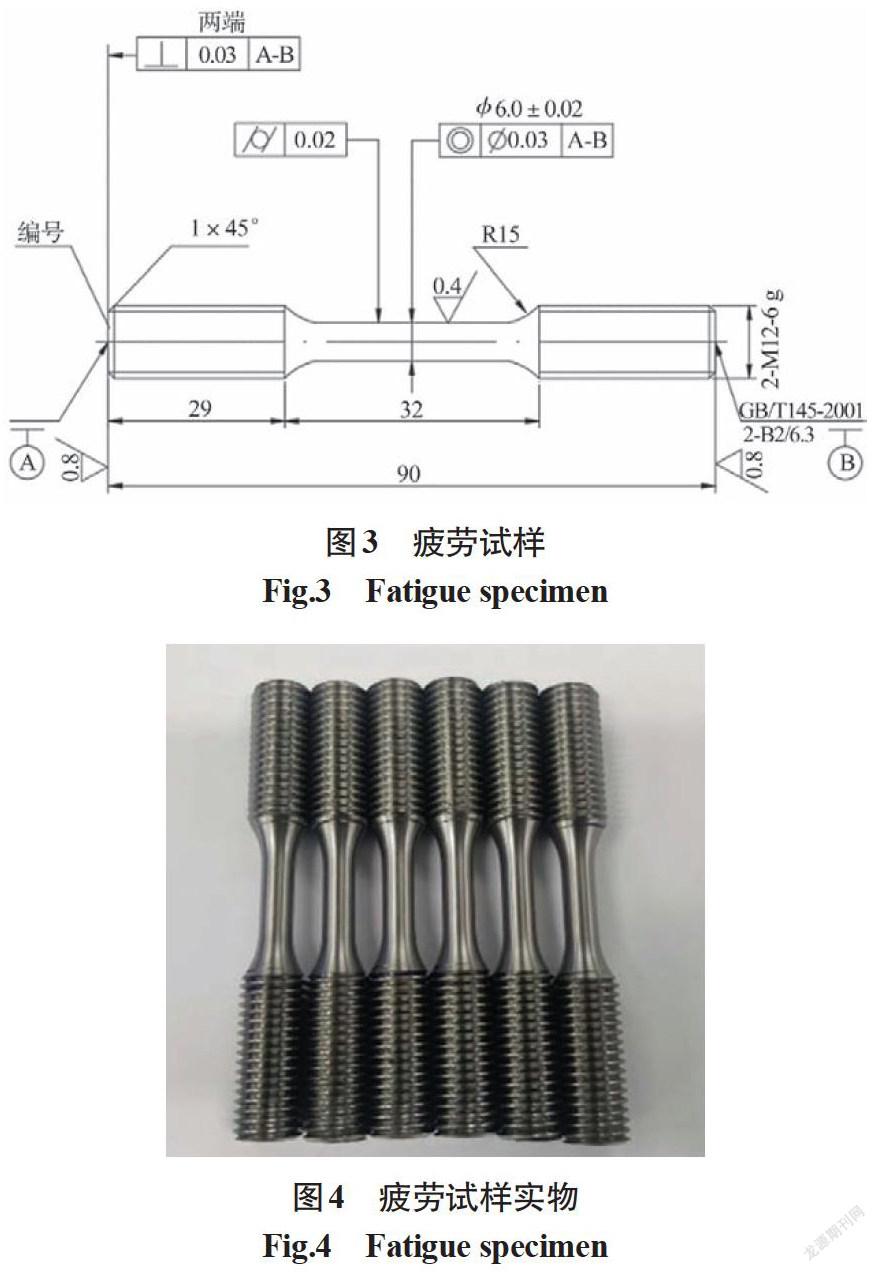
試驗所獲得的焊態熔敷金屬(見圖2)的顯微組織及力學性能(見表1)均滿足設計要求。疲勞試驗試樣形式及尺寸根據試驗標準(ASTM E466和ASTM E606)統一采用圓型棒狀試樣(見圖3、圖4)。
1.2 疲勞試驗過程
采用MTS 370 100KN電液伺服材料試驗機和Flextest 40控制系統進行疲勞試驗,采用MTS 632.27F引伸計測量應變,試驗機載荷傳感器和引伸計精度為0.5級,試驗溫度為23 ℃。
高周疲勞試驗采用應力控制,按ASTM E466-2007標準執行,分別取3個應力水平σmax=400 MPa、370 MPa、360 MPa進行高周疲勞試驗,試驗頻率10 Hz,應力比R=-1,加載波形為正弦波。
低周疲勞試驗采用應變控制,按ASTM E606-2012標準執行,分別取5個應變量εmax=2.3%、1.5%、0.8%、0.5%、0.4%進行低周疲勞試驗,試驗加載速率為0.5%/s,應變比R=-1,加載波形為三角波。
試樣失效壽命為試樣斷裂時對應循環次數。
2 試驗數據處理及結果分析
2.1 高周疲勞試驗結果
根據高周疲勞各應力水平下測得的疲勞壽命,以應力幅為縱坐標,疲勞壽命為橫坐標,得到焊態熔敷金屬的應力幅-疲勞壽命關系。
通常在對數坐標系中,應力幅與疲勞壽命之間呈線性關系[1]。經前期試驗驗證,三參數數學模型可以擬合應力幅與疲勞壽命的關系[3]
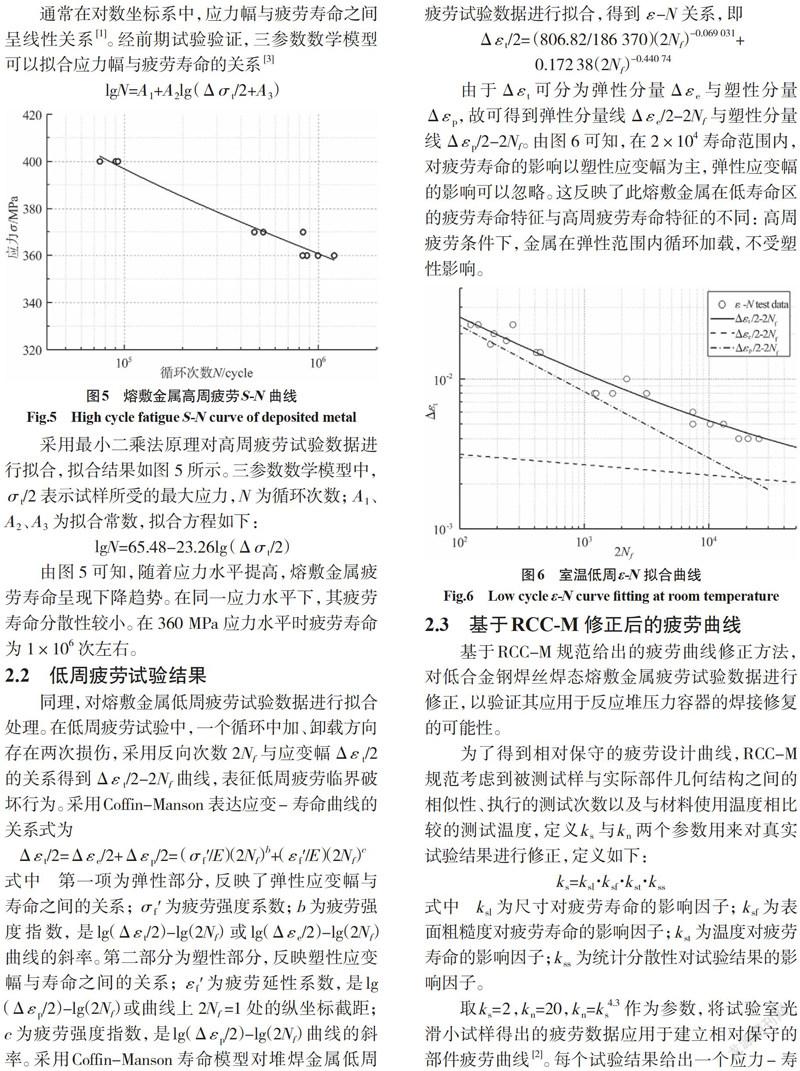
采用最小二乘法原理對高周疲勞試驗數據進行擬合,擬合結果如圖5所示。三參數數學模型中,σt/2表示試樣所受的最大應力,N為循環次數;A1、A2、A3為擬合常數,擬合方程如下:
由圖5可知,隨著應力水平提高,熔敷金屬疲勞壽命呈現下降趨勢。在同一應力水平下,其疲勞壽命分散性較小。在360 MPa應力水平時疲勞壽命為1×106次左右。
2.2 低周疲勞試驗結果
同理,對熔敷金屬低周疲勞試驗數據進行擬合處理。在低周疲勞試驗中,一個循環中加、卸載方向存在兩次損傷,采用反向次數2Nf與應變幅Δεt/2的關系得到Δεt/2-2Nf曲線,表征低周疲勞臨界破壞行為。采用Coffin-Manson表達應變-壽命曲線的關系式為
式中 第一項為彈性部分,反映了彈性應變幅與壽命之間的關系;σf'為疲勞強度系數;b為疲勞強度指數,是lg(Δεt/2)-lg(2Nf)或lg(Δεe/2)-lg(2Nf)曲線的斜率。第二部分為塑性部分,反映塑性應變幅與壽命之間的關系;εf'為疲勞延性系數,是lg(Δεp/2)-lg(2Nf)或曲線上2Nf =1處的縱坐標截距; c為疲勞強度指數,是lg(Δεp/2)-lg(2Nf)曲線的斜率。采用Coffin-Manson壽命模型對堆焊金屬低周疲勞試驗數據進行擬合,得到ε-N關系,即
由于Δεt可分為彈性分量Δεe與塑性分量Δεp,故可得到彈性分量線Δεe/2-2Nf與塑性分量線Δεp/2-2Nf。由圖6可知,在2×104壽命范圍內,對疲勞壽命的影響以塑性應變幅為主,彈性應變幅的影響可以忽略。這反映了此熔敷金屬在低壽命區的疲勞壽命特征與高周疲勞壽命特征的不同:高周疲勞條件下,金屬在彈性范圍內循環加載,不受塑性影響。
2.3 基于RCC-M修正后的疲勞曲線
基于RCC-M規范給出的疲勞曲線修正方法,對低合金鋼焊絲焊態熔敷金屬疲勞試驗數據進行修正,以驗證其應用于反應堆壓力容器的焊接修復的可能性。
為了得到相對保守的疲勞設計曲線,RCC-M規范考慮到被測試樣與實際部件幾何結構之間的相似性、執行的測試次數以及與材料使用溫度相比較的測試溫度,定義ks與kn兩個參數用來對真實試驗結果進行修正,定義如下:
式中 ksl為尺寸對疲勞壽命的影響因子; ksf為表面粗糙度對疲勞壽命的影響因子;kst為溫度對疲勞壽命的影響因子;kss為統計分散性對試驗結果的影響因子。
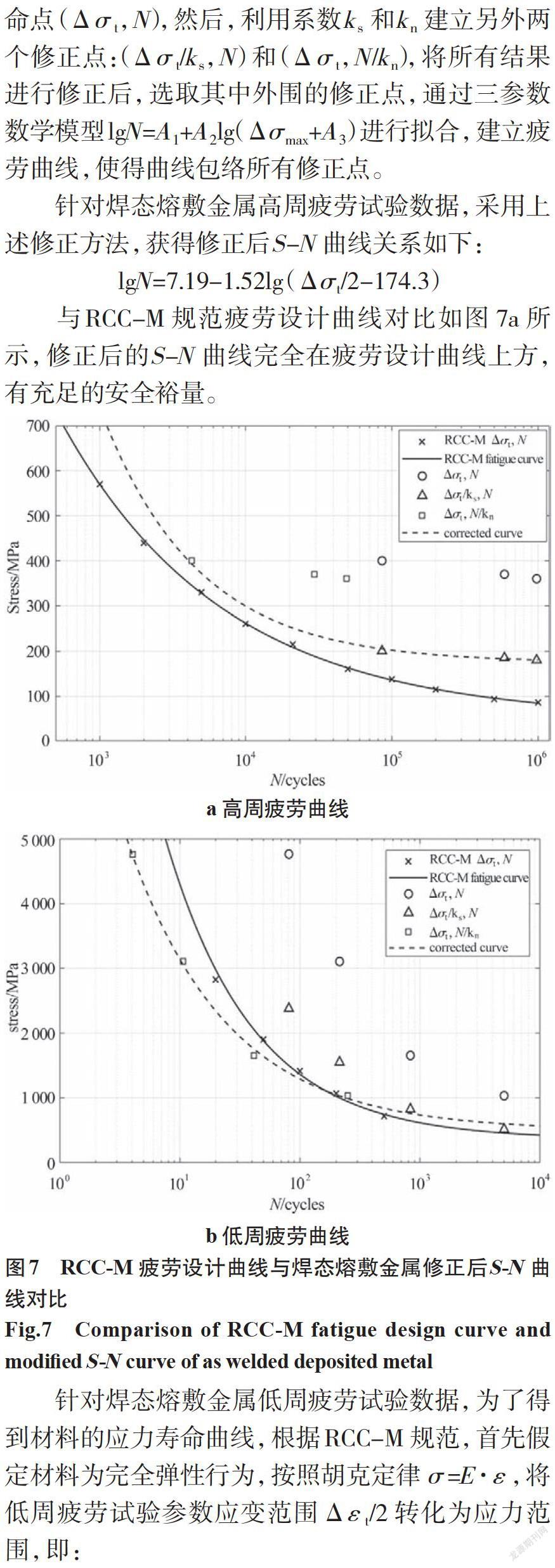
取ks=2,kn=20,kn=ks4.3作為參數,將試驗室光滑小試樣得出的疲勞數據應用于建立相對保守的部件疲勞曲線[2]。每個試驗結果給出一個應力-壽命點(Δσt,N),然后,利用系數ks和kn建立另外兩個修正點:(Δσt/ks,N)和(Δσt,N/kn),將所有結果進行修正后,選取其中外圍的修正點,通過三參數數學模型lgN=A1+A2lg(Δσmax+A3)進行擬合,建立疲勞曲線,使得曲線包絡所有修正點。
針對焊態熔敷金屬高周疲勞試驗數據,采用上述修正方法,獲得修正后S-N曲線關系如下:
與RCC-M規范疲勞設計曲線對比如圖7a所示,修正后的S-N曲線完全在疲勞設計曲線上方,有充足的安全裕量。
針對焊態熔敷金屬低周疲勞試驗數據,為了得到材料的應力壽命曲線,根據RCC-M規范,首先假定材料為完全彈性行為,按照胡克定律σ=E·ε,將低周疲勞試驗參數應變范圍Δεt/2轉化為應力范圍,即:
式中 焊態熔敷金屬彈性模量E=210 GPa。
取ks=2,kn=20分別應用于應力范圍與壽命中,得到(Δσt/ks,N)與(Δσt,N/kn)關系,選取當中外圍的修正點,并通過三參數數學模型lgN=A1+A2lg(Δσmax+A3)進行S-N曲線擬合,得到擬合關系為:
將修正后的焊態熔敷金屬低周S-N曲線與RCC-M標準中低合金鋼疲勞設計曲線進行對比,如圖7b所示。可以看出,修正后的焊態熔敷金屬S-N曲線與RCC-M標準中低合金鋼疲勞設計曲線有部分重合:在高應力區,試驗得到的疲勞曲線在設計疲勞曲線之下;在低應力區,試驗得到的疲勞曲線在設計疲勞曲線上方。在較低的應力區間范圍內,低合金鋼焊絲焊態熔敷金屬滿足RCC-M規范設計疲勞曲線標準,可用于指導反應堆壓力容器焊接返修熔敷金屬疲勞性能的力學評價。
3 結論
(1)低合金鋼焊絲焊態熔敷金屬高周疲勞壽命隨加載應力幅的降低而增大。
(2)根據RCC-M疲勞曲線修正方法,修正后的焊態熔敷金屬低周疲勞曲線與RCC-M中的低合金鋼低周疲勞設計曲線有部分重合,在低應力區,試驗得到的疲勞曲線在設計疲勞曲線的上方;高周疲勞曲線位于RCC-M中的低合金鋼高周設計疲勞曲線之上。
(3)通過對低合金鋼焊絲焊態熔敷金屬疲勞性能的研究,表明焊態熔敷金屬的高、低周疲勞性能在較低的應力范圍內均滿足RCC-M規范要求,可用于指導反應堆壓力容器焊接返修熔敷金屬疲勞性能的力學評價。
參考文獻:
Forrest P G. Fatigue of Metals[M]. Pergamon Press,Oxford,1962.
RCC-M,壓水堆核電廠核島機械設備設計與建造規范[S]. 2007,AFCEN.
朱麗慧,趙欽新,顧海澄,等.新型耐熱鋼的高溫低周疲勞性能[J].西安交通大學學報,1999(8):59-63.
孫戰立,張崢.典型壓力容器用鋼13MnNiMoR的高溫疲勞性能研究[J].中國特種設備安全,2018,34(9):20-25,50.
羅輔歡,卿華,田洪宇,等.一種考慮各向異性的DD6單晶高溫合金低周疲勞壽命預測方法[J].燃氣渦輪試驗與研究,2019,32(6):41-44.
朱德才,王東.壓水堆核電站主管道窄間隙自動焊焊縫高溫低周疲勞性能研究[A]. 2013年中國電機工程學會年會論文集[C]. 2013:1-9.
李影,蘇彬,吳學仁.高溫下取向對DD6單晶高溫合金低周疲勞壽命的影響[J].航空材料學報,2001,21(2):22-25.
錢匡武,李效琦,蕭林鋼,等.金屬和合金中的動態應變時效現象[J].福州大學學報(自然科學版),2001,29(6):8-23.
范志超,陳學東,蔣家羚.環境溫度對16MnR鋼應力疲勞的影響[J].壓力容器,2006,23(9):16-20.
