導柱螺旋槽絲錐的設計及工藝方法
2014-03-16 12:26:46仲秀娟
哈爾濱軸承 2014年2期
仲秀娟
(哈爾濱第一工具制造有限公司,黑龍江 哈爾濱 150078)
1 前言
導柱螺旋槽絲錐,顧名思義帶有導柱且容屑槽是螺旋狀的,通常用在韌性金屬上對深孔或斷續表面孔的螺紋加工。加工工件時,前導柱先進入螺紋底孔,引導絲錐沿孔的縱向進行切削,較普通絲錐制造出的螺紋孔有更精準的位置度及垂直度,適用于加工對螺紋孔有較高位置度及垂直度要求的產品;如果是加長柄,適用于加工處于工件較深部位螺紋孔;如果絲錐制造精度較高,如H1精度,則有利于提高螺紋孔精度等級,提高整個被加工件的產品質量。
2 導柱螺旋槽絲錐的設計
2.1 外形輪廓設計
以長柄導柱螺旋槽絲錐M27×1.75為例,說明如下。
長柄導柱螺旋槽絲錐M27×1.75表示公稱直徑27mm,螺距P=1.75mm。

圖1 M27×1.75導柱螺旋槽絲錐外廓尺寸
如圖1 所示,M27×1.75導柱螺旋槽絲錐由前導、頸部、切削部分、校準部分、柄部等組成。
(1)導柱外徑d導:等于絲錐切削錐小頭端部直徑dx。
(2)導柱長度:一般取15~25mm。
(3)切削前錐長度L:前錐長度L根據加工螺紋孔用幾錐完成選擇,為螺距P的整數倍。需成組絲錐兩錐完成的螺紋孔,Ⅰ錐L較長,Ⅱ錐L是Ⅰ錐的三分之一;需單支絲錐完成的螺紋孔,單支絲錐L較成組絲錐Ⅰ錐L還要長1~2mm。
(4)絲錐切削錐小頭端部直徑dx:dx=d-1.2P。
(5)前錐角度Kr:根據絲錐外徑d和切削錐小頭端部直徑dx計算得出,Kr=arctg[(d-dx)/2/L]。
2.2 切削和校準部分齒形設計
如圖2 所示,導柱螺旋槽絲錐螺紋牙型按國家標準GB/T192-2003《普通螺紋 基本牙型》執行,牙型半角30°,按照客戶要求螺距P為1.75mm。大徑、中徑、小徑按照絲錐的計算公式得出。
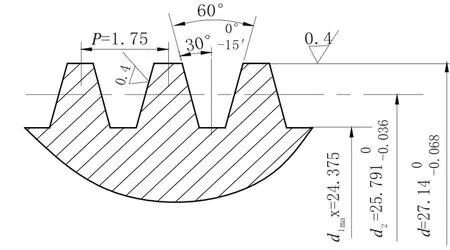
圖2 切削和校準部分齒形
2.3 絲錐溝形設計
如圖3,溝形角46°,溝槽端面截形設計采用兩段圓弧和一直線結構構成,這樣設計齒形強度好、容屑面積大、易排屑。前角3°,一周4齒,刃寬f=6.8mm,芯厚D=13.5mm。中徑鏟背量K的計算方法是K=d2tan(30′~50′)/Z , 刃背上鏟背量:K′=f tan(3°~5°),絲錐后角3~5°。
2.4 方尾設計
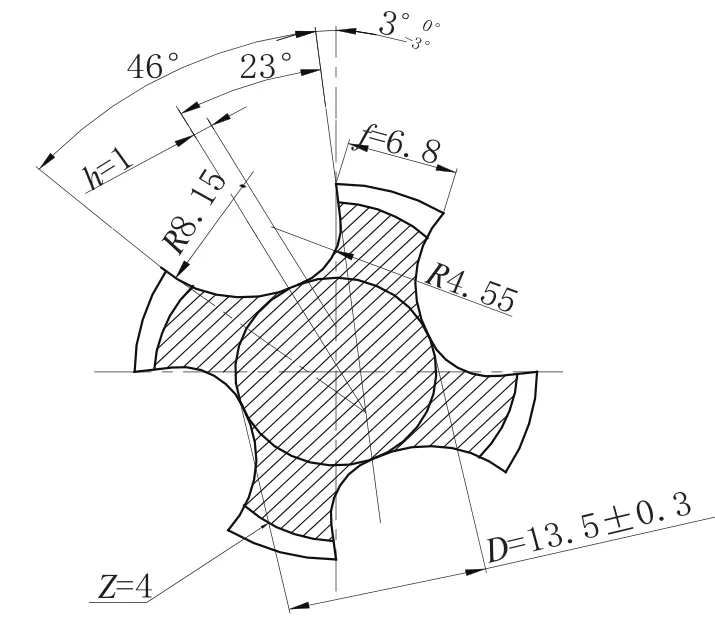
圖3 絲錐端面截形
方尾起傳遞扭距的作用,方尾的尺寸根據國家標準或按裝夾絲錐的工具設計。
2.5 導柱螺旋槽絲主要技術要求
(1)材料:刃部高速鋼,熱處理硬度63HRC~66HRC。
(2)切削部分外徑、中徑對中心線的斜向圓跳動公差為0.026mm;校準部分外徑、中徑對中心線的徑向圓跳動公差為0.022mm,導柱外徑、柄部外徑對中心線的徑向圓跳動公差見圖1。
(3)方尾對稱度公差小于其尺寸公差的1/2。
3 導柱螺旋槽絲錐制造工藝
3.1 車各部
車各部外圓,保證前導柱、刃柄部圓柱面對軸線的徑向圓跳動公差為0.1mm。
3.2 銑方尾
用專用銑方尾夾具,選用與方尾尺寸相同寬度的刀墊,安裝好兩個三面刃銑刀,使得方尾兩刀即可銑成。方頭對柄部的對稱度公差應滿足技術要求。
3.3 車螺紋
選60°螺紋車刀,用對角度刀樣板校正螺紋車刀角度。車后檢查螺紋中徑,測量選用三針直徑的計算方法d0=0.57735P,M值的計算方法M=d2′+3d0-0.866P,M值公差,d2′為車螺紋時的中徑,螺距累計誤差在25mm內不大于±0.1mm, 螺紋中徑對軸線徑向圓跳動公差0.1mm。
3.4 銑刃溝
計算好螺旋導程,導程S=πd×ctgω,ω為螺旋角,按導程掛好齒輪。
加工時應注意下列事項:
(1)方尾與刃溝的相對位置同批工件一致。
(2)前刃面對中心線的軸向平行度公差0.1mm。
3.5 熱處理
(1)工作部分硬度63HRC~66HRC,柄部部分硬度43HRC~48HRC。
(2)熱處理后不允許有燒傷及磕刃等現象。
(3)熱處理后調直使外徑對軸線的徑向圓跳動公差為0.2mm。
3.6 研兩端中心孔
研兩端中心孔面積不少于錐面的2/3,并且不得有扁圓及損傷。
3.7 拋光
溝底拋亮不允許留有黑皮。
3.8 磨刀齒前刃面
一定保證絲錐前角尺寸,它是絲錐鋒利與否的重要參數;同時,還要滿足下列技術要求。
(1) 磨溝槽時磨削量要均勻一致,溝長要一致。
(2)絲錐各齒在圓周上的不等分誤差不超過0.1mm。
(3) 同一絲錐刃寬一致性公差0.1mm。
3.9 磨刃柄部和前導柱外圓
絲錐各部對公共軸線的跳動公差按技術要求。
3.10 磨螺紋
選用專用螺紋磨床,將砂輪輪廓打磨成與螺紋齒形相同,調整好機床,使其在中徑、外徑上有鏟磨量。
(1)中徑的鏟背量在刃寬上為0.04~0.024 mm 。
(2)選用的三針直徑、測量M值計算方法同車螺紋序。
(3)導程計算方法同銑刃溝序。
(4)在25mm長度上任意兩螺距公差為±0.009mm。
3.11 鏟磨前錐
選用壓梢板加工絲錐前錐,壓梢板的角度與絲錐切削部分相同。
(1)鏟前錐的鏟磨量0.35~0.59mm。(2)絲錐鏟后角3°~5°。
3.12 激光刻字
字跡清晰,深淺適宜。
4 導柱螺旋絲錐加工工件的優點及注意事項
在使用導柱絲錐加工工件時,絲錐前導部首先進入工件后,對絲錐起到引導作用。機床主軸在轉動過程中絲錐的擺動減小,絲錐在加工時每個刀齒切削均勻,加工出的螺紋表面質量好。導柱絲錐更有利于保證被加工件的內螺紋位置精度,保證內螺紋孔對工件垂直度要求 。
在加工螺紋孔之前,將孔徑毛刺去除,螺旋槽絲錐排屑順暢,絲錐為H1精度,切除螺紋孔的精度能達到H5,同時柄部加長后,適用于加工處于工件較深部位的螺紋孔。
5 結束語
導柱螺旋槽絲錐的設計,解決了不帶前導柱螺旋槽絲錐在加工產品時,絲錐前端擺動較大,造成絲錐斷裂,使工件內孔損傷,出現廢品的難題。
導柱螺旋絲錐經廠家使用后,對該產品極為滿意,它能保證產品的加工質量,提高勞動效率,降低成本。今后要不斷創新,生產出更多的復雜刀具,不斷地為用戶的需要研制出更多的新型刀具。
1.袁哲俊,劉華明.金屬切削刀具設計手冊[M].北京:機械工業出版社,2008.
2.中國機械工業標準化匯編(2版).北京:中國標準出版社, 2005.
(1)IV.TH-65,螺紋刀具——標準——匯編——中國[S].
(2)GB/T145_2001,中心孔[S].
(3)GB/T9943-2008,高速工具鋼[S].