梯形螺紋數控加工分析
2014-03-15 01:08:13莊燕
佳木斯職業學院學報 2014年12期
莊 燕
(九州職業技術學院 江蘇徐州 221116)
梯形螺紋數控加工分析
莊 燕
(九州職業技術學院 江蘇徐州 221116)
在數控車床上加工螺紋主要分為單行程螺紋切削、簡單螺紋循環、螺紋復合切削循環。本文對數控車床螺紋加工指令G32,G92,G76切削方法進行了比較;在螺紋加工中梯形螺紋加工難度較大,對梯形螺紋的數控加工進行了分析為梯形螺紋加工進一步研究提供理論基礎。
螺紋加工指令;梯形螺紋;加工工藝
在數控車床上加工螺紋由各指令完成,如能合理選用指令中各個參數值,可達到螺紋的加工精度要求,加工出合格的梯形螺紋。
一、數控車床螺紋加工指令介紹
數控車床螺紋加工指令主要有G32、G92、G76三種。
1.單行程螺紋切削(G32) 。G32指令為單行程螺紋切削,車刀進給運動嚴格按指定的螺紋導程進行。 “切入—切螺紋—讓刀—返回始點”每一動作每一條指令,加工螺紋程序冗長。
指令格式: G32 X(U)—Z(W)—F—
X、Z為螺紋終點的坐標值;U、W為螺紋終點坐標相對于螺紋起點的增量坐標,F螺紋導程;螺紋切削應注意在兩端設置足夠的升速進刀段和降速退刀段。
2.螺紋切削循環(G92)。螺紋切削循環G92為簡單螺紋循環,該指令可切削錐螺紋和圓柱螺紋,從始點出發“切入—切螺紋—讓刀—返回始點”的4個動作作為一個循環用一個程序段指令即可,同一螺紋用G92指令編程較G32指令程序段要短,可提高編程效率。
指令格式: G92 X (U)—Z(W)—I—
X、Z為螺紋終點的坐標值;U、W為螺紋終點坐標相對于螺紋起點的增量坐標;I為錐的半徑差,當I(螺紋部分半徑之差)后邊的值為0時,為圓柱螺紋。G92程序段的前一程序段即為循環起點,選擇原則較加工螺紋的大徑稍大些,大1-2mm即可。
3.螺紋切削復合循環G76。G76指令用于多次自動循環車削螺紋,完成復合螺紋切削循環加工程序。
指令格式為:
G76 P(m)(r)(α) Q (△d min) R (d)
G76 X (U) Z(W) R (i) P(k) Q(△d) F (f)
螺紋切削方式如圖:
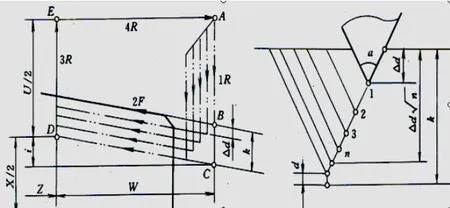
圖1 復合螺紋切削循環與進刀法
G76指令為斜進式切削方式,刀刃與工件之間很容易產生摩擦。
二、螺紋的切削方法
數控車床加工螺紋有三種不同的進刀方法:直進法(G92)、斜進法(G76)、交替式進刀法(左右切削方法)。
直進法(G92):刀片以直角進給到工件中,并且形成的切屑比較生硬,在切削刃的兩側形成V形。
斜進法(G76):在進給方向上須保證切削刃所在后刀面的后角。
左右切削方法::先以幾次增量對螺紋牙型的一側進行切削,然后提升刀具,隨之以幾次增量對螺紋牙型的另一側進行切削,依次推進直到切削完整個牙型為止。
三、梯形螺紋數控加工工藝分析
1.加工方法比較。G92直進式切削方法加工梯形螺紋,加工時由于螺紋槽深而且雙面刀刃切削,所有切削力大,排屑困難,容易產生扎刀,造成事故,零件的表面粗糙度也難以控制。所以只能用于要求不高,螺距小的梯形螺紋加工。
G76斜進式切削方法加工梯形螺紋,原理是刀尖和單邊15°斜度切削入,右邊牙側面和車刀有間隙,其切削力比直進法切削的切削力小,但它間隙很小容易使排屑困難,產生扎刀,表面粗糙度較難控制。一般用于精度和表面粗糙度要求不高的中小螺距梯形螺紋加工。
使用子程序編程左右切削法加工梯形螺紋,使用左右輪流切削的方式,使用左右輪流切削的方式,在正常工作的時候只有刀尖和單刀刃切削,不加工的刀刃和牙側面間隙較大、切削的力小,容易排屑,不容易產生扎刀,工作時較安全;粗車削、精車削分的很細,精度和表面粗糙度很容易控制,可以解決連續G92切割方法和G76斜進式切削方法的殘屑清除困難,同時對處理產生扎刀、控制表面粗糙度較難和精度低等缺點的問題時也比較理想。左右切削方法一般用于精度和表面粗糙度要求高的梯形螺紋加工。
2.左右切削方法刀具進給路線分析。編程與加工技巧分析:(1)刃磨刀時注意保證車刀的刀尖角和牙型角一致,而且刀尖寬度必須小于槽底寬。(2)盡量使車削過程牙槽間隙足夠大,保證車刀單刃切削,排屑順利。如螺距為5mm的梯形螺紋槽底寬為1.7mm,刃磨刀尖為1.2~1.4mm為宜。刀尖過大會使刀尖與牙側的間隙過小,不易排屑,容易扎刀;刀尖過小會使刀尖剛性變差,容易引起振動造成加工表面粗糙度較差,精度難以控制。(3)注意車刀在車螺紋之前定位,刀尖到牙頂的距離要大于牙高h,小于牙高h會造成刀尖在螺紋加工后階段與螺紋牙頂之間摩擦,產生廢品。(4)編制和調用子程序,可采用一重子程序,也可調用多重子程序。
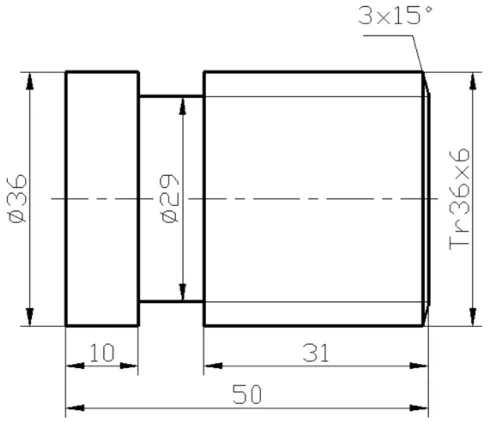
圖2 梯形螺紋加工件
四、編程實例
如圖所示零件的梯形螺紋,工件外圓、端面、螺紋退刀槽已經加工,毛坯Ф40mm,材料為45鋼,編制梯形螺紋加工程序。
1.螺紋基本尺寸計算:
螺距P=6mm 牙底間隙ac=0.5mm
螺紋大經的基本尺寸與公稱直徑相同(d=D=36mm)
螺紋中經d2=d-0.5P=36-0.5×6=33mm
螺紋牙型高h1=0.5P+ac=0.5×6+0.5=3.5mm
螺紋小徑d1=d-h1=36-2×3.5=29mm
牙底寬W=0.366P-0.536ac=1.928mm
2.子程序編程:
主程序

TG659
A
1000-9795(2014)012-000197-02
莊 燕(1981-),女,漢,江蘇徐州人,本科,講師,研究方向:數控加工。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
制造技術與機床(2019年12期)2020-01-06 03:17:48
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
制造技術與機床(2017年4期)2017-06-22 11:18:05
電信科學(2016年10期)2016-11-23 05:11:56
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
西安航空學院學報(2014年5期)2014-07-13 01:27:52
機械職業教育(2014年9期)2014-02-28 02:09:18
