AGCUZNMNNI釬料感應釬焊35CRMO/YG15C焊縫強度研究
2014-03-12 06:51:50王幫軍
電焊機 2014年11期
王幫軍 ,張 楠 ,陳 林
(1.中國鐵道科學研究生院,北京100081;2.四川廣正科技有限公司,四川新津611400)
0 前言
隨著全國鐵路大范圍的提速,為了有效保證行車安全,對大型養路機械的需求日益增加。鐵路線路道床是列車安全、高效運行的基礎,快速鐵路需要一個穩定、均勻、密實的道床,但各種列車在鐵路線路上高速而頻繁的運行更加重了對鐵路道床的損害,因此快速鐵路線路需要進行更高質量的養護。搗鎬是大型養路機械-搗固車上的一種易耗部件,搗鎬的使用壽命對搗固車的工作效率影響很大。本次研究內容針對耐磨硬質合金搗鎬的研制,以增長搗鎬的使用壽命。
1 試驗材料、設備及方案
試驗選用35CrMo中碳合金鋼、YG15C硬質合金、AgCuZnMnNi釬料,QJ102釬劑,高頻感應加熱設備,如圖1所示。設定試驗焊接工藝及試驗參數如表1所示。
焊接時用熱電偶測溫,測量試件焊接面的溫度,待溫度達到預定溫度時,溫控儀通過繼電器的開斷控制加熱設備的運行和中斷從而開始保溫,待到達預定保溫時間后,繼電器自動斷開,加熱停止,待焊好的試件冷卻下來后,用檸檬酸清洗掉表面的釬劑,得到干凈的焊后試件。
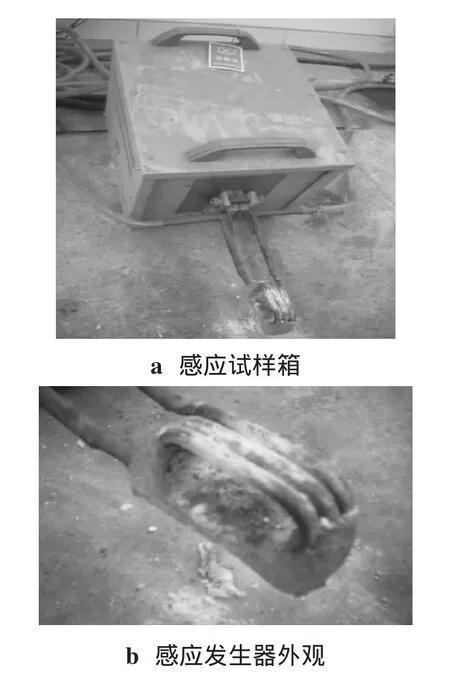
圖1 感應加熱設備

表1 焊接工藝參數及實驗設計
剪切試驗原理如圖2所示,在剪切試樣上方有向下的壓載荷,使得硬質合金與35CrMo鋼之間的釬縫之間承受剪切力,當剪力大于或等于釬縫的承受力時,釬縫就會被剪開,此時的最大力為釬縫所能承受的最大載荷Fmax,在剪切試驗前測出硬質合金與35CrMo鋼連接面的面積A,由式(1)即可算出釬縫的剪切強度。

式中 τ 為剪切強度(單位:MPa);[τ]為固有剪切強度(單位:MPa);Fmax為最大負載(單位:kN);A 為接觸表面積(單位:mm2)。
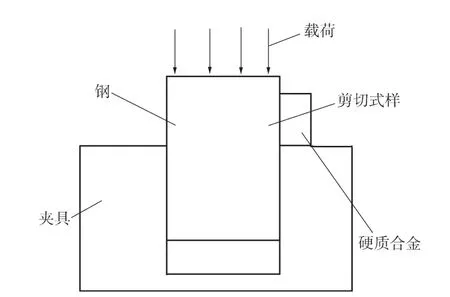
圖2 剪切實驗示意
2 抗剪強度試驗結果分析
利用H0NGSHAN 1000千牛液壓單向脈沖試驗機對上述剪切試樣進行剪切實驗,得到數據如表2~表5所示,且繪制出折線圖,如圖3~圖6所示。
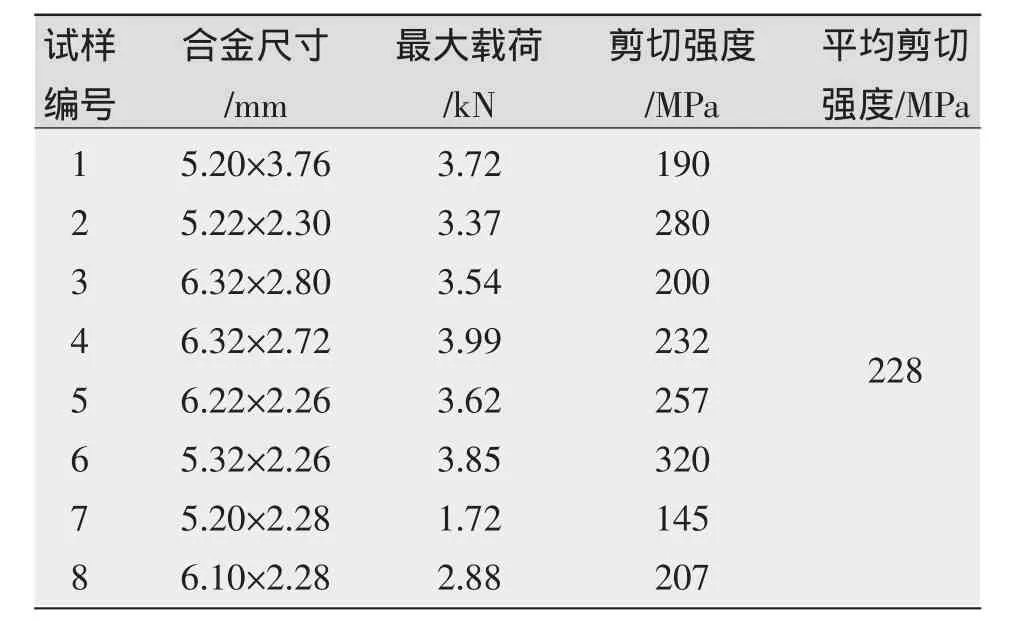
表2 630℃焊接試驗剪切強度數據表

圖3 630℃剪切強度分布
2.1 630℃焊接工藝
630℃焊接試驗剪切強度數據如表2所示,剪切強度分布如圖3所示。
2.2 650℃焊接工藝
650℃焊接試驗剪切強度數據如表3所示,剪切強度分布如圖4所示。
2.3 670℃焊接工藝
670℃焊接試驗剪切強度數據如表4所示,剪切強度分布如圖5所示。
2.4 700℃焊接工藝
700℃焊接試驗剪切強度數據如表5所示,剪切強度分布如圖6所示。
2.5 試驗數據離散原因分析
由以上數據可以看出,在不同的溫度下焊接試樣的剪切強度都存在一定程度的離散,在剪切試驗后通過斷口分析可以看出,在不同的溫度下焊接都會存在一定缺陷,主要缺陷為氣孔和夾渣,沒有未焊透、裂紋等缺陷。焊縫中存在的夾渣和氣孔不同程度地影響了釬焊焊縫強度。夾渣缺陷主要是在釬焊過程中釬劑未能及時流出焊縫導致。氣孔缺陷產生的原因是由于在焊接過程中,釬劑中所含氟化物在破除焊接面的氧化膜過程中產生的含氟氣體未能及時排除所致。
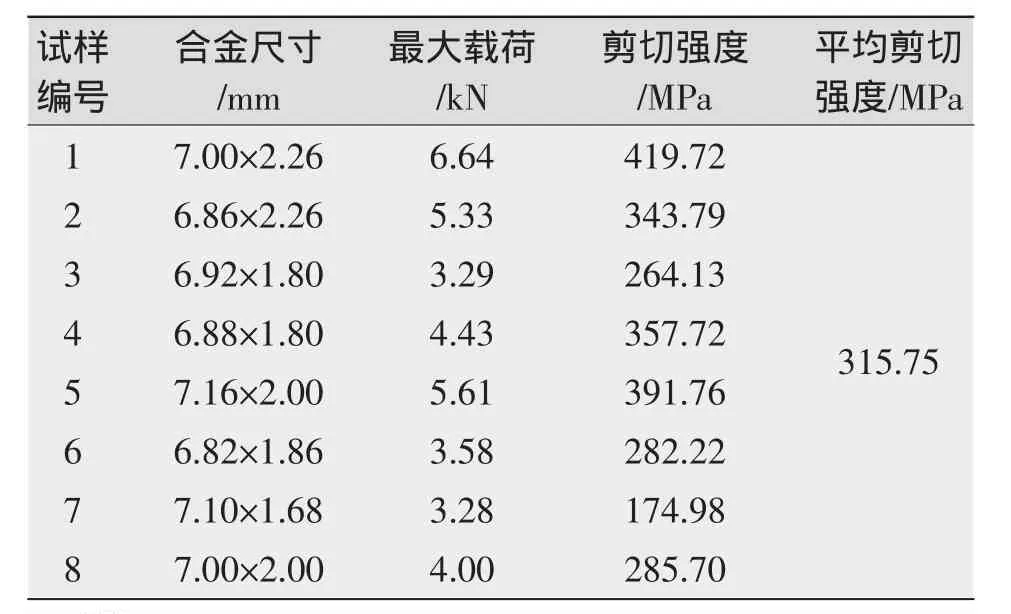
表3 650℃焊接試驗剪切強度數據
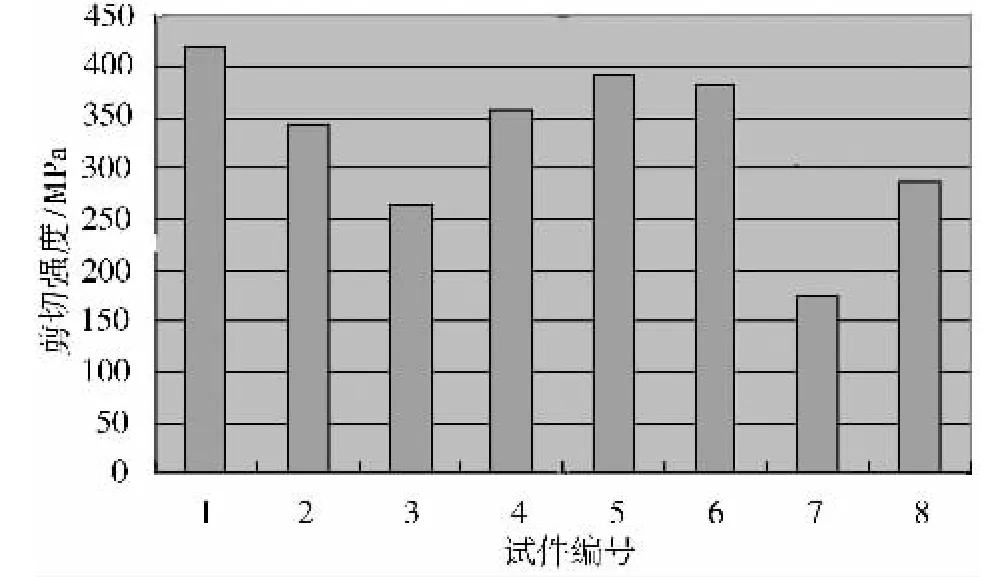
圖4 650℃剪切強度分布
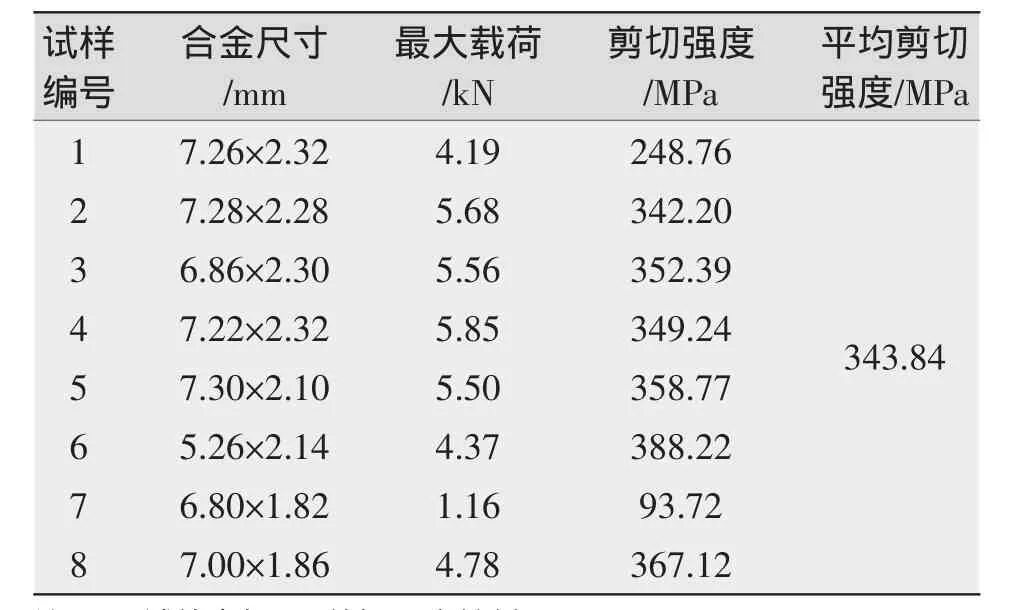
表4 670℃焊接試驗剪切強度數據
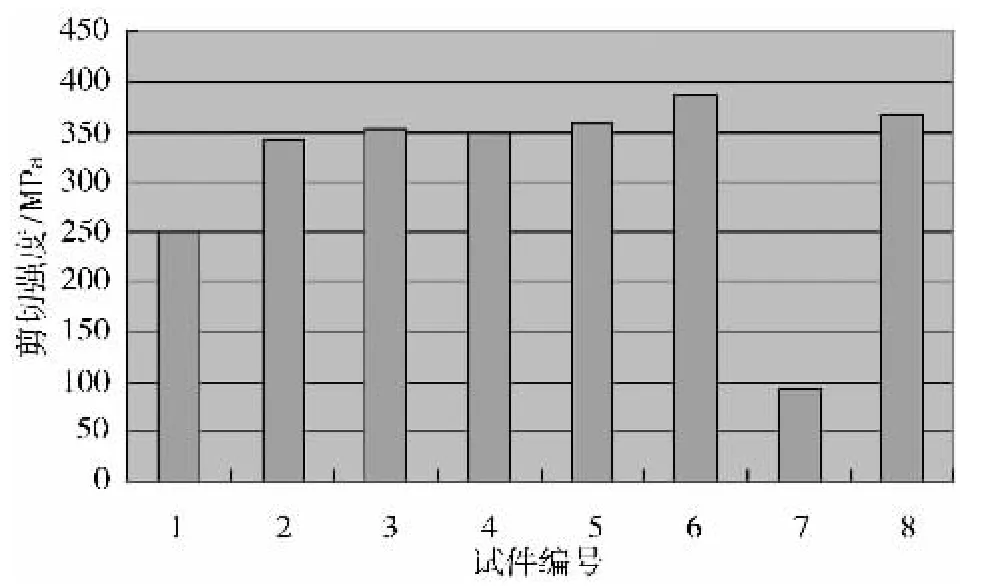
圖5 670℃剪切強度分布
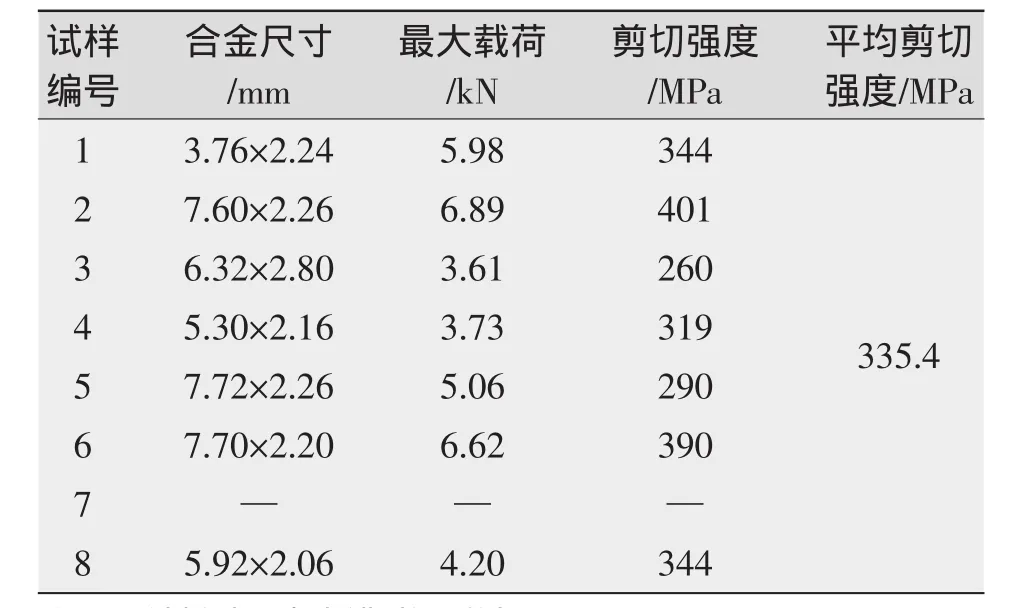
表5 700℃焊接試驗剪切強度數據
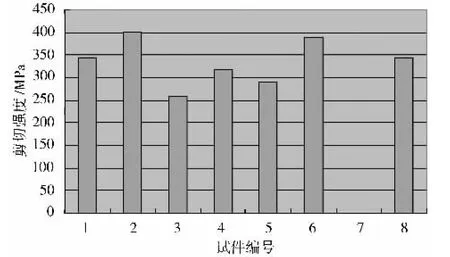
圖6 700℃剪切強度分布
3 結論
在不同的焊接工藝下所得到的焊接接頭剪切強度不同,在670℃、保溫30 s的焊接工藝下焊接接頭剪切強度達到最大,平均值為343.84 MPa。總體呈現剪切,其強度在允許的焊接溫度下,焊接接頭的剪切強度隨著溫度的升高呈現先增大后減小的趨勢。
[1]翁敏紅.09-32搗鎬的國產化研制[J].機車車輛工藝,2000(3):8-10.
[2]CT-500K tamping pickax,Progressive Railroading[S].1999.
[3]鄒僖.釬焊[M].北京:機械工業出版社,1998.
[4]張啟運.釬焊手冊[M].北京:機械工業出版社,2008.
[5]肖東明.35CrMnSi綱與YG13C硬質合金釬焊強度的研究[J].阜新礦業學院學報,1990,9(3):110-116.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24