2195鋁鋰合金VPTIG焊接頭組織性能
2014-03-12 06:51:02胡明華朱迅強(qiáng)陳偉杰
電焊機(jī) 2014年4期
施 軍,胡明華,朱迅強(qiáng),陳偉杰
(上海航天精密機(jī)械研究所,上海 201600)
0 前言
2195鋁鋰合金具有密度低、比強(qiáng)度高、低溫性能及耐蝕性優(yōu)良等特性,在航空航天領(lǐng)域具有廣闊的應(yīng)用前景[1-3]。隨著鋁鋰合金的不斷應(yīng)用,其焊接性能受到越來越多研究人員的關(guān)注,研究發(fā)現(xiàn)[4-6]:由于Li對氫的親和力極強(qiáng),Al-Li合金的含氫量比普通鋁合金更高,極易在焊接過程中產(chǎn)生氣孔等缺陷,且接頭弱化效果明顯。此外,鋁鋰合金是典型的共晶型合金,具有較大的熱裂紋傾向;Cu元素加入后進(jìn)一步擴(kuò)大了合金的結(jié)晶溫度區(qū)間,造成Al-Cu-Li合金焊接時(shí)容易產(chǎn)生結(jié)晶裂紋,一定程度上限制了2195鋁鋰合金的應(yīng)用。本研究通過采用變極性TIG(VPTIG)新工藝,在很大程度上改善了2195鋁鋰合金在TIG焊時(shí)遇到的問題。
1 試驗(yàn)材料和方法
1.1 試驗(yàn)材料
試驗(yàn)所用材料為2195鋁鋰合金板,尺寸400mm×100 mm×2 mm,熱處理狀態(tài)為T8態(tài),其主要化學(xué)成分和力學(xué)性能分別如表1和表2所示。填充金屬選用直徑為φ1.6 mm的ER2325焊絲,其主要化學(xué)成分如表3所示。

表1 2195鋁鋰合金化學(xué)成分 %

表2 2195鋁鋰合金的力學(xué)性能

表3 ER2325焊絲化學(xué)成分 %
1.2 試驗(yàn)方法
采用平板對接的方式進(jìn)行拼接,利用琴鍵工裝壓緊試板,保證裝配間隙小于0.5 mm,背面采用氬氣保護(hù);采用VPC450自動焊接設(shè)備實(shí)施焊接,焊接方向垂直于軋制方向,焊接保護(hù)氣為純氬。
焊態(tài)條件下,利用X射線探傷方法檢測焊縫內(nèi)部有無氣孔等焊接缺陷。
1.3 工藝參數(shù)選擇
為確定合適的焊接工藝參數(shù)范圍,對2195合金進(jìn)行了大量的參數(shù)試驗(yàn)。經(jīng)過前期試驗(yàn),得到初步的試驗(yàn)工藝見表4。

表4 VPTIG焊接工藝參數(shù)
2 試驗(yàn)結(jié)果分析
2.1 接頭宏觀形貌
根據(jù)表3中的工藝參數(shù)條件進(jìn)行試板焊接,并觀察焊縫的宏觀形貌。圖1為在1#工藝參數(shù)條件下的焊接后的焊縫形貌。由于焊接電流偏小,熔深較小,焊縫背面出現(xiàn)未焊透的現(xiàn)象。

圖1 工藝1條件下的焊縫反面形貌
圖2為3#工藝參數(shù)條件下的焊接后的焊縫形貌。因焊接電流過大,焊縫成形較差,存在燒穿缺陷。
圖3是在2#工藝參數(shù)條件下的焊接后焊縫正反面形貌。由圖3可知,焊縫表面光滑,與母材圓滑過渡,反面成形均勻,焊縫保護(hù)較好,未出現(xiàn)咬邊、表面氣孔等缺陷。
圖4為2#工藝條件下焊縫的X射線探傷底片,未發(fā)現(xiàn)氣孔、夾渣等缺陷,焊縫內(nèi)部質(zhì)量良好。因此,確定2#工藝參數(shù)為最佳工藝參數(shù)。
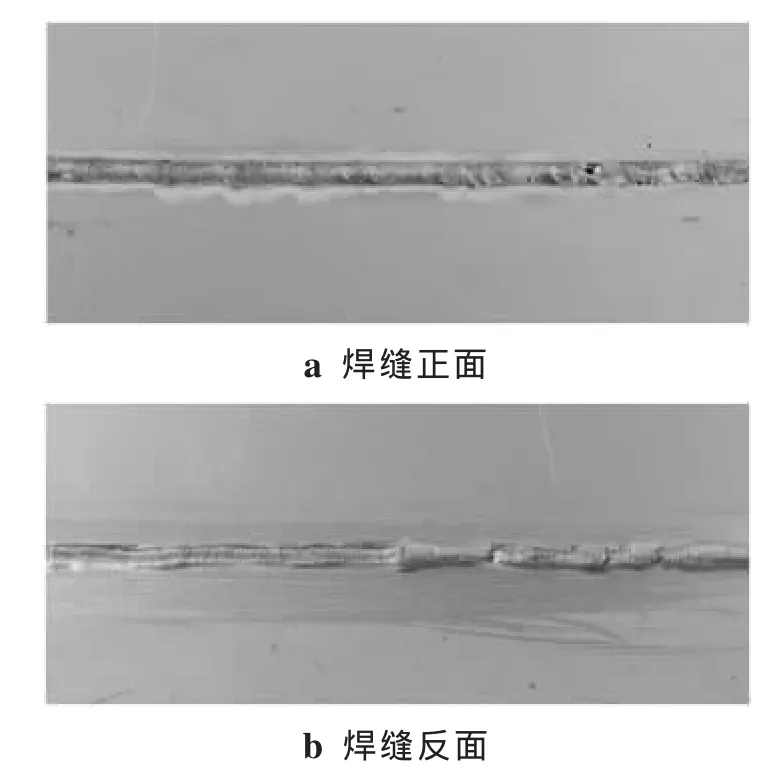
圖2 工藝3條件下的焊縫形貌

圖3 最佳焊接工藝參數(shù)下的焊縫形貌

圖4 焊縫X射線探傷底片
2.2 顯微組織觀察
經(jīng)X射線探傷合格后的試板,按標(biāo)準(zhǔn)GB/T228.1-2010要求,采用線切割制備成標(biāo)準(zhǔn)的焊接接頭拉伸試樣,如圖5所示。

圖5 拉伸試樣示意
在EHC-300型拉伸試驗(yàn)機(jī)上測試焊接接頭的力學(xué)性能;采用Keller試劑對焊縫和母材表面進(jìn)行浸蝕,在Leica-DMR型金相顯微鏡上觀察焊縫和母材的顯微組織形貌。
2195合金母材的顯微組織形貌如圖6所示。由圖6可知,由于試板經(jīng)過軋制,母材呈現(xiàn)明顯的條帶狀組織,在α(Al)基體上分布著析出強(qiáng)化相,同時(shí)在晶界上分布著灰色第二相。

圖6 2195鋁鋰合金母材顯微組織形貌
焊接接頭顯微組織形貌如圖7所示。由圖7可知,焊縫區(qū)組織由等軸晶和樹枝晶組成,等軸晶晶粒尺寸明顯小于母材;熱影響區(qū)(HAZ)組織相較于母材,晶粒大小略有一定的增長,造成該區(qū)域晶粒增大的主要原因是由于在焊接過程中,母材受熱,晶粒發(fā)生再結(jié)晶現(xiàn)象,晶粒長大,從而降低焊縫力學(xué)性能[7-8]。
焊接接頭的金相顯微組織中并未看到鋁合金焊接時(shí)常見的焊縫邊緣柱狀晶組織,但發(fā)現(xiàn)熔合區(qū)附近存在一層獨(dú)特的細(xì)晶組織,如圖7b箭頭所示。李小飛[6]等人的研究表明,細(xì)晶層的存在有利于降低鋁鋰合金的焊縫熱裂紋敏感性,從而明顯改善其焊接性。
產(chǎn)生細(xì)晶區(qū)的原因:(1)焊接冷卻時(shí),熔池結(jié)晶是由熔合線先開始的,結(jié)晶速度較大,從而能快速形核,晶粒來不及長大,所以產(chǎn)生一個(gè)明顯的細(xì)晶區(qū)。(2)Li在鋁中的分配系數(shù)小于1,且作為表面活性元素易富集在固液界面前沿的液相中使溶質(zhì)濃度增加,并吸附在晶核表面,一方面導(dǎo)致成分過冷度ΔTW的增大,促進(jìn)新相成核;另一方面則阻礙了微小晶體的成長,使晶粒細(xì)化,為焊縫熔合區(qū)細(xì)小等軸晶粒的形成提供了動力學(xué)條件[5-6]。
圖7c為熱影響區(qū)顯微組織,由圖可知,除基體上分布著少量黑色顆粒狀的AlLi相外,晶界上還析出了大量的灰色的第二相,呈針狀、短桿狀,為CuAl2相。這些第二相的析出和長大,會顯著降低接頭的力學(xué)性能,成為材料破壞的源頭。

圖7 焊縫顯微組織形貌
2.3 接頭力學(xué)性能
圖8為最佳工藝參數(shù)條件下的焊接接頭的抗拉強(qiáng)度和延伸率。接頭平均抗拉強(qiáng)度約為373 MPa,約為母材強(qiáng)度的66.5%(母材σb=560 MPa),平均延伸率為7.4%,接頭強(qiáng)度穩(wěn)定。

圖8 焊接接頭強(qiáng)度及延伸率
3 結(jié)論
(1)VPTIG焊接方法可以有效焊接厚度為2mm的薄板2195鋁合金。
(2)在 I+=70~80 A,I-=90~100 A,氬氣流量 12~14 L/min,焊接速度200 mm/min的條件下,焊縫成形美觀,內(nèi)部質(zhì)量良好。
(3)在最佳工藝參數(shù)范圍內(nèi),合金接頭的平均強(qiáng)度約為373MPa,延伸率為7.4%。
(4)焊縫中心組織為等軸晶組織,在熔合區(qū)附近存在獨(dú)特的細(xì)晶區(qū)域;焊縫組織中存在著少量第二相,在α(Al)基體上分布著黑色的AlLi相,晶界處有CuAl2相。
[1]Grimes R.,Cornish A.J.,Miller W.S.,et al.Aluminum-Lithium based alloys for aerospace applications[J].Metals and Materials,1985(1):357-363.
[2]鄭子樵,張偉斌.航空航天工業(yè)中的鋁鋰合金[J].材料科學(xué)與工程,1990(2):20-25.
[3]任家烈,吳愛萍.先進(jìn)材料的連接[M].北京:機(jī)械工業(yè)出版社,2000:39-74.
[4]李曉敏,申長吉,王 蕾,等.LY12薄板焊接熱裂敏感性探討[J].輕合金加工技術(shù),1995(7):23-25.
[5]束 彪.2195鋁鋰合金焊接工藝及其焊接接頭組織性能研究[D].沈陽航空工業(yè)學(xué)院,2010.
[6]李小飛.2195鋁鋰合金焊接熱裂紋敏感性和焊接材料研究[D].北京:航空材料研究院,2007:20-25.
[7]蔣 吶.2195合金軋制板的顯微組織影響[J].鋁加工,2012(5):14-15.
[8]束 彪,國旭明.雙脈沖MIG焊對2195 Al-Li合金焊縫組織及性能的影響[J].沈陽航空工業(yè)學(xué)院學(xué)報(bào),2009,26(5):60-61.
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
