埋弧焊過程穩(wěn)定性評(píng)價(jià)
2014-03-12 06:51:04吳志生劉翠榮李珍平
電焊機(jī) 2014年4期
關(guān)鍵詞:評(píng)價(jià)
李 科 ,吳志生 ,劉翠榮 ,張 浩,李珍平
(1.太原科技大學(xué)材料科學(xué)與工程學(xué)院,山西 太原 030024;2.太原鋼鐵集團(tuán)有限公司自動(dòng)化公司,山西 太原 030003)
0 前言
埋弧焊是當(dāng)今焊接生產(chǎn)應(yīng)用較廣的焊接方法之一,廣泛應(yīng)用于船舶、鍋爐、化工容器、工業(yè)管道等領(lǐng)域。埋弧焊焊接過程的穩(wěn)定性直接影響著焊接質(zhì)量,因此,實(shí)現(xiàn)焊接過程的參數(shù)檢測(cè)和量化分析對(duì)于評(píng)價(jià)焊接過程穩(wěn)定性,進(jìn)而提高焊接質(zhì)量和控制焊接過程具有重要的意義。近十幾年來(lái),從事焊接過程分析的學(xué)者們對(duì)焊條電弧焊和氣體保護(hù)焊的電弧物理特征和焊接工藝評(píng)定做了大量的研究[1-6],但關(guān)于埋弧焊焊接過程穩(wěn)定性的評(píng)價(jià)卻鮮見報(bào)道。本研究利用漢諾威分析儀對(duì)埋弧焊電信號(hào)進(jìn)行測(cè)試,并根據(jù)采樣點(diǎn)的統(tǒng)計(jì)結(jié)果進(jìn)行分析,利用概率密度分布圖和焊接穩(wěn)定系數(shù)對(duì)埋弧焊焊接過程的穩(wěn)定性進(jìn)行評(píng)價(jià)。
1 試驗(yàn)方法
試驗(yàn)采用MZ-1250自動(dòng)埋弧焊機(jī)在10 mm厚的Q235鋼板上進(jìn)行堆焊,直流反接,ER420不銹鋼焊絲,直徑3.2 mm,焊劑為HJ260,焊絲與工件垂直,干伸長(zhǎng)40 mm,焊速350 mm/min,電壓預(yù)設(shè)為40 V,焊接電流由400 A逐步增加到600 A,焊接時(shí)利用漢諾威分析儀進(jìn)行數(shù)據(jù)采集,試驗(yàn)裝置連接如圖1所示。

圖1 試驗(yàn)裝置連接
2 試驗(yàn)結(jié)果和分析
2.1 焊接過程穩(wěn)定性的定性評(píng)價(jià)
選擇試驗(yàn)組中的三組測(cè)試,其中1#為較小參數(shù),2#為中等參數(shù),3#為較大參數(shù),對(duì)其電弧電壓和焊接電流的概率密度分布圖進(jìn)行對(duì)比,如圖2所示。圖2a為三組測(cè)試電弧電壓概率密度分布疊加圖,由圖2可知,這三條曲線差異較大,電流較小的1#出現(xiàn)了雙峰狀,靠右側(cè)的高峰區(qū)域反映的是正常焊接過程的電弧電壓概率密度分布,靠左側(cè)的小尖峰對(duì)應(yīng)的低電壓部分,反映的是粗熔滴過渡時(shí)的電壓概率密度分布,由于其出現(xiàn)的概率很小,故尖峰峰值低于0.1%且覆蓋的電壓范圍較小。中等電流的2#只有一個(gè)峰,且曲線相對(duì)集中,這反映了噴射過渡或渣壁過渡的熔滴過渡形式使得焊接電信號(hào)波動(dòng)較小,焊接過程相對(duì)穩(wěn)定。電流較大的3#雖然也只有一個(gè)峰,但與2#相比其寬度大且峰值低,反映其電壓覆蓋范圍寬,這是因?yàn)殡娀‰妷荷邔?dǎo)致了電弧挺度下降,從而使電弧擺動(dòng)性增強(qiáng),表明此時(shí)的焊接過程是不穩(wěn)定的。圖2b為三組測(cè)試焊接電流概率密度分布疊加圖,2#的焊接電流概率密度分布最為集中,電流覆蓋范圍在250~780 A,說明此組的焊接過程最為穩(wěn)定。而1#在100~200A的低電流區(qū)和700~800 A的大電流區(qū)均有分布,3#則在超出1 000 A的大電流區(qū)還有分布,說明這兩組的焊接過程均不夠穩(wěn)定。總之,從電信號(hào)概率密度分布曲線來(lái)看,曲線越集中,焊接過程越穩(wěn)定,這種定性的評(píng)價(jià)方式適合對(duì)埋弧焊焊接過程穩(wěn)定性進(jìn)行粗略的評(píng)價(jià)。
2.2 焊接過程穩(wěn)定性的定量評(píng)價(jià)
根據(jù)漢諾威分析儀的統(tǒng)計(jì)數(shù)據(jù)繪制出電弧電壓和焊接電流變異系數(shù)變化曲線,如圖3所示。圖3中的兩條曲線變化趨勢(shì)基本相同,均先下降后上升,這意味著隨著焊接電流的增大,焊接過程先趨于穩(wěn)定,之后又開始變得不穩(wěn)定。究其原因,當(dāng)焊接電流較小時(shí),電弧長(zhǎng)度較小,促使熔滴脫落的電磁力也較小,熔滴可以長(zhǎng)到較大尺寸,此時(shí)的熔滴過渡方式為粗熔滴過渡,大尺寸熔滴在短電弧中脫落時(shí)極易產(chǎn)生短路或爆炸,從而導(dǎo)致焊接過程的不穩(wěn)定。當(dāng)電流增大到一定值時(shí),熔滴尺寸變小,此時(shí)的熔滴過渡形式轉(zhuǎn)變?yōu)榧?xì)熔滴的噴射過渡或渣壁過渡,且電弧的挺度較好,因此焊接最為穩(wěn)定。再超出此電流值,對(duì)應(yīng)的電弧電壓升高,表征此時(shí)的電弧伸長(zhǎng),雖然此時(shí)熔滴也比較細(xì)小,但電弧擺動(dòng)性增強(qiáng),且熔滴要在較長(zhǎng)電弧中滴落,由此增大了焊接的不穩(wěn)定性。
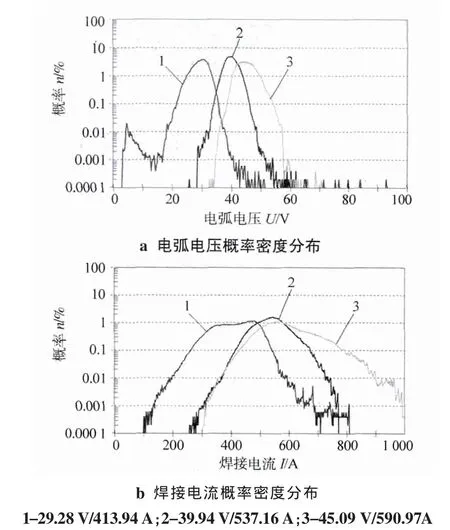
圖2 焊接電信號(hào)概率密度分布疊加
從圖3中可看出,電弧電壓變異系數(shù)的最小值出現(xiàn)在39.94cV/537.16 A,為5.36%,而焊接電流變異系數(shù)的最小值出現(xiàn)在39.21V/529.42,為10.19%。若要焊接過程最為穩(wěn)定,電弧電壓和焊接電流均要處于穩(wěn)定狀態(tài),因此,提出一個(gè)評(píng)價(jià)焊接過程穩(wěn)定性的定量指標(biāo),稱為焊接穩(wěn)定系數(shù),其表達(dá)式為
式中 β為焊接穩(wěn)定系數(shù);v(U)為電弧電壓變異系數(shù);v(I)為焊接電流變異系數(shù)。
焊接穩(wěn)定系數(shù)綜合了電弧電壓變異系數(shù)和焊接電流變異系數(shù),其數(shù)值越大,說明焊接過程越穩(wěn)定。
各參數(shù)下焊接穩(wěn)定系數(shù)變化曲線如圖4所示,隨著焊接電流的增加,焊接穩(wěn)定系數(shù)先增大后減小,其最大值出現(xiàn)在39.94 V/537.16 A,為17.98,說明在其他工藝參數(shù)不變的情況下,該組焊接過程最為穩(wěn)定。試驗(yàn)證明這種定量評(píng)價(jià)的方式是正確有效的。
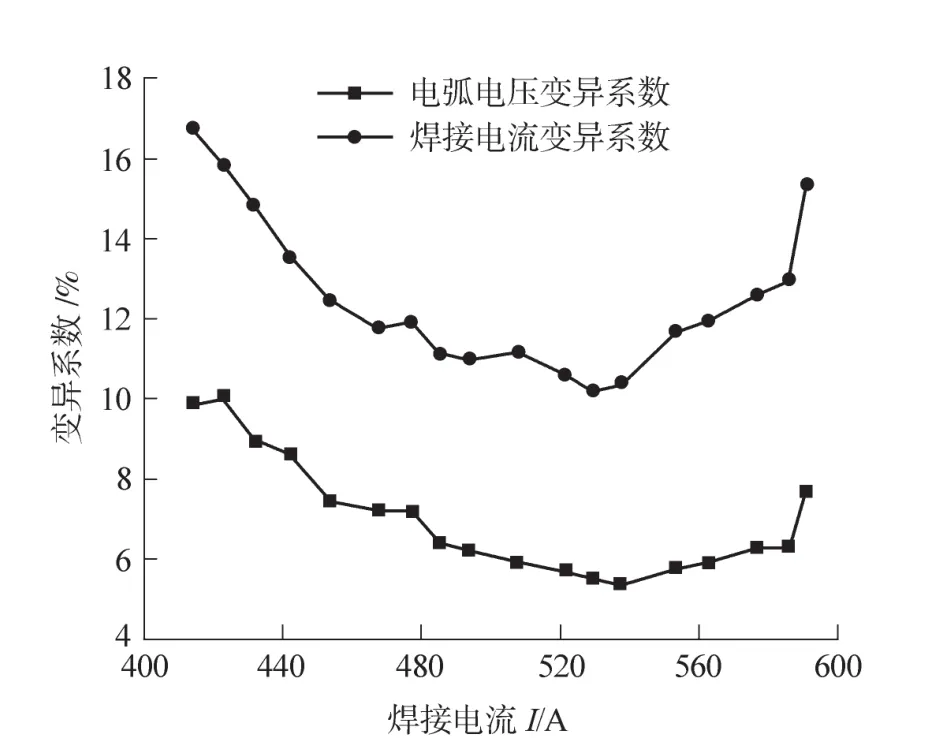
圖3 電信號(hào)變異系數(shù)變化曲線
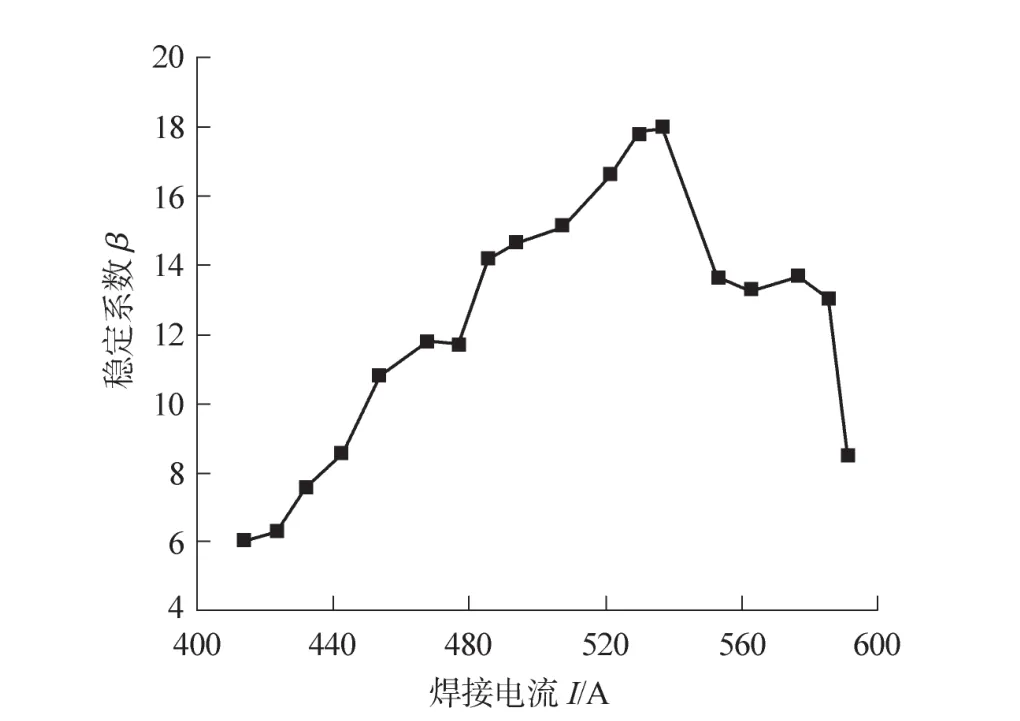
圖4 焊接穩(wěn)定系數(shù)變化曲線
3 結(jié)論
(1)通過對(duì)比分析埋弧焊電弧電壓和焊接電流概率密度分布,給出了一種定性評(píng)價(jià)焊接過程穩(wěn)定性的方法,即曲線越集中,焊接過程越穩(wěn)定。
(2)通過對(duì)埋弧焊電弧電壓和焊接電流變異系數(shù)的分析,提出用焊接穩(wěn)定系數(shù)β作為評(píng)價(jià)焊接過程穩(wěn)定性的定量指標(biāo),β越高焊接過程越穩(wěn)定。
(3)該評(píng)價(jià)方法可以對(duì)埋弧焊工藝制定、質(zhì)量評(píng)價(jià)、焊接自動(dòng)控制等提供一定的依據(jù)。
[1]高俊華,王 寶,宋 麗,等.低氫型結(jié)構(gòu)鋼焊條的工藝性判定[J].焊接技術(shù),2006,35(5):52-54.
[2]王 寶.不銹鋼焊條熔滴過渡形態(tài)和工藝性評(píng)價(jià)[J].焊接,2008(8):43-47.
[3]戴 軍,王 寶,安 靜.CO2氣體保護(hù)焊實(shí)心焊絲電弧物理特征分析[J].焊接,2008(1):49-52.
[4]王 寶.焊接電弧物理與焊條工藝性設(shè)計(jì)[M].北京:機(jī)械工業(yè)出版社,1998.
[5]王 寶,宋永倫.焊接電弧現(xiàn)象與焊接材料工藝性[M].北京:機(jī)械工業(yè)出版社,2012.
[6]王 寶,宋永倫,D.Rehfeldt.焊接材料工藝性的分析與評(píng)價(jià)[J].電焊機(jī),2006:36(11):11-19.
猜你喜歡
石油瀝青(2021年4期)2021-10-14 08:50:44
世界科學(xué)技術(shù)-中醫(yī)藥現(xiàn)代化(2021年10期)2021-03-02 05:52:06
現(xiàn)代檢驗(yàn)醫(yī)學(xué)雜志(2016年3期)2016-11-15 01:59:56
中學(xué)語(yǔ)文(2015年21期)2015-03-01 03:52:11
中國(guó)教育技術(shù)裝備(2015年19期)2015-03-01 02:43:07
中國(guó)工程咨詢(2015年2期)2015-02-14 02:59:26
西南軍醫(yī)(2015年1期)2015-01-22 09:08:16
中國(guó)音樂教育(2014年9期)2014-05-20 10:26:24
治淮(2013年1期)2013-03-11 20:05:18
俄羅斯問題研究(2012年1期)2012-03-25 09:54:51
